Anda mungkin juga menyukai
- Cathodic Disbondment PDFDokumen25 halamanCathodic Disbondment PDFsanjayaBelum ada peringkat
- Corrosion Failures: Theory, Case Studies, and SolutionsDari EverandCorrosion Failures: Theory, Case Studies, and SolutionsBelum ada peringkat
- Fusion Bonded Epoxy Coatings for PipelinesDokumen23 halamanFusion Bonded Epoxy Coatings for PipelinesIshani Gupta75% (4)
- How To Calculate Experience CreditsDokumen4 halamanHow To Calculate Experience CreditsNguyen Duc DungBelum ada peringkat
- Painting Inspector: Passbooks Study GuideDari EverandPainting Inspector: Passbooks Study GuideBelum ada peringkat
- As 4822-2008 External Field Joint Coatings For Steel PipelinesDokumen8 halamanAs 4822-2008 External Field Joint Coatings For Steel PipelinesSAI Global - APAC0% (1)
- ISO 4628engDokumen4 halamanISO 4628engLuisArmandoFranyuttiArciaBelum ada peringkat
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeDari EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeBelum ada peringkat
- Adhesion Characteristics of Protective Coatings for Nuclear Power PlantsDokumen8 halamanAdhesion Characteristics of Protective Coatings for Nuclear Power PlantsHaidarHussaini100% (1)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDari EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsBelum ada peringkat
- T 18Dokumen10 halamanT 18khuramluck100% (2)
- Corrosion Under Insulation - Out of Sight Out of MindDokumen4 halamanCorrosion Under Insulation - Out of Sight Out of Mindengr_ahmednassarBelum ada peringkat
- Corrosion Problems During Oil and Gas Production and Its MitigationDokumen15 halamanCorrosion Problems During Oil and Gas Production and Its MitigationjesiBelum ada peringkat
- CorrosionDokumen14 halamanCorrosionChalakAhmedBelum ada peringkat
- OMAE2017-61555: Corrosion Fatigue Mechanisms and Fracture Mechanics Based Modelling For Subsea Pipeline SteelsDokumen11 halamanOMAE2017-61555: Corrosion Fatigue Mechanisms and Fracture Mechanics Based Modelling For Subsea Pipeline SteelsArab WeldersBelum ada peringkat
- BS en 12068.1999Dokumen33 halamanBS en 12068.1999yy20100% (1)
- 1.2.4 HDG - Painting Issues PDFDokumen2 halaman1.2.4 HDG - Painting Issues PDFAnonymous 1AAjd0Belum ada peringkat
- Painting of Structure Piping Equipment 22Dokumen5 halamanPainting of Structure Piping Equipment 22Saurabh Kumar VermaBelum ada peringkat
- Colour Measurement FundamentalsDokumen11 halamanColour Measurement FundamentalsShoaib Wahab100% (1)
- Explaining Product Data Sheet InformationDokumen0 halamanExplaining Product Data Sheet InformationeraswastaBelum ada peringkat
- Corrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperienceDokumen17 halamanCorrosion Performance of Epoxy Coated Reinforcing Steel - North America ExperiencebrahmabulBelum ada peringkat
- CuiDokumen6 halamanCuiأحمد صبحىBelum ada peringkat
- Coating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryDokumen43 halamanCoating As An Ideal Prevention For Corrosion in Manufacture and Infrastructure IndustryLarasanto Larasanto100% (1)
- Steel Surface Defects Diagnosis and CureDokumen19 halamanSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- NTSB Pipeline Accident ReportDokumen101 halamanNTSB Pipeline Accident ReportkoushkiBelum ada peringkat
- Challenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerDokumen43 halamanChallenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerMOHAMEDBelum ada peringkat
- Surface Preparation Standards - ComparasionDokumen4 halamanSurface Preparation Standards - ComparasiontaiBelum ada peringkat
- White Rust PreventionDokumen16 halamanWhite Rust PreventionSreedhar Patnaik.MBelum ada peringkat
- Nuclear Containment FailuresDokumen10 halamanNuclear Containment FailuresskdonaldsBelum ada peringkat
- Measuring Coatings on SteelDokumen5 halamanMeasuring Coatings on SteelShahril ZainulBelum ada peringkat
- Flash Inspection Report: 1 - Reference SectionDokumen6 halamanFlash Inspection Report: 1 - Reference SectionhedayatBelum ada peringkat
- Current Knowledge of The Cracking of Steels During Galvanizing PDFDokumen79 halamanCurrent Knowledge of The Cracking of Steels During Galvanizing PDFNicat MammadovBelum ada peringkat
- CorrosionDokumen16 halamanCorrosionAerocfdfreakBelum ada peringkat
- HDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelDokumen1 halamanHDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelSam Samuelson100% (1)
- Pull-Off Adhesion Testing of Coatings Improve Your TechniqueDokumen10 halamanPull-Off Adhesion Testing of Coatings Improve Your TechniqueKevin LimBelum ada peringkat
- Combined CIPS and DCVG surveys for pipeline integrityDokumen9 halamanCombined CIPS and DCVG surveys for pipeline integrityadeoye_okunoyeBelum ada peringkat
- ESD Flooring Audit ReportDokumen11 halamanESD Flooring Audit Reportlaiju cs100% (1)
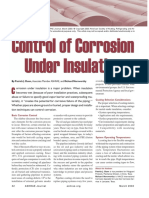
- C CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyDokumen8 halamanC CC CC: by Patrick J. Dunn, Associate Member ASHRAE, and Richard NorsworthyjamesBelum ada peringkat
- Corrosion (Compatibility Mode) 2Dokumen54 halamanCorrosion (Compatibility Mode) 2Omkar Kumar JhaBelum ada peringkat
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Dokumen11 halamanSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisBelum ada peringkat
- Osmotic Blisters in Coatings and Adhesives - Metal FinishingDokumen2 halamanOsmotic Blisters in Coatings and Adhesives - Metal FinishingMaulana Mufti MuhammadBelum ada peringkat
- Coating Inspection Holiday DetectorDokumen2 halamanCoating Inspection Holiday DetectorBOBBelum ada peringkat
- Smarter Materials Selection For Corrosion Control PDFDokumen12 halamanSmarter Materials Selection For Corrosion Control PDFAsyraf Nordin100% (1)
- Critical Review of Concrete Scaling CausesDokumen41 halamanCritical Review of Concrete Scaling CausessatpalBelum ada peringkat
- B Gas Examination RequirementsDokumen25 halamanB Gas Examination RequirementsNnamdi Celestine Nnamdi100% (1)
- BooksDokumen1 halamanBookswahBelum ada peringkat
- Overview of Pipeline Coatings)Dokumen7 halamanOverview of Pipeline Coatings)kartalsamBelum ada peringkat
- Hot-Dip Galvanizing Process ExplainedDokumen18 halamanHot-Dip Galvanizing Process Explainedsample use100% (1)
- Protecting Steel Edges: Presented By: Bob Kogler, Rampart LLCDokumen42 halamanProtecting Steel Edges: Presented By: Bob Kogler, Rampart LLCSuperCow FelizBelum ada peringkat
- Mil DTL 53022C PDFDokumen22 halamanMil DTL 53022C PDFJeffrey EsmurriasBelum ada peringkat
- Cte Ongc SpecDokumen21 halamanCte Ongc SpecMohamed HushainBelum ada peringkat
- Polyester and Vinyl Ester CoatingsDokumen14 halamanPolyester and Vinyl Ester Coatingsrasool100% (2)
- Phenoline 1205 PDS 9-06 PDFDokumen2 halamanPhenoline 1205 PDS 9-06 PDFttr_1947Belum ada peringkat
- Visco-Elastic Coating MaterialDokumen17 halamanVisco-Elastic Coating Materialosmanmop100% (1)
- Peer Review Question & Tips Essay 1Dokumen2 halamanPeer Review Question & Tips Essay 1andrew.freeman1231272Belum ada peringkat
- QADokumen21 halamanQAms rooBelum ada peringkat
- FBE Testleri - DeFelskoDokumen54 halamanFBE Testleri - DeFelskoÖzgür TuştaşBelum ada peringkat
- Cathodic Protection - 2011Dokumen14 halamanCathodic Protection - 2011wjkimmanBelum ada peringkat
- Age of Empires Installed SucessfullyDokumen1 halamanAge of Empires Installed SucessfullykakrasanaBelum ada peringkat
- Thaicom BissDokumen2 halamanThaicom BisskakrasanaBelum ada peringkat
- Scan SatelitDokumen1 halamanScan SatelitkakrasanaBelum ada peringkat
- Loan MoneyDokumen1 halamanLoan MoneykakrasanaBelum ada peringkat
- Turn On HotspotDokumen1 halamanTurn On HotspotkakrasanaBelum ada peringkat
- Turn On HotspotDokumen1 halamanTurn On HotspotkakrasanaBelum ada peringkat
- Loan MoneyDokumen1 halamanLoan MoneykakrasanaBelum ada peringkat
- Building Construction ReportDokumen15 halamanBuilding Construction ReportDevendra SharmaBelum ada peringkat
- NRB SyllabusDokumen3 halamanNRB SyllabusRoshan GhimireBelum ada peringkat
- RTFM - Red Team Field Manual PDFDokumen111 halamanRTFM - Red Team Field Manual PDFMonstery31100% (1)
- NS Analog and Mixed Signal Products1995Dokumen246 halamanNS Analog and Mixed Signal Products1995Id Vágó MiklósBelum ada peringkat
- 5 4 Primary Cementing Calculations PDFDokumen38 halaman5 4 Primary Cementing Calculations PDFAbrarhassan100% (1)
- Binge Challan - PDF 1Dokumen2 halamanBinge Challan - PDF 1Maa BHAGWATIBelum ada peringkat
- Yacht Devices NMEA 0183 Gateway User ManualDokumen36 halamanYacht Devices NMEA 0183 Gateway User ManualAlexander GorlachBelum ada peringkat
- ASTM E1012 - 2005 - For Axial Force ApplicationDokumen11 halamanASTM E1012 - 2005 - For Axial Force ApplicationSarvesh MishraBelum ada peringkat
- 12 Ka 4Dokumen58 halaman12 Ka 4Gunjesh GunjanBelum ada peringkat
- Sikadur - 52: Low Viscosity Injection ResinDokumen2 halamanSikadur - 52: Low Viscosity Injection Resinthe pilotBelum ada peringkat
- MOTOTRBO® System Release Notes Professional Commercial Radios (PCR) & AccessoriesDokumen37 halamanMOTOTRBO® System Release Notes Professional Commercial Radios (PCR) & AccessoriesDmitriyBelum ada peringkat
- Optimization For CSFB Call DelayDokumen11 halamanOptimization For CSFB Call DelayAmit Butola100% (1)
- 37222090-Huawei-WCDMA-HSDPA-Parameters Huawei)Dokumen68 halaman37222090-Huawei-WCDMA-HSDPA-Parameters Huawei)Faizal Jamaludeen100% (2)
- Aectp-300 Edd v1 eDokumen462 halamanAectp-300 Edd v1 eLjubomirSinđelićBelum ada peringkat
- How To Install and Configure Flow Tools and Flowviewer On A Fresh DebianDokumen11 halamanHow To Install and Configure Flow Tools and Flowviewer On A Fresh DebianNabil SedoudBelum ada peringkat
- Manual Midiplus 61 English PDFDokumen12 halamanManual Midiplus 61 English PDFseba_doorsBelum ada peringkat
- 0911vsd CameradirDokumen44 halaman0911vsd Cameradirjessiehere1324Belum ada peringkat
- 160513071421Dokumen5 halaman160513071421VJ ChaudharyBelum ada peringkat
- Royal Mail International Claims FormDokumen2 halamanRoyal Mail International Claims FormLeslie PerkinsBelum ada peringkat
- Iso 20172-1 2017Dokumen11 halamanIso 20172-1 2017Dinh Quang NhamBelum ada peringkat
- IP Packet Switching: COS 461: Computer Networks Spring 2006 (MW 1:30-2:50 in Friend 109)Dokumen35 halamanIP Packet Switching: COS 461: Computer Networks Spring 2006 (MW 1:30-2:50 in Friend 109)ajazahmednet3946Belum ada peringkat
- Integrating Snort and OSSIMDokumen7 halamanIntegrating Snort and OSSIMMarcelo LaurentiBelum ada peringkat
- BS en Iso 16808-2014Dokumen36 halamanBS en Iso 16808-2014Luca CoralloBelum ada peringkat
- Plasma Samsung PS50B530 BN68-02355H-03L10 - 1026 PDFDokumen382 halamanPlasma Samsung PS50B530 BN68-02355H-03L10 - 1026 PDFje_accuseBelum ada peringkat
- E19t5w 19 LCD MonitorDokumen56 halamanE19t5w 19 LCD MonitorJames BrianBelum ada peringkat
- USB To Rs 32 ConvertorDokumen11 halamanUSB To Rs 32 ConvertoryannickBelum ada peringkat
- MZ Series CatalogDokumen12 halamanMZ Series CatalogXanti Zabala Da RosaBelum ada peringkat
- Neurotherm RF Lesion Generator Operators ManualDokumen80 halamanNeurotherm RF Lesion Generator Operators ManualИльнур ИнженерУфаBelum ada peringkat
- Analog TV StandardsDokumen5 halamanAnalog TV StandardsJayson AlvaBelum ada peringkat
- Socket Programming in JavaDokumen22 halamanSocket Programming in JavaMalu SakthiBelum ada peringkat
- Industrial Piping and Equipment Estimating ManualDari EverandIndustrial Piping and Equipment Estimating ManualPenilaian: 5 dari 5 bintang5/5 (7)
- Asset Integrity Management for Offshore and Onshore StructuresDari EverandAsset Integrity Management for Offshore and Onshore StructuresBelum ada peringkat
- Livebearers: Understanding Guppies, Mollies, Swordtails and OthersDari EverandLivebearers: Understanding Guppies, Mollies, Swordtails and OthersBelum ada peringkat
- Biofloc Fish Farming for Dummies: The Beginner's Guide to Setting Up FarmDari EverandBiofloc Fish Farming for Dummies: The Beginner's Guide to Setting Up FarmBelum ada peringkat
- Pipeline Integrity: Management and Risk EvaluationDari EverandPipeline Integrity: Management and Risk EvaluationPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Well Control for Completions and InterventionsDari EverandWell Control for Completions and InterventionsPenilaian: 4 dari 5 bintang4/5 (10)
- Fish School 101: A Step-by-Step Guide for Fish OwnersDari EverandFish School 101: A Step-by-Step Guide for Fish OwnersPenilaian: 5 dari 5 bintang5/5 (16)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilDari EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilBelum ada peringkat
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisDari EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisBelum ada peringkat
- Subsea Valves and Actuators for the Oil and Gas IndustryDari EverandSubsea Valves and Actuators for the Oil and Gas IndustryPenilaian: 5 dari 5 bintang5/5 (1)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsDari EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsPenilaian: 5 dari 5 bintang5/5 (1)
- The Dragon Behind the Glass: A True Story of Power, Obsession, and the World's Most Coveted FishDari EverandThe Dragon Behind the Glass: A True Story of Power, Obsession, and the World's Most Coveted FishPenilaian: 4 dari 5 bintang4/5 (35)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsDari EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsBelum ada peringkat
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationDari EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryDari EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryBelum ada peringkat
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesDari EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesBelum ada peringkat
- Fire in the Night: The Piper Alpha DisasterDari EverandFire in the Night: The Piper Alpha DisasterPenilaian: 4.5 dari 5 bintang4.5/5 (5)