Anda mungkin juga menyukai
- NTS 060 - SabespDokumen24 halamanNTS 060 - SabespDeivide AntonioBelum ada peringkat
- Materiais para TubulaçãoDokumen73 halamanMateriais para TubulaçãoRobert Moreira100% (8)
- PR-E-275 Inspecao Pintura Galvanizacao Rev 2Dokumen18 halamanPR-E-275 Inspecao Pintura Galvanizacao Rev 2marconelucenapereiraBelum ada peringkat
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoDari EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoBelum ada peringkat
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDari EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEBelum ada peringkat
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDari EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasBelum ada peringkat
- Dimensionamento de elementos e ligações em estruturas de açoDari EverandDimensionamento de elementos e ligações em estruturas de açoBelum ada peringkat
- Especif Tecnica e Memorial Descritivo Reservt Metalico Totoni PDFDokumen3 halamanEspecif Tecnica e Memorial Descritivo Reservt Metalico Totoni PDFJulio Pansera JrBelum ada peringkat
- Apostila de Planejamento Da Manutenção - PetrobrasDokumen112 halamanApostila de Planejamento Da Manutenção - PetrobrasJosias Lima Machado FilhoBelum ada peringkat
- Procedimento para içamento de estruturas oceânicasDokumen13 halamanProcedimento para içamento de estruturas oceânicasrfelippe8733Belum ada peringkat
- API 598 Traduzida 2004 - Passei DiretoDokumen11 halamanAPI 598 Traduzida 2004 - Passei DiretoandersonBelum ada peringkat
- Procedimento: Rev. D JAN / 2006Dokumen14 halamanProcedimento: Rev. D JAN / 2006naterodriguesBelum ada peringkat
- N-1758 - Suportes PetrobrásDokumen100 halamanN-1758 - Suportes PetrobrásWenerson GhenesisBelum ada peringkat
- Implementação de IEISDokumen20 halamanImplementação de IEISClaudio SampaioBelum ada peringkat
- Acabamento da face de contato do flange segundo padrão MSS-SP6Dokumen2 halamanAcabamento da face de contato do flange segundo padrão MSS-SP6Marcel DandaroBelum ada peringkat
- NBR 06971 - 1999 - Defensas Metálicas - Projeto e ImplantaçãoDokumen44 halamanNBR 06971 - 1999 - Defensas Metálicas - Projeto e ImplantaçãoblowouthBelum ada peringkat
- N 1823 PDFDokumen28 halamanN 1823 PDFEzequiel CastilhoniBelum ada peringkat
- N-0464 Rev JDokumen56 halamanN-0464 Rev JWanderley FonsecaBelum ada peringkat
- Curso de tubulações industriais: fluxogramas, numeração e especificaçõesDokumen41 halamanCurso de tubulações industriais: fluxogramas, numeração e especificaçõesStefane MartinsBelum ada peringkat
- Estudo Da Soldadura em Carga de Uma Tubagem API 5lDokumen89 halamanEstudo Da Soldadura em Carga de Uma Tubagem API 5llkarolinoBelum ada peringkat
- Tipos de Aço e Sua ClassificaçãoDokumen8 halamanTipos de Aço e Sua ClassificaçãoRenato MantaBelum ada peringkat
- Práticas de Engenharia de Condicionamento e ComissionamentoDokumen11 halamanPráticas de Engenharia de Condicionamento e ComissionamentorenatakllBelum ada peringkat
- NBR 14918 2002 Chumbadores Mecanicos Pos Instalados em Concreto Avaliacao Do Desempenho PDFDokumen33 halamanNBR 14918 2002 Chumbadores Mecanicos Pos Instalados em Concreto Avaliacao Do Desempenho PDFRaquel Torres100% (1)
- Abreviações para projetos industriaisDokumen14 halamanAbreviações para projetos industriaisSebastião Barbosa da Silva100% (1)
- Vedações de ComportaDokumen15 halamanVedações de ComportaCarraskuBelum ada peringkat
- Sistema de proteção para furos direcionaisDokumen2 halamanSistema de proteção para furos direcionaisEwerton Erick RosarioBelum ada peringkat
- Instalação Tubo-CamisaDokumen4 halamanInstalação Tubo-Camisamarcelohtz3136Belum ada peringkat
- Peças de montagem entre flanges padronizadasDokumen20 halamanPeças de montagem entre flanges padronizadasOlavo Oliveira Jr.100% (1)
- Catalogo Fall Safe ProfissionalDokumen60 halamanCatalogo Fall Safe ProfissionalVMBelum ada peringkat
- Manual Do Balancim Pneumático BPDDokumen15 halamanManual Do Balancim Pneumático BPDSandro NadineBelum ada peringkat
- FATEC-SP - Prof. Celio Zattoni - Materiais para Tubulação - Vol. 01Dokumen74 halamanFATEC-SP - Prof. Celio Zattoni - Materiais para Tubulação - Vol. 01Túlio Barata FrançaBelum ada peringkat
- N-1852 G 1emDokumen58 halamanN-1852 G 1emMariomourajuniorBelum ada peringkat
- N 0505eDokumen17 halamanN 0505ealfano1988Belum ada peringkat
- Escadas de fibra de vidro para indústriasDokumen1 halamanEscadas de fibra de vidro para indústriasFábio MarcheziniBelum ada peringkat
- Procedimento Petrobras - LP N-2370Dokumen13 halamanProcedimento Petrobras - LP N-2370Julio SaldanhaBelum ada peringkat
- N 0270 PDFDokumen70 halamanN 0270 PDFestradeiroBelum ada peringkat
- Aula Casco Tubos1Dokumen105 halamanAula Casco Tubos1Elmo Sena JúniorBelum ada peringkat
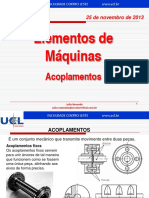
- Aula Acoplamentos PDFDokumen32 halamanAula Acoplamentos PDFRezende JulioBelum ada peringkat
- Oficina Interpretação Código API 650 Tanques Armazenagem ÓleoDokumen2 halamanOficina Interpretação Código API 650 Tanques Armazenagem ÓleoWanderley FonsecaBelum ada peringkat
- N-115 Contec: 1 EmendaDokumen75 halamanN-115 Contec: 1 EmendaMadirley MadBelum ada peringkat
- Procedimento: Rev. D Out / 98Dokumen21 halamanProcedimento: Rev. D Out / 98decio ventura rodrigues mira100% (1)
- Montagem de AndaimesDokumen10 halamanMontagem de Andaimesederjoliveira72Belum ada peringkat
- N-0134C - Chumbadores para ConcretoDokumen33 halamanN-0134C - Chumbadores para ConcretoAna Carolina TrindadeBelum ada peringkat
- N-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoDokumen22 halamanN-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoLuciano RezendeBelum ada peringkat
- Projeto de vaso de pressão com revestimento metálicoDokumen11 halamanProjeto de vaso de pressão com revestimento metálicoDiogo MonteiroBelum ada peringkat
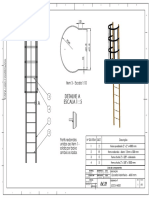
- Detalhe de escada marinheiro com lista de componentesDokumen1 halamanDetalhe de escada marinheiro com lista de componentesLéo Noronha100% (1)
- WEG Lackpoxi N 1277 Boletim Tecnico Portugues BRDokumen5 halamanWEG Lackpoxi N 1277 Boletim Tecnico Portugues BRJeanSamuelVisentinLopesBelum ada peringkat
- Curva 45 Graus Norma ANSI B16.9 PDFDokumen1 halamanCurva 45 Graus Norma ANSI B16.9 PDFadrbimBelum ada peringkat
- Dimensionamento Reserv Sob Pressao PDFDokumen55 halamanDimensionamento Reserv Sob Pressao PDFscotix100% (1)
- Conexões RanhuradasDokumen24 halamanConexões RanhuradasRafael BandimBelum ada peringkat
- Engenharia de DutosDokumen160 halamanEngenharia de Dutosflan-betoBelum ada peringkat
- Projeto de tanques de armazenamentoDokumen44 halamanProjeto de tanques de armazenamentoFrancisco Bezerra100% (1)
- Catalogo Conexões SmsDokumen14 halamanCatalogo Conexões SmsCadu TozettiBelum ada peringkat
- N-0115 GDokumen82 halamanN-0115 GElisângela G. Pagani50% (2)
- Flanges AWWA C207 Classe D e FDokumen2 halamanFlanges AWWA C207 Classe D e FMarcio Brito100% (1)
- Técnico - Dimensões de Parafusos e PrisioneirosDokumen3 halamanTécnico - Dimensões de Parafusos e PrisioneirosCarlos DemenisBelum ada peringkat
- Redução Concêntrica Norma ANSI B16.9 Solda de Topo Schedule SCH Standard STD 40 80 XS 160 XXS em Aço Carbono ASTM A234 GR PDFDokumen1 halamanRedução Concêntrica Norma ANSI B16.9 Solda de Topo Schedule SCH Standard STD 40 80 XS 160 XXS em Aço Carbono ASTM A234 GR PDFAmanda100% (1)
- Medição de vazão com placas de orifícioDokumen7 halamanMedição de vazão com placas de orifíciolindseyavBelum ada peringkat
- Catalogo TUPYDokumen48 halamanCatalogo TUPYRenato MirandaBelum ada peringkat
- Percentual Linha NeutraDokumen3 halamanPercentual Linha NeutraFelipe RoverBelum ada peringkat
- Biblioteca de SlidesDokumen4 halamanBiblioteca de SlidesmarconelucenapereiraBelum ada peringkat
- Configuração de ambientes multiusuários no AutoCADDokumen11 halamanConfiguração de ambientes multiusuários no AutoCADmarconelucenapereiraBelum ada peringkat
- Atributos Auto CadDokumen4 halamanAtributos Auto CadmarconelucenapereiraBelum ada peringkat
- CP-L-501 Mecanica Arranjos Rev 4Dokumen20 halamanCP-L-501 Mecanica Arranjos Rev 4marconelucenapereira100% (1)
- NBR15938 - Travessia de Tubulação em Linha FerreaDokumen11 halamanNBR15938 - Travessia de Tubulação em Linha Ferreamarconelucenapereira0% (1)
- Especificação técnica para tubulações fabricadas em fábricaDokumen19 halamanEspecificação técnica para tubulações fabricadas em fábricamarconelucenapereiraBelum ada peringkat
- Padronização de inspeçãoDokumen12 halamanPadronização de inspeçãomarconelucenapereiraBelum ada peringkat
- Padronização de inspeçãoDokumen12 halamanPadronização de inspeçãomarconelucenapereiraBelum ada peringkat
- Tabela de Suportação para TubosDokumen34 halamanTabela de Suportação para TubosmarconelucenapereiraBelum ada peringkat
- N-0115 20Dokumen75 halamanN-0115 20marconelucenapereiraBelum ada peringkat
- Curso AutoCADDokumen3 halamanCurso AutoCADGlaudesBelum ada peringkat