Anda mungkin juga menyukai
- Refrigeration and Air Conditioning - MCQDokumen12 halamanRefrigeration and Air Conditioning - MCQsudheer92100% (4)
- Registry TricksDokumen6 halamanRegistry Trickssudheer92Belum ada peringkat
- Nuclear Power Plants - MCQDokumen11 halamanNuclear Power Plants - MCQsudheer92Belum ada peringkat
- Strength of Materials - MCQDokumen11 halamanStrength of Materials - MCQsudheer92100% (2)
- Hydraulic Machines - MCQDokumen8 halamanHydraulic Machines - MCQsudheer92Belum ada peringkat
- Computer Graphics Imp... Must Refer Questions.. To PASSDokumen2 halamanComputer Graphics Imp... Must Refer Questions.. To PASSsudheer92Belum ada peringkat
- Mechanical Engineering Subject Duration - Maximum Marks Section I-Objective PapersDokumen4 halamanMechanical Engineering Subject Duration - Maximum Marks Section I-Objective Paperssudheer92Belum ada peringkat
- Hack Login PassswordDokumen2 halamanHack Login Passswordsudheer92Belum ada peringkat
- Reasearch MethodologyDokumen10 halamanReasearch Methodologysudheer9250% (2)
- Wi Fi Hot SpotDokumen1 halamanWi Fi Hot Spotsudheer92Belum ada peringkat
- Syllabus DFM 2014Dokumen29 halamanSyllabus DFM 2014sudheer920% (1)
- Geo Thermal EnergyDokumen23 halamanGeo Thermal Energysudheer92Belum ada peringkat
- Self ConfidenceDokumen12 halamanSelf ConfidencecamiloBelum ada peringkat
- SRB ProcessingDokumen26 halamanSRB Processingsudheer92Belum ada peringkat
- 2000 Wholers Report SumDokumen11 halaman2000 Wholers Report Sumsudheer92100% (1)
- Geo Thermal EnergyDokumen21 halamanGeo Thermal Energysudheer92Belum ada peringkat
- Design Study of Progressive Tool DesignDokumen34 halamanDesign Study of Progressive Tool Designsudheer9289% (9)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1091)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Solutions Manual To Mathematical Analysis by Tom Apostol - Second Edition-Chapter OneDokumen67 halamanSolutions Manual To Mathematical Analysis by Tom Apostol - Second Edition-Chapter Oneayesha dollBelum ada peringkat
- Process Control Plan Excel TemplateDokumen13 halamanProcess Control Plan Excel TemplateTalal NajeebBelum ada peringkat
- Sag 38 2 12 0709 2Dokumen7 halamanSag 38 2 12 0709 2Yoselin GomezBelum ada peringkat
- Air Conditioner Maintenance GuidanceDokumen11 halamanAir Conditioner Maintenance GuidanceChung Nguyễn VănBelum ada peringkat
- On Predicting Roller Milling Performance Part II. The Breakage FunctionDokumen13 halamanOn Predicting Roller Milling Performance Part II. The Breakage FunctionKenneth AdamsBelum ada peringkat
- Assignment 1 - Introduction To Process CostingDokumen7 halamanAssignment 1 - Introduction To Process Costingprettygurl_jenn12Belum ada peringkat
- Inertia FormulasDokumen4 halamanInertia FormulasLoysa Agtarap MataBelum ada peringkat
- thống số cụm phanh sau 777E KYDDokumen2 halamanthống số cụm phanh sau 777E KYDlongcpqn95Belum ada peringkat
- Invers Transf LaplaceDokumen13 halamanInvers Transf LaplaceMeriska AhmadBelum ada peringkat
- Amritsar Jamnagar Pavement Crust ThicknessDokumen5 halamanAmritsar Jamnagar Pavement Crust ThicknessPurshottam SharmaBelum ada peringkat
- Detergents (Anionic Surfactants, MBAS)Dokumen1 halamanDetergents (Anionic Surfactants, MBAS)Anggun SaputriBelum ada peringkat
- Pedestrian Volume Studies: A Case Study in The City of GothenburgDokumen80 halamanPedestrian Volume Studies: A Case Study in The City of GothenburgPaula A. FigueroaBelum ada peringkat
- Stereological Study of Kidney in Streptozotocin-Induced Diabetic Mice Treated With Ethanolic Extract of Stevia Rebaudiana (Bitter Fraction)Dokumen10 halamanStereological Study of Kidney in Streptozotocin-Induced Diabetic Mice Treated With Ethanolic Extract of Stevia Rebaudiana (Bitter Fraction)Fenny Noor AidaBelum ada peringkat
- Project, Program and Portfolio SelectionDokumen40 halamanProject, Program and Portfolio Selectionsaif ur rehman shahid hussain (aviator)Belum ada peringkat
- Clinical Practice Guideline On Diagnosis and Treatment of Hyponatremia PDFDokumen12 halamanClinical Practice Guideline On Diagnosis and Treatment of Hyponatremia PDFLuis Mochas HClBelum ada peringkat
- Fuels and Combustion (Unit-Viii) 1. (A) Explain How Fuels Are Classified With Suitable ExamplesDokumen15 halamanFuels and Combustion (Unit-Viii) 1. (A) Explain How Fuels Are Classified With Suitable ExamplesengineeringchemistryBelum ada peringkat
- 2003 831 01 - Fiber Optic AttenuatorDokumen51 halaman2003 831 01 - Fiber Optic AttenuatorchopanalvarezBelum ada peringkat
- Differentiation Questions and AnswerDokumen10 halamanDifferentiation Questions and AnswerNazurah Kamaruzzaman KamariBelum ada peringkat
- Engine Overhaul : Group 11BDokumen80 halamanEngine Overhaul : Group 11BДмитрий100% (1)
- Training On Optical Fiber NetworkDokumen96 halamanTraining On Optical Fiber Networkpriyasingh1682100% (1)
- Norma Astm d5731 PLTDokumen6 halamanNorma Astm d5731 PLTrodriahumBelum ada peringkat
- Compacted Graphite Iron - Mechanical and Physical Properties For Engine DesignDokumen22 halamanCompacted Graphite Iron - Mechanical and Physical Properties For Engine DesignThanhluan NguyenBelum ada peringkat
- Statistics & Probability: Q4 - Learning Activity Sheet #1 Testing HypothesisDokumen2 halamanStatistics & Probability: Q4 - Learning Activity Sheet #1 Testing HypothesisEeNihc DPBelum ada peringkat
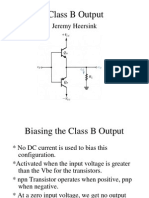
- Class B Output: Jeremy HeersinkDokumen10 halamanClass B Output: Jeremy Heersinkdummy1957jBelum ada peringkat
- Siggberg WartsilaDokumen27 halamanSiggberg WartsilaSenthil KumarBelum ada peringkat
- Foundations of Nonlinear Algebra (John Perry)Dokumen425 halamanFoundations of Nonlinear Algebra (John Perry)Tao-Wei HuangBelum ada peringkat
- Solids Induced Pack-Off Packing Off - First ActionsDokumen4 halamanSolids Induced Pack-Off Packing Off - First ActionsBhagwal TravelsBelum ada peringkat
- IR SensorDokumen9 halamanIR Sensorujjwal sahaBelum ada peringkat
- Revised Draft Ammendment To IRS T29 MAR13Dokumen11 halamanRevised Draft Ammendment To IRS T29 MAR13Shipra MishraBelum ada peringkat
- DC and AC Machines Lab ManualDokumen68 halamanDC and AC Machines Lab ManualGhilman HabibBelum ada peringkat