Anda mungkin juga menyukai
- Financiamiento de ProyectosDokumen12 halamanFinanciamiento de ProyectosJohanPalominoBelum ada peringkat
- Costos de MttoDokumen82 halamanCostos de MttoJohanPalominoBelum ada peringkat
- CodigodelCIP ResumidoDokumen4 halamanCodigodelCIP ResumidoJohanPalominoBelum ada peringkat
- Aplicación Del Estándar PMI en Proy MttoDokumen77 halamanAplicación Del Estándar PMI en Proy MttoJohanPalominoBelum ada peringkat
- 1.mantenimiento Centro de IngresosDokumen18 halaman1.mantenimiento Centro de IngresosJohanPalominoBelum ada peringkat
- Aplicación Del Estándar PMI en Proy MttoDokumen77 halamanAplicación Del Estándar PMI en Proy MttoJohanPalominoBelum ada peringkat
- ACTIVIDAD 3 Fundamentos de Economia y MicroDokumen6 halamanACTIVIDAD 3 Fundamentos de Economia y MicroGabriela Rincón ObandoBelum ada peringkat
- Plan de Inspección y Ensayo SAJ-CAL-PPI-CCH-NNN - Rev 0Dokumen39 halamanPlan de Inspección y Ensayo SAJ-CAL-PPI-CCH-NNN - Rev 0Sergio Bahamondes100% (1)
- Unidad 4Dokumen7 halamanUnidad 4Ambard AguilarBelum ada peringkat
- Definicion de 5 EmpresasDokumen3 halamanDefinicion de 5 Empresaspatricio fernando guerra rochaBelum ada peringkat
- Naid 650 PeaDokumen3 halamanNaid 650 PeaJesus Valencia AquinoBelum ada peringkat
- Cuentas del estado financieroDokumen3 halamanCuentas del estado financierojairoviyaBelum ada peringkat
- Ficha Resumen - Informe de Acción de Oficio PosteriorDokumen2 halamanFicha Resumen - Informe de Acción de Oficio Posteriorlm8695822Belum ada peringkat
- TW - Examen Sustitutorio PCP 2023-00 - CopDokumen3 halamanTW - Examen Sustitutorio PCP 2023-00 - CopStefany Alexandra Huerta ZegarraBelum ada peringkat
- Estructuralismo Vs MonetarismoDokumen3 halamanEstructuralismo Vs MonetarismokeeeeeeeeeeeetusBelum ada peringkat
- Horniman 1007Dokumen17 halamanHorniman 1007Bettsy P. ZutaBelum ada peringkat
- Cijri Press 050Dokumen21 halamanCijri Press 050Sergio PalmaBelum ada peringkat
- El Poder Oculto de La ProductividadDokumen7 halamanEl Poder Oculto de La ProductividadLaura vanegasBelum ada peringkat
- Planeación TácticaDokumen20 halamanPlaneación TácticaADRIANA GUTIERREZBelum ada peringkat
- Tarea 2 de Contabilidad Superior Excel. FloriDokumen13 halamanTarea 2 de Contabilidad Superior Excel. FloriFloribel Núñez NúñezBelum ada peringkat
- Ficha Tecnica Arnes EvotechDokumen4 halamanFicha Tecnica Arnes EvotechYamir Collao HermosillaBelum ada peringkat
- Estadistica FinancieraDokumen6 halamanEstadistica Financieralaura tautiva gutierrezBelum ada peringkat
- Caso #11 Casa Grande Ratios y Analisis PropuestoDokumen74 halamanCaso #11 Casa Grande Ratios y Analisis PropuestoyeneBelum ada peringkat
- Ejercicios EmpréstitosDokumen16 halamanEjercicios EmpréstitosBelén Gaspar MendoBelum ada peringkat
- Taller de Equilibrio Del MercadoDokumen11 halamanTaller de Equilibrio Del MercadoMilena RodriguezBelum ada peringkat
- Presupuesto OlimpiaDokumen2 halamanPresupuesto OlimpiaSergio VieraBelum ada peringkat
- Información Adicional de Coyuntura-CriptomonedasDokumen12 halamanInformación Adicional de Coyuntura-CriptomonedasAngelBelum ada peringkat
- 60fac2e24f610 - SC Guerrahuayco Hito 1 Santa MariaDokumen29 halaman60fac2e24f610 - SC Guerrahuayco Hito 1 Santa MariaMillicentOrtizHuancaBelum ada peringkat
- FODA Cruzado FinalDokumen5 halamanFODA Cruzado FinalKelly Melissa Solorzano ZambranoBelum ada peringkat
- Ejercicio 10Dokumen3 halamanEjercicio 10juan barittoBelum ada peringkat
- Procedimientos Todos Juntos Abril 2022pdfDokumen136 halamanProcedimientos Todos Juntos Abril 2022pdfMiguel Angel Buigues PerezBelum ada peringkat
- Guia 7 Regresion LinealDokumen8 halamanGuia 7 Regresion LinealClaudioBelum ada peringkat
- Pago 333Dokumen2 halamanPago 333TANIA ALBINO ALCANTARABelum ada peringkat
- Contrato de Deposito CivilDokumen5 halamanContrato de Deposito CivilEricka Xiomara RiveraBelum ada peringkat
- La Riqueza de Unos Pocos Nos Beneficia A TodosDokumen3 halamanLa Riqueza de Unos Pocos Nos Beneficia A TodosKAREN SOFIA SEGURA FLOREZBelum ada peringkat
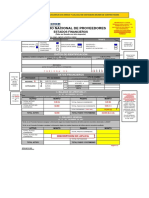
- Modelo de Llenado de Formulario EE - FF - Inscrip PJDokumen2 halamanModelo de Llenado de Formulario EE - FF - Inscrip PJYsabel Fuentes ValdezBelum ada peringkat