Anda mungkin juga menyukai
- 17-020-Ms-002 Welding For Fuel Gas r2Dokumen53 halaman17-020-Ms-002 Welding For Fuel Gas r2Alaa M. GhazalahBelum ada peringkat
- MOEMS 2020 Questions Paper Division EDokumen20 halamanMOEMS 2020 Questions Paper Division EHarleenaDivs50% (4)
- GRADE 8 3rd Quarter DLP in EnglishDokumen484 halamanGRADE 8 3rd Quarter DLP in EnglishJulius Salas100% (4)
- TRG TRC001 en PsychrometryDokumen89 halamanTRG TRC001 en PsychrometryhonismeBelum ada peringkat
- Life Evolution Universe Lecture Notes - AUCDokumen45 halamanLife Evolution Universe Lecture Notes - AUCAlejandro VerdeBelum ada peringkat
- Pipe GuideDokumen231 halamanPipe GuidegeorgD2010100% (1)
- Understanding Terrorism and Political Violence PDFDokumen304 halamanUnderstanding Terrorism and Political Violence PDFmihaela buzatuBelum ada peringkat
- Bài Tập Bổ Trợ Nâng Cao Tiếng Anh 7-8-9 Chương Trình Mới (1) -Trang-292-433Dokumen142 halamanBài Tập Bổ Trợ Nâng Cao Tiếng Anh 7-8-9 Chương Trình Mới (1) -Trang-292-433Nguyễn Lâm ThươngBelum ada peringkat
- Eds L 1Dokumen267 halamanEds L 1Sam Jose100% (1)
- Parts Catalog MAXSYM400iDokumen70 halamanParts Catalog MAXSYM400iAntonio CoelhoBelum ada peringkat
- Steam Trap Data Sheet For: Warm Up Load Running LoadDokumen1 halamanSteam Trap Data Sheet For: Warm Up Load Running LoadShahzaibUsmanBelum ada peringkat
- Shallow FoundationsDokumen44 halamanShallow FoundationsAjay SinghBelum ada peringkat
- ENG STD 1602 Cold InsulDokumen32 halamanENG STD 1602 Cold Insuldarrybr52Belum ada peringkat
- Piping Spec Hdpe and PPDokumen13 halamanPiping Spec Hdpe and PPFarghud EismethBelum ada peringkat
- LPG Blending Facilities - List of Documents For TenderDokumen235 halamanLPG Blending Facilities - List of Documents For TenderManish MehtaBelum ada peringkat
- Weld Tech FolderDokumen42 halamanWeld Tech FolderIlija RunjajicBelum ada peringkat
- No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDokumen38 halamanNo.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure VesselsDarshan PanchalBelum ada peringkat
- Closure Data PEDokumen2 halamanClosure Data PEjowarBelum ada peringkat
- Procedure For Positive Material Identification at Vendor'S WorksDokumen7 halamanProcedure For Positive Material Identification at Vendor'S WorksAjay BaggaBelum ada peringkat
- 2394-000-STC-1391-00 - 0-Welded SeriesDokumen35 halaman2394-000-STC-1391-00 - 0-Welded SeriesvermaccioBelum ada peringkat
- TCL 1Dokumen29 halamanTCL 1Nikita Mudras0% (2)
- SVT - Casting Valve-Compressed PDFDokumen32 halamanSVT - Casting Valve-Compressed PDFHoang Mai HoaBelum ada peringkat
- Streets As Places - Un Habitat ReportDokumen168 halamanStreets As Places - Un Habitat Reportrf88100% (7)
- World Is Flat Thomas FriedmanDokumen10 halamanWorld Is Flat Thomas FriedmanGilean DalidaBelum ada peringkat
- 06215E04Dokumen140 halaman06215E04Glad BlazBelum ada peringkat
- Gen PNG STD 001 - 02Dokumen40 halamanGen PNG STD 001 - 02Jose C. MelendezBelum ada peringkat
- PSEC Standard Rev 02 (DRAFT) 16-09-2020Dokumen156 halamanPSEC Standard Rev 02 (DRAFT) 16-09-2020Irf NavaneethBelum ada peringkat
- Color Coding For MaterialsDokumen1 halamanColor Coding For Materialsvishal agrawalBelum ada peringkat
- Boq For AS BoilerDokumen1 halamanBoq For AS BoilerGayan ChathurangaBelum ada peringkat
- Civil and Structural Underground System, Site Finishing & Miscellaneous Construction StandardsDokumen63 halamanCivil and Structural Underground System, Site Finishing & Miscellaneous Construction StandardsKoshi DragonBelum ada peringkat
- Diesel Catalytic CrackingDokumen28 halamanDiesel Catalytic CrackingAdyBelum ada peringkat
- Dezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFDokumen24 halamanDezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFANILBelum ada peringkat
- Distorsion Prevent by Pre Setting Pre Bending Use of RestraintDokumen4 halamanDistorsion Prevent by Pre Setting Pre Bending Use of RestraintMathew RodriguezBelum ada peringkat
- Pages From ONGC-SPEC-02-MS-03Dokumen12 halamanPages From ONGC-SPEC-02-MS-03Prathamesh OmtechBelum ada peringkat
- 7-12-0009 Rev 7Dokumen2 halaman7-12-0009 Rev 7sahilBelum ada peringkat
- 04.PP4-A4-SE-SD-0001 - Rev.0 - Standard Drawing For Static EquipmentDokumen83 halaman04.PP4-A4-SE-SD-0001 - Rev.0 - Standard Drawing For Static EquipmentĐức NguyễnBelum ada peringkat
- Material Take Off Bulk MTODokumen6 halamanMaterial Take Off Bulk MTOJordan MosesBelum ada peringkat
- GRP StandardDokumen94 halamanGRP StandardHesam AbharBelum ada peringkat
- View List Scale Value 1: Sheet Name Sheet Number View List Scale Value 1: Sheet Name Sheet NumberDokumen1 halamanView List Scale Value 1: Sheet Name Sheet Number View List Scale Value 1: Sheet Name Sheet Numberaadrian_xyzBelum ada peringkat
- Pohokura DeckDokumen54 halamanPohokura DeckLynn BishopBelum ada peringkat
- Standard Drawings 1Dokumen12 halamanStandard Drawings 1api-3698996Belum ada peringkat
- HDPE Flange AdaptorDokumen1 halamanHDPE Flange Adaptorcld72Belum ada peringkat
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Dokumen14 halamanExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggBelum ada peringkat
- 4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFDokumen1 halaman4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFshawonscribdBelum ada peringkat
- T-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight GlassDokumen3 halamanT-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight Glassvinoj chandranBelum ada peringkat
- Index - Amendment To TBPDokumen4 halamanIndex - Amendment To TBPVineet 01Belum ada peringkat
- UBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantDokumen12 halamanUBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantAdvent ManurungBelum ada peringkat
- CHIMNIDokumen257 halamanCHIMNIapsBelum ada peringkat
- WKS G 8Dokumen23 halamanWKS G 8debu1985Belum ada peringkat
- Eil Spec For Architechture-6-75-0051 - Rev 0Dokumen14 halamanEil Spec For Architechture-6-75-0051 - Rev 0innovativekarthiBelum ada peringkat
- Technical Insulation HandbookDokumen48 halamanTechnical Insulation HandbookEduardBelum ada peringkat
- Professional Resume FormatDokumen3 halamanProfessional Resume FormatsankalpadixitBelum ada peringkat
- F5063a-K-003-00 NDT Procedure PDFDokumen11 halamanF5063a-K-003-00 NDT Procedure PDFJatmika Budi SantosaBelum ada peringkat
- Maamoura and Baraka Development ProjectDokumen12 halamanMaamoura and Baraka Development ProjectAHMED AMIRABelum ada peringkat
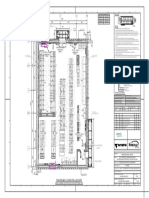
- Key Plan: PLAN VIEW at EL.+110.500 (TOS) - 2nd FLOOR Main Connection-Protective Earthing (Pe)Dokumen1 halamanKey Plan: PLAN VIEW at EL.+110.500 (TOS) - 2nd FLOOR Main Connection-Protective Earthing (Pe)BumiLangitBelum ada peringkat
- VV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFDokumen253 halamanVV216A-109-A-801 - 1 Installation & Oper Main. Procedure PDFLê Phước PhúBelum ada peringkat
- 007-Stand Post Type Fire HydrantDokumen6 halaman007-Stand Post Type Fire HydrantshabahatBelum ada peringkat
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDokumen21 halamanSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedBelum ada peringkat
- PDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety VesselDokumen9 halamanPDE-EQS-3100-EC-00006 - 00 Technical Specification of Safety Vesselhgag selimBelum ada peringkat
- AVEVA Bocad Offshore PDFDokumen2 halamanAVEVA Bocad Offshore PDFsennimalaiBelum ada peringkat
- Murphy Offshore Inspection and Maintenance ReportDokumen20 halamanMurphy Offshore Inspection and Maintenance ReportJaowad DabielBelum ada peringkat
- GSWC STANDARD DRAWINGS 2016 (Final Version) - Part 2Dokumen104 halamanGSWC STANDARD DRAWINGS 2016 (Final Version) - Part 2Hussein MohamedBelum ada peringkat
- Qa/Qc Lab Origination Chart: SK .ImamulDokumen1 halamanQa/Qc Lab Origination Chart: SK .ImamulkanagarajodishaBelum ada peringkat
- Asmuss Pipes and FittingsDokumen106 halamanAsmuss Pipes and FittingsJohn HarkenBelum ada peringkat
- Material Requisition xxxx-MR01/: SRU Thermal Reactor PACKAGE (4137.05-PK-311/321)Dokumen28 halamanMaterial Requisition xxxx-MR01/: SRU Thermal Reactor PACKAGE (4137.05-PK-311/321)saptarshi jashBelum ada peringkat
- 015 VA1 BSWS 00100 GE M3 PID 0040 Legend and SymbolsDokumen2 halaman015 VA1 BSWS 00100 GE M3 PID 0040 Legend and SymbolsScribd_delBelum ada peringkat
- Requisition For HRSG Packages: (10301-H-PKG & 10401-H-PKG)Dokumen206 halamanRequisition For HRSG Packages: (10301-H-PKG & 10401-H-PKG)ThiruppathirajanBelum ada peringkat
- Specification For Fabrication and Erection ofDokumen26 halamanSpecification For Fabrication and Erection ofEdgargarBelum ada peringkat
- Technical Specifications For Peb For Pune Ware House 17.10.11Dokumen21 halamanTechnical Specifications For Peb For Pune Ware House 17.10.11chepurthiBelum ada peringkat
- C08-016-000J-TS050 - 0 Microwave Level InstrumentsDokumen8 halamanC08-016-000J-TS050 - 0 Microwave Level InstrumentsCristian RománBelum ada peringkat
- Winter Student Enrichment PacketDokumen9 halamanWinter Student Enrichment PacketshelleyallynBelum ada peringkat
- Problems Involving Sequences: Grade 10Dokumen9 halamanProblems Involving Sequences: Grade 10Jhiemalyn RonquilloBelum ada peringkat
- Toyota Motor Manufacturing (TMM)Dokumen20 halamanToyota Motor Manufacturing (TMM)Lekha ShahBelum ada peringkat
- Development of Mmlps in India: Western DFC Eastern DFCDokumen2 halamanDevelopment of Mmlps in India: Western DFC Eastern DFCsdfg100% (2)
- Section 02870 Site FurnishingsDokumen19 halamanSection 02870 Site FurnishingsMØhãmmed ØwięsBelum ada peringkat
- Wartsila O Env Multi Stage Flash EvaporatorsDokumen2 halamanWartsila O Env Multi Stage Flash EvaporatorsRichard Periyanayagam0% (1)
- Merged DocumentDokumen28 halamanMerged DocumentJamirah Maha ShahinurBelum ada peringkat
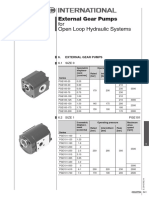
- External Gear Pumps For Open Loop Hydraulic SystemsDokumen2 halamanExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievBelum ada peringkat
- PE1 Introduction To MovementsDokumen4 halamanPE1 Introduction To MovementsDaniela AnsayBelum ada peringkat
- Word Formation ListDokumen8 halamanWord Formation ListpaticiaBelum ada peringkat
- Artuz Albert PDFDokumen4 halamanArtuz Albert PDFJasmin Kate DatuinBelum ada peringkat
- Linux Overview (Commands)Dokumen9 halamanLinux Overview (Commands)fopataBelum ada peringkat
- Lean ConstructionDokumen37 halamanLean ConstructionMohamed Talaat ElsheikhBelum ada peringkat
- WEEK 11 - LAB 2 LEVEL 0 - BS Lab Electrical Supply - Domestic House Wiring & Accessories Including Lighting - DONEDokumen6 halamanWEEK 11 - LAB 2 LEVEL 0 - BS Lab Electrical Supply - Domestic House Wiring & Accessories Including Lighting - DONEMuhd Alif MikhailBelum ada peringkat
- Arquitectura Objectiva cl2002Dokumen9 halamanArquitectura Objectiva cl2002api-717600385Belum ada peringkat
- ABAP On HANA TopicsDokumen23 halamanABAP On HANA Topicsrupesh kumarBelum ada peringkat
- 17333Dokumen2 halaman17333Nithya RaviBelum ada peringkat
- Ubd Template DiltzDokumen6 halamanUbd Template Diltzapi-281020585Belum ada peringkat
- Advanced Communication SystemDokumen13 halamanAdvanced Communication SystemZohaib AhmadBelum ada peringkat