Anda mungkin juga menyukai
- Natural Gas Processing from Midstream to DownstreamDari EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirBelum ada peringkat
- CO2 Production PlantDokumen4 halamanCO2 Production PlantRodrigo Lagos EscobarBelum ada peringkat
- Cansolve TechnologiesDokumen10 halamanCansolve TechnologiesBongibethu Msekeli HlabanoBelum ada peringkat
- Flue Gas CleaningDokumen6 halamanFlue Gas CleaningmasilamaniBelum ada peringkat
- CO2 Vapor Pressure: Liquid Carbon Dioxide Design GuideDokumen5 halamanCO2 Vapor Pressure: Liquid Carbon Dioxide Design GuidePedro MatosBelum ada peringkat
- 2 2 2 Hydrogen FuelingDokumen16 halaman2 2 2 Hydrogen Fuelingsbr4Belum ada peringkat
- Chapter 4 Solid BedDokumen25 halamanChapter 4 Solid BedTaha Azab MouridBelum ada peringkat
- 5.4 Design Basis For Co2 Recovery PlantDokumen41 halaman5.4 Design Basis For Co2 Recovery PlantHoang-Vu Bui100% (1)
- CO2 Liquefaction PlantDokumen32 halamanCO2 Liquefaction Plantmuzammal100% (1)
- Producing Nitrogen Via Pressure Swing Adsorption ArticleDokumen5 halamanProducing Nitrogen Via Pressure Swing Adsorption Articledhlinva100% (1)
- Operating Philosophy and Control Description For Saudi Aramco Bulk Plants Y00002 and Y00003Dokumen25 halamanOperating Philosophy and Control Description For Saudi Aramco Bulk Plants Y00002 and Y00003Nawaf ALaskariBelum ada peringkat
- GAS - by BASF - 1 PDFDokumen12 halamanGAS - by BASF - 1 PDFD K SBelum ada peringkat
- Ammonia Cracking With Heat Transfer Improvement TechnologyDokumen199 halamanAmmonia Cracking With Heat Transfer Improvement Technologyumesh2329Belum ada peringkat
- Cyclonic Wellhead DesanderDokumen2 halamanCyclonic Wellhead DesanderKapwell LimitedBelum ada peringkat
- SAS Engineering Process PackagesDokumen54 halamanSAS Engineering Process PackagesDewa Yuniardi FullBelum ada peringkat
- CO2 Liquefaction PlantDokumen21 halamanCO2 Liquefaction Plantshafique0442100% (2)
- Claus Sulphur Recovery OptionsDokumen8 halamanClaus Sulphur Recovery Optionsabhisekju2003Belum ada peringkat
- Adsorption Tower DesignDokumen12 halamanAdsorption Tower DesignbabuyuvarajBelum ada peringkat
- LNG Feed Pretreatment TechnologyDokumen6 halamanLNG Feed Pretreatment TechnologyCSBelum ada peringkat
- Teg HysysDokumen11 halamanTeg Hysyschemeng2004100% (1)
- Benefits of Standby Time in Adsorption Dehydration ProcessDokumen10 halamanBenefits of Standby Time in Adsorption Dehydration ProcessantonkiryushinBelum ada peringkat
- Amines Used in CO2 CaptureDokumen49 halamanAmines Used in CO2 Capturebakhtyar21Belum ada peringkat
- Co2 Capture TechnologiesDokumen11 halamanCo2 Capture TechnologiesOanaBelum ada peringkat
- H2A Hydrogen Delivery Infrastructure Analysis Models and Conventional Pathway Options Analysis ResultsDokumen153 halamanH2A Hydrogen Delivery Infrastructure Analysis Models and Conventional Pathway Options Analysis Results林立Belum ada peringkat
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalDokumen9 halamanThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkBelum ada peringkat
- 6 Types of Hydrogen ElectrolyzersDokumen26 halaman6 Types of Hydrogen ElectrolyzersVishnuVarthan ImayavarambanBelum ada peringkat
- The Range and Level of Impurities in CO2 Streams From CCSDokumen47 halamanThe Range and Level of Impurities in CO2 Streams From CCSJonson CaoBelum ada peringkat
- TEP03 Part4 AbsorptionDokumen28 halamanTEP03 Part4 AbsorptionEK63Belum ada peringkat
- CCS in Hydrogen ProductionDokumen36 halamanCCS in Hydrogen ProductionAkshay PatelBelum ada peringkat
- 7-LNG Large Capacity Single Train AP-X Hybrid LNG ProcessDokumen9 halaman7-LNG Large Capacity Single Train AP-X Hybrid LNG ProcesshfBelum ada peringkat
- BASF Oase Gas-TreatmentDokumen12 halamanBASF Oase Gas-TreatmentSatria 'igin' Girindra NugrahaBelum ada peringkat
- Flue Gas Carbon Capture Plants.: by Linde and BASFDokumen4 halamanFlue Gas Carbon Capture Plants.: by Linde and BASFUmar Ijaz KhanBelum ada peringkat
- Hydrogen Production With PSADokumen20 halamanHydrogen Production With PSAghasem_726990287Belum ada peringkat
- Chee3004: Project 2Dokumen43 halamanChee3004: Project 2faizzi100% (3)
- Gas Treatment Processes-1Dokumen17 halamanGas Treatment Processes-1m sohailBelum ada peringkat
- Alderley PWT BrochureDokumen8 halamanAlderley PWT BrochurechirinoslaaBelum ada peringkat
- Desalination WriteUpDokumen17 halamanDesalination WriteUpguptaaniruddhBelum ada peringkat
- CO2 Recovery MHIDokumen44 halamanCO2 Recovery MHIAl HattanBelum ada peringkat
- Watergen MVR Catalog EngDokumen12 halamanWatergen MVR Catalog EngShaheer KhalidBelum ada peringkat
- Low Energy Consumption Ammonia Production 2011 Paper PDFDokumen14 halamanLow Energy Consumption Ammonia Production 2011 Paper PDFKailash NarainBelum ada peringkat
- Hybrid Cooling TowerDokumen12 halamanHybrid Cooling TowerEka SafitriBelum ada peringkat
- Filters and Separators For Oil & Gas Filters and Separators For Oil & Gas ApplicationsDokumen81 halamanFilters and Separators For Oil & Gas Filters and Separators For Oil & Gas ApplicationsPhan Anh Tuấn100% (8)
- Packaged Air Separation PlantsDokumen12 halamanPackaged Air Separation PlantsSrinivas VemulapalliBelum ada peringkat
- Optimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing PlantDokumen6 halamanOptimization of Triethyelen Glycol Dehydartaion in A Natural Gas Processing Plant1412091090Belum ada peringkat
- Gas Treatment SLDokumen68 halamanGas Treatment SLwahyuriansyahBelum ada peringkat
- STP-1000 Basic Engineering Design DataDokumen17 halamanSTP-1000 Basic Engineering Design Datanghiemta18100% (2)
- Hydrogen ProductionDokumen6 halamanHydrogen Productionsekhar_jvjBelum ada peringkat
- Economic Comparison of Three Gas Separation Technologies For CO2 Capture From Power Plant Flue GasDokumen6 halamanEconomic Comparison of Three Gas Separation Technologies For CO2 Capture From Power Plant Flue GasBao-Ngoc HoangBelum ada peringkat
- Hydrate Inhibition With MethanolDokumen11 halamanHydrate Inhibition With Methanolsachin2010Belum ada peringkat
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDokumen10 halamanCansolv CO Capture: The Value of Integration: Energy ProcediasaverrBelum ada peringkat
- Molecular Sieve Sizing Sheet: Input Particle Type Data Particle Type Selection CalculationDokumen3 halamanMolecular Sieve Sizing Sheet: Input Particle Type Data Particle Type Selection CalculationreninbabaskiBelum ada peringkat
- Refining ProcessesDokumen236 halamanRefining ProcessesAndres Oliveros GuerreroBelum ada peringkat
- Some Recent Advances in Liquefied Natural Gas (LNG) Production, Spill, Dispersion, and SafDokumen31 halamanSome Recent Advances in Liquefied Natural Gas (LNG) Production, Spill, Dispersion, and Safbala11ap4598Belum ada peringkat
- CO2 and SO2 RemovalDokumen12 halamanCO2 and SO2 RemovalAnumFarooqBelum ada peringkat
- CO2 Stack Gas Recovery SystemsDokumen4 halamanCO2 Stack Gas Recovery SystemsRodrigo Lagos EscobarBelum ada peringkat
- CO2 Production PlantsDokumen4 halamanCO2 Production PlantsJonathan Rodriguez HerasBelum ada peringkat
- CO2 Production PlantsDokumen4 halamanCO2 Production PlantsBoojie Recto100% (1)
- Asco Co By-Product Recovery SystemsDokumen2 halamanAsco Co By-Product Recovery Systemssemarasik_651536604Belum ada peringkat
- BUSE - CO2 Production - EnG SingleDokumen4 halamanBUSE - CO2 Production - EnG SingleLiviu BalabanBelum ada peringkat
- We Build Foundations: For Your Business..Dokumen32 halamanWe Build Foundations: For Your Business..Alfonso BlancoBelum ada peringkat
- Phase Identifier Trough Partial DerivativesDokumen9 halamanPhase Identifier Trough Partial DerivativesrelojucaBelum ada peringkat
- Lee1997 PDFDokumen13 halamanLee1997 PDFrelojucaBelum ada peringkat
- Real Gas ThermodynamicsDokumen112 halamanReal Gas ThermodynamicsJohn AllenBelum ada peringkat
- Julia Da Rosa How at Rodrigues Corr 16Dokumen101 halamanJulia Da Rosa How at Rodrigues Corr 16relojucaBelum ada peringkat
- Non Adiabatic Vortex TubeDokumen20 halamanNon Adiabatic Vortex TuberelojucaBelum ada peringkat
- Compressible Turbulent Boundary Layers With Heat Addition by Homogeneous CondensationDokumen6 halamanCompressible Turbulent Boundary Layers With Heat Addition by Homogeneous CondensationrelojucaBelum ada peringkat
- SIHIdry Genind 10-08 PDFDokumen7 halamanSIHIdry Genind 10-08 PDFrelojucaBelum ada peringkat
- Mastering EES Themechangers - Blogspot.inDokumen608 halamanMastering EES Themechangers - Blogspot.inGabrielle Tan100% (2)
- Supernova ZLND EDokumen26 halamanSupernova ZLND Elimau20% (1)
- Sunshine in A BottleDokumen10 halamanSunshine in A BottlerelojucaBelum ada peringkat
- Biogas Upgrading PDFDokumen31 halamanBiogas Upgrading PDFscm996Belum ada peringkat
- Gokon Hydrogen 2013Dokumen13 halamanGokon Hydrogen 2013relojucaBelum ada peringkat
- Eductor PumpsDokumen4 halamanEductor Pumpskhairil_amrieBelum ada peringkat
- Energy: Sahand Rahimi, Mousa Meratizaman, Sina Monadizadeh, Majid AmidpourDokumen16 halamanEnergy: Sahand Rahimi, Mousa Meratizaman, Sina Monadizadeh, Majid AmidpourrelojucaBelum ada peringkat
- Reporte Estados Unidos Produccion HidrogenoDokumen576 halamanReporte Estados Unidos Produccion HidrogenorelojucaBelum ada peringkat
- Exergy Turkish IndustryDokumen22 halamanExergy Turkish IndustryrelojucaBelum ada peringkat
- Hydrogen Power PlantDokumen8 halamanHydrogen Power Plantrelojuca100% (1)
- Colector SolarDokumen11 halamanColector SolarrelojucaBelum ada peringkat
- Rougnhess Efect Heat ExchangerDokumen32 halamanRougnhess Efect Heat ExchangerrelojucaBelum ada peringkat
- Support Materials For Hydrogen ProductionDokumen16 halamanSupport Materials For Hydrogen ProductionrelojucaBelum ada peringkat
- Solar ThermochemicalDokumen117 halamanSolar ThermochemicalrelojucaBelum ada peringkat
- Optimization Power Systems Pinch AnalysisDokumen10 halamanOptimization Power Systems Pinch AnalysisrelojucaBelum ada peringkat
- Sandia Produccion de HidrogenoDokumen25 halamanSandia Produccion de HidrogenorelojucaBelum ada peringkat
- 1 s2.0 S1359431113001099 Main PDFDokumen8 halaman1 s2.0 S1359431113001099 Main PDFrelojucaBelum ada peringkat
- Energy: Sahand Rahimi, Mousa Meratizaman, Sina Monadizadeh, Majid AmidpourDokumen16 halamanEnergy: Sahand Rahimi, Mousa Meratizaman, Sina Monadizadeh, Majid AmidpourrelojucaBelum ada peringkat
- Hydrogen Production and StorageDokumen38 halamanHydrogen Production and StorageShak Gohir100% (9)
- 1 s2.0 S1359431113001099 Main PDFDokumen8 halaman1 s2.0 S1359431113001099 Main PDFrelojucaBelum ada peringkat
- Skytrough: Next-Generation Solar Parabolic Trough TechnologyDokumen4 halamanSkytrough: Next-Generation Solar Parabolic Trough TechnologyrelojucaBelum ada peringkat
- A Final Link in The Global Hydrogen Supply Chain: "Spera Overcomes Many of TheDokumen1 halamanA Final Link in The Global Hydrogen Supply Chain: "Spera Overcomes Many of TheFlogamagBelum ada peringkat
- Project1 RussellkDokumen24 halamanProject1 Russellkapi-360745313Belum ada peringkat
- FIMER PVS800-57B-from1645to1732 EN RevB 0Dokumen6 halamanFIMER PVS800-57B-from1645to1732 EN RevB 0JayapavidranBelum ada peringkat
- Cyclone 2023 Selling Sheet CycloneDokumen2 halamanCyclone 2023 Selling Sheet Cyclonelifowac31Belum ada peringkat
- MCQ NcesDokumen6 halamanMCQ NcesPudi Sekhar0% (1)
- Multi V III (50Hz, 60Hz R410A) Unidadees ExterioresDokumen548 halamanMulti V III (50Hz, 60Hz R410A) Unidadees ExterioresLeonardo HembertBelum ada peringkat
- Fuel Processing TechnologyDokumen4 halamanFuel Processing TechnologySantosh AnandBelum ada peringkat
- EVC Enquiry FormDokumen4 halamanEVC Enquiry FormVipin YadavBelum ada peringkat
- 2040 Solarfactsheet-1Dokumen1 halaman2040 Solarfactsheet-1api-347389851Belum ada peringkat
- Bluesun 5.42 10.85 From ZoeDokumen1 halamanBluesun 5.42 10.85 From ZoePierre KhoueiryBelum ada peringkat
- ENERMENADokumen2 halamanENERMENAMOI MEMEBelum ada peringkat
- 30M - ConocoPhillips Optimized CascadeDokumen11 halaman30M - ConocoPhillips Optimized CascadeX-Titan Wan de Pirates100% (1)
- Power Plant FundamentalsDokumen23 halamanPower Plant FundamentalsJeffcaster ComelBelum ada peringkat
- Passive Solar BuildingsDokumen21 halamanPassive Solar Buildingsvinothpandi100% (1)
- Energy Environment and Sustainability 1st Edition Moaveni Solutions Manual 1Dokumen7 halamanEnergy Environment and Sustainability 1st Edition Moaveni Solutions Manual 1marie100% (41)
- Presented By: Ifix Green Solutions PVT LTD Address: No 136, St. Sebastian'S Street, Mannar. Contact: 070 50 5000 9Dokumen13 halamanPresented By: Ifix Green Solutions PVT LTD Address: No 136, St. Sebastian'S Street, Mannar. Contact: 070 50 5000 9Sekaram WenitonBelum ada peringkat
- Project Proposal On 10MW Solar PV Power PlantDokumen39 halamanProject Proposal On 10MW Solar PV Power PlantSubhrasankha Bhattacharjee86% (7)
- Tugas Thermodinamika Teknik Kimia II (Mohon Dikumpulkan Pada Hari Selasa, April 2014 Sebelum Pukul 12.00)Dokumen1 halamanTugas Thermodinamika Teknik Kimia II (Mohon Dikumpulkan Pada Hari Selasa, April 2014 Sebelum Pukul 12.00)Danan Jaya RisantonoBelum ada peringkat
- PV System PresentationDokumen140 halamanPV System PresentationH Janardan PrabhuBelum ada peringkat
- Wind Energy: by Kushagra JainDokumen16 halamanWind Energy: by Kushagra JainAkash TalekarBelum ada peringkat
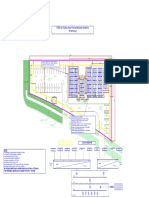
- Meadows Plot LimitsDokumen1 halamanMeadows Plot LimitsBilal JavaidBelum ada peringkat
- What Is Energy Conservation and List Few Energy Conservation TechniquesDokumen5 halamanWhat Is Energy Conservation and List Few Energy Conservation TechniquesPintuMandalBelum ada peringkat
- Mardiansyah Final ProjectDokumen5 halamanMardiansyah Final ProjectMardiBelum ada peringkat
- Ca50c584 MAYTAGE00011 1 2Dokumen2 halamanCa50c584 MAYTAGE00011 1 2Michael MartinBelum ada peringkat
- Bai Tap Anh 7 Unit 10 TiepDokumen6 halamanBai Tap Anh 7 Unit 10 TiepLưu Lê Minh HạBelum ada peringkat
- Geothermal Potency in IndonesiaDokumen27 halamanGeothermal Potency in IndonesiaBudi WirawanBelum ada peringkat
- Workshop Manual Transporter 2016 19-29Dokumen157 halamanWorkshop Manual Transporter 2016 19-29samueleBelum ada peringkat
- Sub Category Mini Sub Category: Varroc ListDokumen4 halamanSub Category Mini Sub Category: Varroc ListBalwant JoshiBelum ada peringkat
- Biomasse Augsburg-Ost E NQDokumen5 halamanBiomasse Augsburg-Ost E NQValeriu StanBelum ada peringkat
- Solar Energy For Dhal MillsDokumen2 halamanSolar Energy For Dhal MillsBenjamin StricklandBelum ada peringkat
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDari EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (51)
- Process Plant Equipment: Operation, Control, and ReliabilityDari EverandProcess Plant Equipment: Operation, Control, and ReliabilityPenilaian: 5 dari 5 bintang5/5 (1)
- Aerodynamics for Engineering StudentsDari EverandAerodynamics for Engineering StudentsPenilaian: 5 dari 5 bintang5/5 (5)
- The Laws of Thermodynamics: A Very Short IntroductionDari EverandThe Laws of Thermodynamics: A Very Short IntroductionPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDari EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedPenilaian: 5 dari 5 bintang5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDari Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuidePenilaian: 3.5 dari 5 bintang3.5/5 (7)
- Guidelines for Chemical Process Quantitative Risk AnalysisDari EverandGuidelines for Chemical Process Quantitative Risk AnalysisPenilaian: 5 dari 5 bintang5/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDari EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADari EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ABelum ada peringkat
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDari EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisPenilaian: 4 dari 5 bintang4/5 (2)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDari EverandSodium Bicarbonate: Nature's Unique First Aid RemedyPenilaian: 5 dari 5 bintang5/5 (21)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CDari EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CBelum ada peringkat
- Mechanical Vibrations and Condition MonitoringDari EverandMechanical Vibrations and Condition MonitoringPenilaian: 5 dari 5 bintang5/5 (1)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsDari EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsBelum ada peringkat
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDari EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchPenilaian: 4 dari 5 bintang4/5 (10)
- Centrifugal Pumps: Design and ApplicationDari EverandCentrifugal Pumps: Design and ApplicationPenilaian: 2 dari 5 bintang2/5 (7)
- Quantum Mechanics 1: Particles & WavesDari EverandQuantum Mechanics 1: Particles & WavesPenilaian: 4 dari 5 bintang4/5 (11)
- Nuclear Energy in the 21st Century: World Nuclear University PressDari EverandNuclear Energy in the 21st Century: World Nuclear University PressPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyDari EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyPenilaian: 5 dari 5 bintang5/5 (1)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDari EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsPenilaian: 3.5 dari 5 bintang3.5/5 (3)