Anda mungkin juga menyukai
- GE Engineering Thermoplastics Design GuideDokumen292 halamanGE Engineering Thermoplastics Design GuideLoke Fong67% (3)
- HILTI Anchor FasteningDokumen91 halamanHILTI Anchor FasteningkstayroskBelum ada peringkat
- DS Barred Tee (Rev)Dokumen2 halamanDS Barred Tee (Rev)Advis100% (2)
- Form Sandblast & Painting ReportDokumen3 halamanForm Sandblast & Painting ReportKMPE Div PPICBelum ada peringkat
- Resins For: Vehicle Refinish & Commercial Transportation CoatingsDokumen6 halamanResins For: Vehicle Refinish & Commercial Transportation CoatingsEmilio HipolaBelum ada peringkat
- Petronas Sk316 Nc3 P JSD 0003 Rev0Dokumen51 halamanPetronas Sk316 Nc3 P JSD 0003 Rev0Blain50% (2)
- Reliance - 10080-1-SS-PP-014 - REV2Dokumen58 halamanReliance - 10080-1-SS-PP-014 - REV2Blain86% (7)
- Chemistry Module Form 4 Complete SetDokumen197 halamanChemistry Module Form 4 Complete SetDawana Nasuha100% (2)
- Daily Painting Report System P 01ndDokumen49 halamanDaily Painting Report System P 01ndArung IdBelum ada peringkat
- Contractor IOT Infrastructure & Energy Services LTDDokumen38 halamanContractor IOT Infrastructure & Energy Services LTDNaveen KurupBelum ada peringkat
- Audit Checklist Blasting PaintingDokumen4 halamanAudit Checklist Blasting PaintingEyoh EffiongBelum ada peringkat
- Blasting Painting ProcedureDokumen4 halamanBlasting Painting ProcedureRyanBelum ada peringkat
- m2-216 Vendor Document Master ListDokumen1 halamanm2-216 Vendor Document Master ListhannanBelum ada peringkat
- 7m.span SlabDokumen15 halaman7m.span SlabEngineeri TadiyosBelum ada peringkat
- QC V Pai̇ntDokumen2 halamanQC V Pai̇ntFatih DemircanBelum ada peringkat
- Aban Constructions Pvt. LTD: Procedure For PaintingDokumen4 halamanAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarBelum ada peringkat
- Fiberglass Coating SpecDokumen3 halamanFiberglass Coating Specponnivalavans_994423100% (1)
- SP 18 Thoro Spot & Sweep 12-30-20Dokumen7 halamanSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiBelum ada peringkat
- Painting ReportDokumen1 halamanPainting Reportbaidu1980Belum ada peringkat
- Painting ReportDokumen2 halamanPainting ReporthikmahBelum ada peringkat
- Chlor AlkaliDokumen4 halamanChlor AlkaliYusof SundangBelum ada peringkat
- Painting of Structure Piping Equipment 22Dokumen5 halamanPainting of Structure Piping Equipment 22Saurabh Kumar VermaBelum ada peringkat
- Norsok Standard M-501: Rev. 5, June 2004Dokumen24 halamanNorsok Standard M-501: Rev. 5, June 2004Nelson Matos100% (1)
- Visco-Elastic Coating MaterialDokumen17 halamanVisco-Elastic Coating Materialosmanmop100% (1)
- Surfacepreparation StandardDokumen11 halamanSurfacepreparation StandardAri SupramonoBelum ada peringkat
- Coating Specification: 1. ScopeDokumen4 halamanCoating Specification: 1. ScopeThaiminh Vo100% (2)
- PFP ProcedureDokumen6 halamanPFP ProcedureRamesh100% (1)
- Paint ApplicationDokumen4 halamanPaint ApplicationSteven FlynnBelum ada peringkat
- Fenomastic Hygiene Emulsion SilkDokumen4 halamanFenomastic Hygiene Emulsion Silkمحمد عزتBelum ada peringkat
- AI Hempel's Galvosil 15700 EnglishDokumen7 halamanAI Hempel's Galvosil 15700 EnglishvitharvanBelum ada peringkat
- Statoil TR0042 Version 4Dokumen14 halamanStatoil TR0042 Version 4BlainBelum ada peringkat
- ABRASIVE BLASTING SM PRESENTATION 2017.ppsxDokumen18 halamanABRASIVE BLASTING SM PRESENTATION 2017.ppsxIsaac SamuelBelum ada peringkat
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDokumen3 halamanBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARBelum ada peringkat
- Project To Estimate The New Shot Blasting & Painting Facility For New ProjectDokumen24 halamanProject To Estimate The New Shot Blasting & Painting Facility For New ProjectHarshad_SBelum ada peringkat
- Marathon XHBDokumen4 halamanMarathon XHBeskim00Belum ada peringkat
- Standard Specification FOR Pipeline Internal CoatingDokumen2 halamanStandard Specification FOR Pipeline Internal CoatingRanjan KumarBelum ada peringkat
- Pds Hempadur Mastic 45881Dokumen3 halamanPds Hempadur Mastic 45881kasosei0% (1)
- Renderoc TGDokumen2 halamanRenderoc TGMansoor Ali50% (2)
- 6 Sigma PaintDokumen38 halaman6 Sigma PaintAnonymous fvO1W3Belum ada peringkat
- Pull-Off Test Report - PUB Pedestrian Bridge ProjectDokumen2 halamanPull-Off Test Report - PUB Pedestrian Bridge ProjectErin Williams100% (2)
- ASTM D4541 and ISO 4624: ?/sup InstrumentsDokumen2 halamanASTM D4541 and ISO 4624: ?/sup InstrumentsTeguh SilaBelum ada peringkat
- GS-09 (Painting) PDFDokumen22 halamanGS-09 (Painting) PDFSarbendu PaulBelum ada peringkat
- Ts Remarks: of Raw Materials Item Manufacture System / Requiremen Thicknes S (Min. MM) Resin % Glass % Testing FrequencyDokumen1 halamanTs Remarks: of Raw Materials Item Manufacture System / Requiremen Thicknes S (Min. MM) Resin % Glass % Testing FrequencySaud PathiranaBelum ada peringkat
- Pentadur 5540 (F6A)Dokumen3 halamanPentadur 5540 (F6A)SiDdu Kalashetti0% (1)
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDokumen4 halamanDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanBelum ada peringkat
- Astm C868-85 (R95)Dokumen4 halamanAstm C868-85 (R95)Ian HsuBelum ada peringkat
- CEILCOTE 505 Coroline.Dokumen2 halamanCEILCOTE 505 Coroline.stuart3962Belum ada peringkat
- Dfy - Coating Quality Key PointsDokumen1 halamanDfy - Coating Quality Key PointsMohammed SadiqBelum ada peringkat
- 2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Dokumen7 halaman2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Mohd Effiezool Yaser100% (1)
- Project Title - ID: Activity NameDokumen5 halamanProject Title - ID: Activity NameRiaz MohammedBelum ada peringkat
- Pull Off Adhesion Testing of CoatingsDokumen12 halamanPull Off Adhesion Testing of CoatingsDANIEL MOYYA100% (2)
- Attachment D (SAEP 316)Dokumen1 halamanAttachment D (SAEP 316)imtiazBelum ada peringkat
- PA02 Spec MIT Spot & Soda Blasting (IFC)Dokumen7 halamanPA02 Spec MIT Spot & Soda Blasting (IFC)Mohd YusriBelum ada peringkat
- ASTM D 714 - 87 r00Dokumen6 halamanASTM D 714 - 87 r00Abi PutraBelum ada peringkat
- How Vci WorkDokumen21 halamanHow Vci Work同道文档中心100% (1)
- 103-Paint Work Checklist (English)Dokumen1 halaman103-Paint Work Checklist (English)asimnaqvi2008Belum ada peringkat
- Từ Điển Công Nghệ Thực Phẩm Anh Việt Và Việt Anh - Cung Kim Tiến PDFDokumen296 halamanTừ Điển Công Nghệ Thực Phẩm Anh Việt Và Việt Anh - Cung Kim Tiến PDFTiên NguyenBelum ada peringkat
- Vinyl Ester-Glass Flake PaintDokumen4 halamanVinyl Ester-Glass Flake PaintSimbu ArasanBelum ada peringkat
- Coatings Inspector Info PDFDokumen3 halamanCoatings Inspector Info PDFdang21720140% (2)
- Rust-O-Cap FC: Technical DataDokumen1 halamanRust-O-Cap FC: Technical DataGunjan GaganBelum ada peringkat
- 1 Insulation SupervisorDokumen2 halaman1 Insulation Supervisorrsamim0% (1)
- Surface Preparation Repair May 2020Dokumen6 halamanSurface Preparation Repair May 2020Mel AnieBelum ada peringkat
- Nitoproof 10Dokumen2 halamanNitoproof 10Balasubramanian Ananth67% (3)
- Appendix G - Painting ProcedureDokumen4 halamanAppendix G - Painting ProcedureKandula RajuBelum ada peringkat
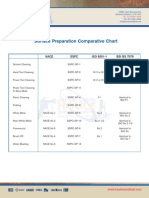
- Surface Preparation Comparative ChartDokumen1 halamanSurface Preparation Comparative Chartcmms88Belum ada peringkat
- EIDS 054 Cafco FENDOLITE MII - Controlling Consistency and Wet Density PDFDokumen3 halamanEIDS 054 Cafco FENDOLITE MII - Controlling Consistency and Wet Density PDFcuc nangBelum ada peringkat
- RADICON SOP MAN 013 Painting and Paint SystemsDokumen23 halamanRADICON SOP MAN 013 Painting and Paint SystemsGoogle facebookBelum ada peringkat
- Interline985 - Matcote DatasheetDokumen4 halamanInterline985 - Matcote DatasheetLee PachecoBelum ada peringkat
- Basic Process Requirement For PPG PVDF Approval Applicator EN Phuoc EditedDokumen10 halamanBasic Process Requirement For PPG PVDF Approval Applicator EN Phuoc EditedTheAnh TranBelum ada peringkat
- Tuffkote Protective CoatingsDokumen2 halamanTuffkote Protective CoatingsioginevraBelum ada peringkat
- PTFE Coating Repairing ProcedureDokumen1 halamanPTFE Coating Repairing ProcedureBharath YemireddyBelum ada peringkat
- Painting Procedure AlkydDokumen7 halamanPainting Procedure AlkydSyaiful Arif WicaksonoBelum ada peringkat
- Norsok Standard M-122: Rev. 1, June 2003Dokumen18 halamanNorsok Standard M-122: Rev. 1, June 2003BlainBelum ada peringkat
- Statoil TR0042 Version 5.01Dokumen31 halamanStatoil TR0042 Version 5.01BlainBelum ada peringkat
- Munsell A0Dokumen1 halamanMunsell A0mmbgar14Belum ada peringkat
- BOQ Office & CanteenDokumen4 halamanBOQ Office & CanteenSasanka SekharBelum ada peringkat
- Nanoheterostructures For Efficient Hydrogen Evolution Reaction in Alkaline Water ElectrolyzersDokumen13 halamanNanoheterostructures For Efficient Hydrogen Evolution Reaction in Alkaline Water ElectrolyzersSirigiri ThrineshBelum ada peringkat
- Green Solvents PresDokumen74 halamanGreen Solvents PresTDSBelum ada peringkat
- Sarvatobhadra VatiDokumen3 halamanSarvatobhadra VatiHarshaBelum ada peringkat
- Murex Oxy Cutting Poster 2008 PDFDokumen1 halamanMurex Oxy Cutting Poster 2008 PDFPCBelum ada peringkat
- Types of Impurities in WaterDokumen7 halamanTypes of Impurities in WaterAhmed BatunBelum ada peringkat
- Introduction To Rock PhysicsDokumen2 halamanIntroduction To Rock PhysicsFalza Izza WihdanyBelum ada peringkat
- Ce133p 2 A74 HW1 DaguipaDokumen13 halamanCe133p 2 A74 HW1 DaguipaColin Dwight M. DaguipaBelum ada peringkat
- Solved Classied Past Papers Chapter 1 Rocks and Minerals and Their ExtractionDokumen29 halamanSolved Classied Past Papers Chapter 1 Rocks and Minerals and Their ExtractionWilliam IqbalBelum ada peringkat
- Demoulding of Concrete Cubes From Plastic MDokumen4 halamanDemoulding of Concrete Cubes From Plastic MangelinemiuBelum ada peringkat
- Research Paper On PN JunctionDokumen4 halamanResearch Paper On PN Junctionogisxnbnd100% (1)
- 8378 13800 1 SMDokumen9 halaman8378 13800 1 SMSYIFA AULIA 1Belum ada peringkat
- 1 s2.0 S0378377423000586 MainDokumen11 halaman1 s2.0 S0378377423000586 MainMiftakhaeriahBelum ada peringkat
- Mil I 46058CDokumen15 halamanMil I 46058Cyamuna yamuBelum ada peringkat
- Ogunleye Ayodeji Kayode (B.tech Industrial Design) : Design and Fabrication of An Electric Vibrating ScreenDokumen46 halamanOgunleye Ayodeji Kayode (B.tech Industrial Design) : Design and Fabrication of An Electric Vibrating ScreenttchangcodonBelum ada peringkat
- Ultratop Ult Rat Op Stucco S Tuc CoDokumen4 halamanUltratop Ult Rat Op Stucco S Tuc CoAndBelum ada peringkat
- COM800 Offshore CoatingsDokumen21 halamanCOM800 Offshore CoatingsVicente RegulezBelum ada peringkat
- OxBan HB Product Data SheetDokumen1 halamanOxBan HB Product Data Sheetsmithyry2014Belum ada peringkat
- Report On Fractional DistillationDokumen5 halamanReport On Fractional DistillationJackson YamangaBelum ada peringkat
- Journal: Low-Temperature Sintering and Microwave Dielectric Properties of Li Mgsio CeramicsDokumen6 halamanJournal: Low-Temperature Sintering and Microwave Dielectric Properties of Li Mgsio CeramicsAleena RoseBelum ada peringkat
- Mixed Flowing Gas (MFG) Tests For Electrical ContactsDokumen11 halamanMixed Flowing Gas (MFG) Tests For Electrical ContactsEugene OgosiBelum ada peringkat
- Nas 1714Dokumen2 halamanNas 1714YossiBelum ada peringkat