Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- A473 PDFDokumen5 halamanA473 PDFYury100% (1)
- A478-97 (2013) Standard Specification For Chromium-Nickel Stainless Steel Weaving and Knitting WireDokumen2 halamanA478-97 (2013) Standard Specification For Chromium-Nickel Stainless Steel Weaving and Knitting Wiretjt4779Belum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- STRENGTH OF MATERIALS REFRESHER SETDokumen4 halamanSTRENGTH OF MATERIALS REFRESHER SETGracielle Nebres67% (3)
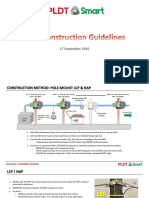
- ODN Construction GuidelinesDokumen24 halamanODN Construction GuidelinesCiv Herrera100% (3)
- Main Seawater Pump Overhaul ReportDokumen7 halamanMain Seawater Pump Overhaul ReportPrakhyati RautBelum ada peringkat
- A 479 - A 479M - 03 Qtq3os0wmw - PDFDokumen8 halamanA 479 - A 479M - 03 Qtq3os0wmw - PDFTiến Lượng NguyễnBelum ada peringkat
- A 479 - A 479M - 04 Qtq3os9bndc5tq - PDFDokumen8 halamanA 479 - A 479M - 04 Qtq3os9bndc5tq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 479 - A 479M - 00 Qtq3os0wma - PDFDokumen8 halamanA 479 - A 479M - 00 Qtq3os0wma - PDFTiến Lượng NguyễnBelum ada peringkat
- A 479 - A 479M - 01 Qtq3os0wmq - PDFDokumen8 halamanA 479 - A 479M - 01 Qtq3os0wmq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 417 - 93 R98 Qtqxny05m1i5oa - PDFDokumen3 halamanA 417 - 93 R98 Qtqxny05m1i5oa - PDFTiến Lượng NguyễnBelum ada peringkat
- A 478 - 97 Qtq3oc05nw - PDFDokumen2 halamanA 478 - 97 Qtq3oc05nw - PDFTiến Lượng NguyễnBelum ada peringkat
- A 479 - A 479M - 02 Qtq3os0wmke - PDFDokumen8 halamanA 479 - A 479M - 02 Qtq3os0wmke - PDFTiến Lượng NguyễnBelum ada peringkat
- A 479 - A 479M - 03 Qtq3os9bndc5ts1sruq - PDFDokumen10 halamanA 479 - A 479M - 03 Qtq3os9bndc5ts1sruq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 473 - 99 Qtq3my1sruq - PDFDokumen6 halamanA 473 - 99 Qtq3my1sruq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 473 - 99 Qtq3my05oq - PDFDokumen5 halamanA 473 - 99 Qtq3my05oq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 417 - 93 R04 QTQXNW - PDFDokumen3 halamanA 417 - 93 R04 QTQXNW - PDFTiến Lượng NguyễnBelum ada peringkat
- A 414 - A 414M - 04 Qtqxnc9bnde0tq - PDFDokumen3 halamanA 414 - A 414M - 04 Qtqxnc9bnde0tq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 414 - A 414M - 01 QTQXNC0WMQ - PDFDokumen3 halamanA 414 - A 414M - 01 QTQXNC0WMQ - PDFTiến Lượng NguyễnBelum ada peringkat
- A 414 - A 414M - 00 Qtqxnc0wma - PDFDokumen3 halamanA 414 - A 414M - 00 Qtqxnc0wma - PDFTiến Lượng NguyễnBelum ada peringkat
- A 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFDokumen5 halamanA 414 - A 414M - 01 Qtqxnc9bnde0ts1sruq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 424 - 00 Qtqyna - PDFDokumen2 halamanA 424 - 00 Qtqyna - PDFTiến Lượng NguyễnBelum ada peringkat
- A 313 - A 313M - 98 Qtmxmy9bmzezts1sruq - PDFDokumen7 halamanA 313 - A 313M - 98 Qtmxmy9bmzezts1sruq - PDFTiến Lượng NguyễnBelum ada peringkat
- Astm A314Dokumen3 halamanAstm A314fccphongcongnghiepBelum ada peringkat
- A 368 - 95a R00 QTM2OA - PDFDokumen3 halamanA 368 - 95a R00 QTM2OA - PDFTiến Lượng NguyễnBelum ada peringkat
- A 407 - 93 R04 QTQWNW - PDFDokumen3 halamanA 407 - 93 R04 QTQWNW - PDFTiến Lượng NguyễnBelum ada peringkat
- A 314 - 97 QTMXNC05NW - PDFDokumen3 halamanA 314 - 97 QTMXNC05NW - PDFTiến Lượng NguyễnBelum ada peringkat
- A 401 - A 401M - 03 Qtqwms9bndaxtq - PDFDokumen4 halamanA 401 - A 401M - 03 Qtqwms9bndaxtq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 401 - A 401M - 98 Qtqwms9bndaxts1sruq - PDFDokumen6 halamanA 401 - A 401M - 98 Qtqwms9bndaxts1sruq - PDFTiến Lượng NguyễnBelum ada peringkat
- A 276 - 02 Qti3ni0wmke - PDFDokumen7 halamanA 276 - 02 Qti3ni0wmke - PDFTiến Lượng NguyễnBelum ada peringkat
- A 401 - A401m - 98 Qtqwms05oa - PDFDokumen4 halamanA 401 - A401m - 98 Qtqwms05oa - PDFTiến Lượng NguyễnBelum ada peringkat
- A 276 - 03 Qti3ni1sruq - PDFDokumen9 halamanA 276 - 03 Qti3ni1sruq - PDFTiến Lượng NguyễnBelum ada peringkat
- Stainless Steel Bars and Shapes: Standard Specification ForDokumen7 halamanStainless Steel Bars and Shapes: Standard Specification ForBenjamin OsccoBelum ada peringkat
- Design of Machine Elements for Fluctuating Load Stress ConcentrationDokumen76 halamanDesign of Machine Elements for Fluctuating Load Stress ConcentrationPraveenBelum ada peringkat
- Strutfast Cable Trays - LRDokumen11 halamanStrutfast Cable Trays - LRzimtonyBelum ada peringkat
- Bolts Torque CalculatorDokumen3 halamanBolts Torque CalculatorAlexandre LaraBelum ada peringkat
- Staad Training Day 1Dokumen116 halamanStaad Training Day 1Bee AnquilianoBelum ada peringkat
- SABP-Q-010 Mix Design and Construction of Sulfur Extended Asphalt ConcreteDokumen26 halamanSABP-Q-010 Mix Design and Construction of Sulfur Extended Asphalt ConcreteMr. Moses Imagoro100% (1)
- Barriers to Quality Management in Small Building ConstructionDokumen16 halamanBarriers to Quality Management in Small Building ConstructionAcharya RabinBelum ada peringkat
- Building Energy Efficiency Technical Guideline For Passive Design PDFDokumen196 halamanBuilding Energy Efficiency Technical Guideline For Passive Design PDFFirrdhaus Sahabuddin100% (1)
- Bolts - SlidesDokumen133 halamanBolts - SlidesImran BabarBelum ada peringkat
- Review of Maximum Punching Capacity of Slabs Reinforced With ShearailDokumen23 halamanReview of Maximum Punching Capacity of Slabs Reinforced With ShearailMatthew WoodBelum ada peringkat
- A I R P O R T S Construction Program Management 56Dokumen56 halamanA I R P O R T S Construction Program Management 56Carl WilliamsBelum ada peringkat
- DN STR 03011 02Dokumen27 halamanDN STR 03011 02Muhamad Amirul Md. RazdiBelum ada peringkat
- Design and Construction Specifications 218ppDokumen218 halamanDesign and Construction Specifications 218ppGeoff LeachBelum ada peringkat
- Paroc Pro Roof Slab 20 Kpa: Product DatasheetDokumen2 halamanParoc Pro Roof Slab 20 Kpa: Product Datasheetcarlos martinezBelum ada peringkat
- PVCPressPipeSteelA 24Dokumen1 halamanPVCPressPipeSteelA 24Mustafa AlluhaibiBelum ada peringkat
- High Performance Louvers For Curtain Wall SystemsDokumen8 halamanHigh Performance Louvers For Curtain Wall Systemszeynepuzunoglu6Belum ada peringkat
- IIT Fracture and Fatigue Short CourseDokumen248 halamanIIT Fracture and Fatigue Short CourseSumit BasuBelum ada peringkat
- Fuzhou Tianyu Electric Co., LTD.: KYN31-24 Armored Metal-Enclosed SwitchgearDokumen22 halamanFuzhou Tianyu Electric Co., LTD.: KYN31-24 Armored Metal-Enclosed SwitchgearRusman LumbantoruanBelum ada peringkat
- Batangas State University Civil Engineering Department Proposed Public Market and Parking Facility Design ReportDokumen9 halamanBatangas State University Civil Engineering Department Proposed Public Market and Parking Facility Design ReportJanissaries NivercaBelum ada peringkat
- Raft Modeling in Etabs - Foundation Design - Structural Engineering Forum of Pakistan PDFDokumen1 halamanRaft Modeling in Etabs - Foundation Design - Structural Engineering Forum of Pakistan PDFKenny Manuel Vettoor100% (1)
- Livorsi TTK1150EL TTK1050EL TTK1025EL TTK975EL TTK950EL TTK850EL TTK750EL Trim Tab With Electronic Sensors Installation Manual ENDokumen16 halamanLivorsi TTK1150EL TTK1050EL TTK1025EL TTK975EL TTK950EL TTK850EL TTK750EL Trim Tab With Electronic Sensors Installation Manual ENTerrence JonesBelum ada peringkat
- WS18-Chapter 23 Roof Plan LayoutDokumen2 halamanWS18-Chapter 23 Roof Plan LayoutJCBelum ada peringkat
- User Manual Version 4.0!10!12 2022 WBMBRDokumen111 halamanUser Manual Version 4.0!10!12 2022 WBMBRarunava.singha1994Belum ada peringkat
- Addis Ababa University (Eiabc) : Research ProposalDokumen20 halamanAddis Ababa University (Eiabc) : Research ProposalLemlem MamoBelum ada peringkat
- Subsea Pipeline Engineering (Indonesia) - ElisaDokumen5 halamanSubsea Pipeline Engineering (Indonesia) - ElisaMheErdiantoBelum ada peringkat
- Copper Bonded Steel Earth RodDokumen9 halamanCopper Bonded Steel Earth Rodemmanuel_nyirendaBelum ada peringkat
- ProkonDokumen7 halamanProkonTravel DiariesBelum ada peringkat
- AM2755 - Testing, Commissioning and Handover Template Rev T0Dokumen40 halamanAM2755 - Testing, Commissioning and Handover Template Rev T0Mohammed MuzakkirBelum ada peringkat