Anda mungkin juga menyukai
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDari EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitBelum ada peringkat
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDari EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Tar ProductsDokumen14 halamanTar ProductsShaival JhaBelum ada peringkat
- Injection MoldingDokumen17 halamanInjection MoldingAnoj pahathkumburaBelum ada peringkat
- Temacoat SPA 50: Type Suitability Examples of USE Technical DataDokumen2 halamanTemacoat SPA 50: Type Suitability Examples of USE Technical Datamiagheorghe25Belum ada peringkat
- 2 Nitobond EPDokumen3 halaman2 Nitobond EPfatinaainaaBelum ada peringkat
- Sheet Extrusion Processing Guide: 1.0 Safety and Handling PrecautionsDokumen8 halamanSheet Extrusion Processing Guide: 1.0 Safety and Handling PrecautionsbobBelum ada peringkat
- ExtrusionDokumen2 halamanExtrusiontapanmousumiBelum ada peringkat
- Heat Transfer Compounds: Installation ProceduresDokumen8 halamanHeat Transfer Compounds: Installation ProceduresRahul LavandBelum ada peringkat
- Jotazinc PDFDokumen4 halamanJotazinc PDFAnonymous YtgIj2A9nWBelum ada peringkat
- Amercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsDokumen4 halamanAmercoat 56E: Polyamide Epoxy Product Data/ Application InstructionsTony KhouryBelum ada peringkat
- Radiant Barrier Coating: For Energy Conservation and Light ReflectionDokumen2 halamanRadiant Barrier Coating: For Energy Conservation and Light ReflectionEsaBelum ada peringkat
- Interline 399Dokumen4 halamanInterline 399pinky_y2kBelum ada peringkat
- TDS - Resist 86Dokumen4 halamanTDS - Resist 86EricBelum ada peringkat
- Tds tc-1 eDokumen6 halamanTds tc-1 eMohit SharmaBelum ada peringkat
- Ar 2030 Kte 9 TXDokumen4 halamanAr 2030 Kte 9 TXbizhanjBelum ada peringkat
- BituflamepDokumen2 halamanBituflamepnkhhhBelum ada peringkat
- Lock Cover Sealing Method Statement Rev 1Dokumen7 halamanLock Cover Sealing Method Statement Rev 1agusfitriyadiBelum ada peringkat
- Terokal 5089-EN PDFDokumen2 halamanTerokal 5089-EN PDFLuis Velasquez SilvaBelum ada peringkat
- Inter Therm 228Dokumen4 halamanInter Therm 228Mehman NasibovBelum ada peringkat
- Nesl Training ManualDokumen91 halamanNesl Training ManualSOUMYA DEEP CHATTERJEEBelum ada peringkat
- PDS Terostat PCFRi enDokumen2 halamanPDS Terostat PCFRi enDherbecourtBelum ada peringkat
- Nitobond Ep..Dokumen4 halamanNitobond Ep..budhikurniawanBelum ada peringkat
- Q A CoatingDokumen50 halamanQ A CoatingKawish TamourBelum ada peringkat
- الطبقة الوسطية جوتنDokumen4 halamanالطبقة الوسطية جوتنSERT-QA/QC- BUZBelum ada peringkat
- Technical Data Sheet & Processing Guide: ENMAT™ Thermoplastics Resin Y1000PDokumen6 halamanTechnical Data Sheet & Processing Guide: ENMAT™ Thermoplastics Resin Y1000PjituniBelum ada peringkat
- Application Instructions Application InstructionsDokumen5 halamanApplication Instructions Application InstructionsmameeranBelum ada peringkat
- Chemflake SpecialDokumen5 halamanChemflake SpecialBiju_PottayilBelum ada peringkat
- Typical Processing Conditions For Engineering Polymers PDFDokumen21 halamanTypical Processing Conditions For Engineering Polymers PDFkfaravBelum ada peringkat
- Elastollan Processing Recommendations PDFDokumen28 halamanElastollan Processing Recommendations PDFNicolae MariusBelum ada peringkat
- TXY Product CatalogDokumen45 halamanTXY Product CatalogMai Văn ĐịnhBelum ada peringkat
- Internationa Paint MSDSDokumen4 halamanInternationa Paint MSDStsoheil100% (1)
- Soft Natural Rubber Lining: Technical Data SheetDokumen2 halamanSoft Natural Rubber Lining: Technical Data SheetArmanda SiryogiawanBelum ada peringkat
- Technical Bulletin 2021 - Cold Temperature Sealant Caulking Recommendations - Tremco Commercial Sealants & WaterproofingDokumen2 halamanTechnical Bulletin 2021 - Cold Temperature Sealant Caulking Recommendations - Tremco Commercial Sealants & WaterproofingChase GietterBelum ada peringkat
- Triflex ™ 3-Layer Combinations: Technical Data SheetDokumen2 halamanTriflex ™ 3-Layer Combinations: Technical Data SheetSantosh JayasavalBelum ada peringkat
- Foundry Products Catalogue: Innovating Tomorrow's Solutions - . - TodayDokumen32 halamanFoundry Products Catalogue: Innovating Tomorrow's Solutions - . - Todayjose.figueroa@foseco.comBelum ada peringkat
- Sigmazinc 158Dokumen7 halamanSigmazinc 158JORGEALEXERBelum ada peringkat
- Loctite 243Dokumen4 halamanLoctite 243ablemathew173974Belum ada peringkat
- Resist GTI - English (Uk) - Issued.06.12.2007Dokumen4 halamanResist GTI - English (Uk) - Issued.06.12.2007Mohamed FaragBelum ada peringkat
- Pds Hempadur Multi-Strength GF 35870 En-GbDokumen3 halamanPds Hempadur Multi-Strength GF 35870 En-GbThines KumarBelum ada peringkat
- Amerlock® 400 Voc: Product Data SheetDokumen8 halamanAmerlock® 400 Voc: Product Data SheetCris gomezBelum ada peringkat
- Material Safety Data Sheet: Telephone: 336-475-7400Dokumen5 halamanMaterial Safety Data Sheet: Telephone: 336-475-7400Rino IrawanBelum ada peringkat
- Temacoat HB 30: Type SuitabilityDokumen2 halamanTemacoat HB 30: Type Suitabilitymiagheorghe25Belum ada peringkat
- Thermaline 450 EP PDSDokumen3 halamanThermaline 450 EP PDSNguyễn Duy BiênBelum ada peringkat
- TDS - Resist 78 - English (Uk) - Issued.02.04.2010Dokumen4 halamanTDS - Resist 78 - English (Uk) - Issued.02.04.2010PaulSwinbankBelum ada peringkat
- Extrusion Insulation Sioplas Best Practices - 2010!03!09 - 6Dokumen8 halamanExtrusion Insulation Sioplas Best Practices - 2010!03!09 - 6Valke Athletes HandcareBelum ada peringkat
- Jotafloor TopcoatDokumen4 halamanJotafloor TopcoatrogandatambunanBelum ada peringkat
- Strain GaugeDokumen4 halamanStrain GaugePURAPATAGONIABelum ada peringkat
- Copaltite Complete Usage Guide PDFDokumen4 halamanCopaltite Complete Usage Guide PDFAnonymous nw5AXJqjdBelum ada peringkat
- Interline985 - Matcote DatasheetDokumen4 halamanInterline985 - Matcote DatasheetLee PachecoBelum ada peringkat
- Wilden P200MDokumen26 halamanWilden P200MΓεωργια ΛεμενιτακηBelum ada peringkat
- Intertherm 228HS Eng A4Dokumen4 halamanIntertherm 228HS Eng A4treazer_jetaimeBelum ada peringkat
- Intertherm 50: Silicone AluminiumDokumen4 halamanIntertherm 50: Silicone Aluminiumnoto.sugiartoBelum ada peringkat
- Semi-Hard Flexible Ebonite: Technical Data SheetDokumen2 halamanSemi-Hard Flexible Ebonite: Technical Data Sheethoangvubui4632Belum ada peringkat
- Transparent ABS: Mabs: Toray Plastics (Malaysia) Sdn. BNDDokumen6 halamanTransparent ABS: Mabs: Toray Plastics (Malaysia) Sdn. BNDTungdinh NguyenBelum ada peringkat
- Hard Natural Rubber: Technical Data SheetDokumen2 halamanHard Natural Rubber: Technical Data SheetBruno MiguelBelum ada peringkat
- PDS 55910Dokumen2 halamanPDS 55910daimaheshBelum ada peringkat
- Search P "Aromatic+Polyester"&Ei UTF 8&Fl 0&Fr FP Tab WeDokumen11 halamanSearch P "Aromatic+Polyester"&Ei UTF 8&Fl 0&Fr FP Tab WeA MahmoodBelum ada peringkat
- Dupont Teflon: Teflon S Coatings 958-203 and 958-207Dokumen4 halamanDupont Teflon: Teflon S Coatings 958-203 and 958-207Abdul RafiiBelum ada peringkat
- TDS - Resist 65Dokumen5 halamanTDS - Resist 65Teknik produksi wikonBelum ada peringkat
- Casio FX-9700GH Calculator ManualDokumen188 halamanCasio FX-9700GH Calculator ManualLuna StoneBelum ada peringkat
- Stainless Steel and Corrosion - Book PDFDokumen55 halamanStainless Steel and Corrosion - Book PDFBruno Vital100% (3)
- Belt Conveyor 3Dokumen27 halamanBelt Conveyor 3jcndBelum ada peringkat
- NLGI GradesDokumen1 halamanNLGI GradesjcndBelum ada peringkat
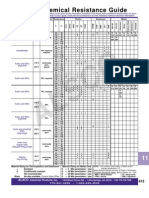
- Alsco: Chemical Resistance GuideDokumen55 halamanAlsco: Chemical Resistance GuidejcndBelum ada peringkat
- Reducing 90º Tee: Tee Red C Tee Red EDokumen2 halamanReducing 90º Tee: Tee Red C Tee Red EjcndBelum ada peringkat
- NLGI GradesDokumen1 halamanNLGI GradesjcndBelum ada peringkat
- Alsco: Chemical Resistance GuideDokumen55 halamanAlsco: Chemical Resistance GuidejcndBelum ada peringkat
- 45 ElbowDokumen2 halaman45 ElbowjcndBelum ada peringkat
- Presiones Ansi TempDokumen1 halamanPresiones Ansi TempAureliano BuendiaBelum ada peringkat
- Module 1 - Central DogmaDokumen8 halamanModule 1 - Central DogmaAnanya SinghBelum ada peringkat
- Sac 301 HighlightedDokumen448 halamanSac 301 HighlightedKavin0% (1)
- Chemfiles Vol. 9, No. 1 - MIDA-protected Boronate EstersDokumen12 halamanChemfiles Vol. 9, No. 1 - MIDA-protected Boronate EstersSigma-AldrichBelum ada peringkat
- DVS Technical Codes On Plastics Joining Technologies: Selected TranslationsDokumen7 halamanDVS Technical Codes On Plastics Joining Technologies: Selected TranslationsAndrei SimionBelum ada peringkat
- Alkyl Halide-Jeemain - Guru PDFDokumen37 halamanAlkyl Halide-Jeemain - Guru PDFUma JadounBelum ada peringkat
- Importance of Organic Food On Human HealthDokumen8 halamanImportance of Organic Food On Human HealthAmmar KhanBelum ada peringkat
- Tocmo 2020Dokumen44 halamanTocmo 2020Huy Hoàng Lê ĐứcBelum ada peringkat
- Cinnamic AcidDokumen18 halamanCinnamic AcidpraveenBelum ada peringkat
- The Progress of Desulfurization Technology For Crude OilDokumen6 halamanThe Progress of Desulfurization Technology For Crude OiljoseBelum ada peringkat
- SL Biology Syllabus NotesDokumen52 halamanSL Biology Syllabus NotesRyel MuchunkuBelum ada peringkat
- KK5701Dokumen4 halamanKK5701commgmailBelum ada peringkat
- BIOLOGY ... F3 - Ecology Summary NotesDokumen52 halamanBIOLOGY ... F3 - Ecology Summary NotesKiama Gitahi100% (2)
- (Rapra Review Reports) Tukker, Arnold-Plastics Waste - Feestock Recycling, Chemical Recycling and Incineration-iSmithers Rapra Publishing (2002-01-01) PDFDokumen136 halaman(Rapra Review Reports) Tukker, Arnold-Plastics Waste - Feestock Recycling, Chemical Recycling and Incineration-iSmithers Rapra Publishing (2002-01-01) PDFbaskoro7Belum ada peringkat
- Joy ResultsDokumen9 halamanJoy ResultsLatanya LeeBelum ada peringkat
- Chemicals Zetag MSDS Powder Magnafloc 338 - 0510Dokumen6 halamanChemicals Zetag MSDS Powder Magnafloc 338 - 0510PromagEnviro.comBelum ada peringkat
- Biochar and Its Application in Agriculture: TitleDokumen63 halamanBiochar and Its Application in Agriculture: TitleSushma SannidiBelum ada peringkat
- Chemistry Module IV Organic Chemistry I PDFDokumen323 halamanChemistry Module IV Organic Chemistry I PDFdebasij83% (6)
- Aubf Lab CSF BenedictsDokumen3 halamanAubf Lab CSF BenedictsRazmine RicardoBelum ada peringkat
- Chapter 21Dokumen11 halamanChapter 21nfnf otupyooorefnBelum ada peringkat
- Insecticides Registered Under The Insecticides Act For Use in Household-Public Health-Rodent As On 30.06.2020Dokumen6 halamanInsecticides Registered Under The Insecticides Act For Use in Household-Public Health-Rodent As On 30.06.2020Devendra KumarBelum ada peringkat
- HaloalkanesDokumen46 halamanHaloalkanesPrashant ZadeBelum ada peringkat
- Apprinova Neossance Hemisqualane LatestDokumen4 halamanApprinova Neossance Hemisqualane LatestElena ValessianBelum ada peringkat
- Lab ProposalDokumen5 halamanLab ProposalSachin V Tiwade100% (1)
- Chemical Energetics 1 QPDokumen12 halamanChemical Energetics 1 QPMohammed AnwerBelum ada peringkat
- Ncert Solutions For Class 11 Chemistry Jan11 Chapter 12 Organic Chemistry Some Basic Principles and TechniquesDokumen32 halamanNcert Solutions For Class 11 Chemistry Jan11 Chapter 12 Organic Chemistry Some Basic Principles and TechniquesSachit GuptaBelum ada peringkat
- Control of Pollution in The Iron and Steel IndustryDokumen19 halamanControl of Pollution in The Iron and Steel IndustryJoao MinhoBelum ada peringkat
- Chalcone To Pyrimidine by Urea Indian PaperDokumen7 halamanChalcone To Pyrimidine by Urea Indian PaperAnkit Kumar Singh100% (1)
- Carbohydrates - Glucose and FructoseDokumen8 halamanCarbohydrates - Glucose and FructoseBhavaniBelum ada peringkat
- Acidity (As Acetic Acid) On Undenatured and Denatured EthanolDokumen10 halamanAcidity (As Acetic Acid) On Undenatured and Denatured EthanolVinh NguyenBelum ada peringkat
- Advanced Level Craft RoastingDokumen8 halamanAdvanced Level Craft RoastingStijn Braas75% (4)