Anda mungkin juga menyukai
- Heat Treatment ManualDokumen25 halamanHeat Treatment Manualraj101086100% (1)
- PWHT ExemptionDokumen68 halamanPWHT ExemptionChablex t02100% (1)
- WPS& WQRDokumen132 halamanWPS& WQRAby Jacob Mathews100% (3)
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Dari EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Belum ada peringkat
- WPS PQR WQT WPQDokumen43 halamanWPS PQR WQT WPQAmmar Čabaravdić100% (1)
- Audit PreparationDokumen9 halamanAudit PreparationukavathekarBelum ada peringkat
- Welding PositionsDokumen116 halamanWelding PositionsASAPASAPASAPBelum ada peringkat
- IMS IS9001 IATF16949 ISO 14001 Certifcation Road MapDokumen2 halamanIMS IS9001 IATF16949 ISO 14001 Certifcation Road Mapukavathekar0% (1)
- WPS & PQR - 2021Dokumen82 halamanWPS & PQR - 2021Subramanian RBelum ada peringkat
- Note 1 Approving Welding Procedure - Process FlowDokumen26 halamanNote 1 Approving Welding Procedure - Process FlowMohamad Yusuf HelmiBelum ada peringkat
- CQI 9 Heat Treatment Rev 01Dokumen64 halamanCQI 9 Heat Treatment Rev 01ukavathekar0% (1)
- Welding Procedure SpecificationDokumen21 halamanWelding Procedure Specificationboypardede100% (7)
- ASME IX ExplanationsDokumen13 halamanASME IX ExplanationsManju Juno100% (4)
- Overlay (Required Tests)Dokumen1 halamanOverlay (Required Tests)laz_k100% (1)
- Welding Procedure Specification (WPS)Dokumen3 halamanWelding Procedure Specification (WPS)Jignasa ShahBelum ada peringkat
- Asme Section IxDokumen260 halamanAsme Section IxHassan Aziz100% (3)
- Training: 7 Waste: Insert Image HereDokumen11 halamanTraining: 7 Waste: Insert Image HereukavathekarBelum ada peringkat
- AHPT01 Business Planning Rev 02Dokumen4 halamanAHPT01 Business Planning Rev 02ukavathekarBelum ada peringkat
- Dutyies of Welding InspectorDokumen30 halamanDutyies of Welding InspectorMorg Actus100% (1)
- How To Identify MQ Client Connections and Stop ThemDokumen26 halamanHow To Identify MQ Client Connections and Stop ThemPurushotham100% (1)
- 16 Welding ConsumablesDokumen63 halaman16 Welding ConsumablesJawed AkhterBelum ada peringkat
- WpsDokumen39 halamanWpsAkhilesh Kumar100% (1)
- Welding Procedure SpecificationDokumen101 halamanWelding Procedure SpecificationOsman Gone Rana63% (8)
- Inspection In Manufacturing A Complete Guide - 2020 EditionDari EverandInspection In Manufacturing A Complete Guide - 2020 EditionBelum ada peringkat
- AIAG Subtier ChecklistDokumen6 halamanAIAG Subtier ChecklistukavathekarBelum ada peringkat
- 625 Overlay WeldingDokumen9 halaman625 Overlay Weldingdaviesgang360100% (2)
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDokumen39 halamanFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiBelum ada peringkat
- QAF12 Process Audit Rev 09Dokumen4 halamanQAF12 Process Audit Rev 09ukavathekarBelum ada peringkat
- Asme Sec Viii Ucs PWHTDokumen35 halamanAsme Sec Viii Ucs PWHTMahesh KumarBelum ada peringkat
- 102 Welding QualificationsDokumen27 halaman102 Welding Qualificationsdayalram100% (1)
- (123doc) - Toefl-Reading-Comprehension-Test-41Dokumen8 halaman(123doc) - Toefl-Reading-Comprehension-Test-41Steve XBelum ada peringkat
- Welding Terminology Dan Welding Positions PDFDokumen52 halamanWelding Terminology Dan Welding Positions PDFRama TamaBelum ada peringkat
- Note-8 WQT-Material, Position and Acceptance CriteriaDokumen19 halamanNote-8 WQT-Material, Position and Acceptance Criteriamrbart_88Belum ada peringkat
- ARC WeldingDokumen41 halamanARC WeldingAravind Raj100% (1)
- Welding Procedure SpecificationsDokumen14 halamanWelding Procedure SpecificationsBasavaraj KaraningBelum ada peringkat
- T, K & Y Shape Joint Steel StructureDokumen23 halamanT, K & Y Shape Joint Steel StructurePrabu VenkatBelum ada peringkat
- Thickness Qualification Range For PQR and WPQDokumen5 halamanThickness Qualification Range For PQR and WPQOuled BladiBelum ada peringkat
- WPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiDokumen12 halamanWPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiNazrin GLBelum ada peringkat
- Welding Qualification1Dokumen57 halamanWelding Qualification1balu100% (1)
- Introduction To GMAWDokumen63 halamanIntroduction To GMAWRumman Ul AhsanBelum ada peringkat
- Detail of Welder WeldingDokumen72 halamanDetail of Welder Weldingjaimin100Belum ada peringkat
- QSP-10 Change Control Rev 02Dokumen4 halamanQSP-10 Change Control Rev 02ukavathekarBelum ada peringkat
- How To Write A Welding Procedure SpecificationDokumen14 halamanHow To Write A Welding Procedure Specificationnizam1372100% (2)
- Shortcut To A WPSDokumen18 halamanShortcut To A WPSCepi Sindang Kamulan100% (1)
- FMC Derive Price Action GuideDokumen50 halamanFMC Derive Price Action GuideTafara MichaelBelum ada peringkat
- Checklist & Guideline ISO 22000Dokumen14 halamanChecklist & Guideline ISO 22000Documentos Tecnicos75% (4)
- Steps To Be Prepared A PWPS and PQRDokumen9 halamanSteps To Be Prepared A PWPS and PQRAdit Nugraha100% (3)
- Storage Handling Recommendations For ConDokumen7 halamanStorage Handling Recommendations For ConAmir Reza RashidfarokhiBelum ada peringkat
- Sections: I Rules For Construction of Power BoilersDokumen68 halamanSections: I Rules For Construction of Power BoilersAnonymous VohpMtUSN100% (1)
- Mark Garside Resume May 2014Dokumen3 halamanMark Garside Resume May 2014api-199955558Belum ada peringkat
- IATF Process Audit Check Sheet FormatDokumen14 halamanIATF Process Audit Check Sheet Formatukavathekar71% (7)
- Carriage RequirementsDokumen63 halamanCarriage RequirementsFred GrosfilerBelum ada peringkat
- Weld GaugesDokumen15 halamanWeld GaugessojeckBelum ada peringkat
- Pulse Mig WeldingDokumen7 halamanPulse Mig WeldingajayBelum ada peringkat
- PRES TIG Hot Wire Narrow Gap Welding enDokumen25 halamanPRES TIG Hot Wire Narrow Gap Welding enRavishankarBelum ada peringkat
- Weld DefectsDokumen16 halamanWeld DefectsKeith Rutherford100% (2)
- 2019 Product Catalog WebDokumen104 halaman2019 Product Catalog WebIan Niko100% (1)
- ThesisDokumen48 halamanThesismuhammad amir100% (1)
- Welding Qualification: by Hema SantoshDokumen45 halamanWelding Qualification: by Hema Santoshravi00098Belum ada peringkat
- PWHTDokumen17 halamanPWHTsam1971100% (8)
- Weld Repair AWS D1.1Dokumen3 halamanWeld Repair AWS D1.1Hemant PatelBelum ada peringkat
- Gas Metal Arc Welding - PulseDokumen68 halamanGas Metal Arc Welding - Pulsegreatsteel100% (1)
- Hands On Training For WPS, PQR - WQT Program May 2014, Chennai PDFDokumen9 halamanHands On Training For WPS, PQR - WQT Program May 2014, Chennai PDFganeshjsiva100% (1)
- WPS & PQR Flow Chart For Code ConstructionDokumen1 halamanWPS & PQR Flow Chart For Code Constructionsaka margarediBelum ada peringkat
- PreheatDokumen2 halamanPreheatScott TrainorBelum ada peringkat
- Weld GaugesDokumen15 halamanWeld Gaugesraobabar21100% (1)
- 10 Residual StressDokumen21 halaman10 Residual StressAlaaBelum ada peringkat
- Shielded Metal Arc WeldingDokumen39 halamanShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Gtaw WeldingDokumen37 halamanGtaw WeldingSadhasivam VeluBelum ada peringkat
- Boon Asme Ix NotesDokumen31 halamanBoon Asme Ix NotesPRAVEENBelum ada peringkat
- Procedure Qualification Record PQRDokumen6 halamanProcedure Qualification Record PQRMR ABelum ada peringkat
- Welder Qualification Standard ASMEDokumen4 halamanWelder Qualification Standard ASMEammarashraf91Belum ada peringkat
- SISGuide WPS & PQTDokumen11 halamanSISGuide WPS & PQTjohnsonBelum ada peringkat
- Wps WPQR WhyDokumen5 halamanWps WPQR WhyukavathekarBelum ada peringkat
- Rusty Do Donot Guide LinesDokumen1 halamanRusty Do Donot Guide LinesukavathekarBelum ada peringkat
- Draft 1s 2s 5S Audit SheetDokumen6 halamanDraft 1s 2s 5S Audit SheetukavathekarBelum ada peringkat
- 7 Deadly Signs of ISODokumen8 halaman7 Deadly Signs of ISOukavathekarBelum ada peringkat
- Instrument Handed Over Acceptance NoteDokumen1 halamanInstrument Handed Over Acceptance NoteukavathekarBelum ada peringkat
- Transition Requirements From ISO TS16949 To IATF16949Dokumen2 halamanTransition Requirements From ISO TS16949 To IATF16949ukavathekarBelum ada peringkat
- MRM Agenda April 2018-July 18Dokumen4 halamanMRM Agenda April 2018-July 18ukavathekarBelum ada peringkat
- X-Bar and R Charts: NCSS Statistical SoftwareDokumen26 halamanX-Bar and R Charts: NCSS Statistical SoftwareukavathekarBelum ada peringkat
- What Is The PDCA CycleDokumen1 halamanWhat Is The PDCA CycleukavathekarBelum ada peringkat
- UV LED Inspection TorchesDokumen2 halamanUV LED Inspection TorchesukavathekarBelum ada peringkat
- Shielding Gases ACM Vs CO2Dokumen34 halamanShielding Gases ACM Vs CO2ukavathekar100% (2)
- IFB Washing Machine Print OutDokumen24 halamanIFB Washing Machine Print OutukavathekarBelum ada peringkat
- ISO 14001:2015 Benefits of Early Transition: White PaperDokumen10 halamanISO 14001:2015 Benefits of Early Transition: White PaperukavathekarBelum ada peringkat
- Why CP PP UsesDokumen1 halamanWhy CP PP UsesukavathekarBelum ada peringkat
- Marketing FinalDokumen15 halamanMarketing FinalveronicaBelum ada peringkat
- Technical Specification For 33KV VCB BoardDokumen7 halamanTechnical Specification For 33KV VCB BoardDipankar ChatterjeeBelum ada peringkat
- Damodaram Sanjivayya National Law University Visakhapatnam, A.P., IndiaDokumen25 halamanDamodaram Sanjivayya National Law University Visakhapatnam, A.P., IndiaSumanth RoxtaBelum ada peringkat
- Crown WF-3000 1.2Dokumen5 halamanCrown WF-3000 1.2Qirat KhanBelum ada peringkat
- Pavement Design1Dokumen57 halamanPavement Design1Mobin AhmadBelum ada peringkat
- Financial Accounting 2 SummaryDokumen10 halamanFinancial Accounting 2 SummaryChoong Xin WeiBelum ada peringkat
- An Exploration of The Ethno-Medicinal Practices Among Traditional Healers in Southwest Cebu, PhilippinesDokumen7 halamanAn Exploration of The Ethno-Medicinal Practices Among Traditional Healers in Southwest Cebu, PhilippinesleecubongBelum ada peringkat
- PyhookDokumen23 halamanPyhooktuan tuanBelum ada peringkat
- Electives - ArchitDokumen36 halamanElectives - Architkshitiz singhBelum ada peringkat
- IKEA SHANGHAI Case StudyDokumen5 halamanIKEA SHANGHAI Case StudyXimo NetteBelum ada peringkat
- Working Capital in YamahaDokumen64 halamanWorking Capital in YamahaRenu Jindal50% (2)
- CX Programmer Operation ManualDokumen536 halamanCX Programmer Operation ManualVefik KaraegeBelum ada peringkat
- Introduction-: Microprocessor 68000Dokumen13 halamanIntroduction-: Microprocessor 68000margyaBelum ada peringkat
- De Thi Hoc Ki 1 Mon Tieng Anh Lop 5 Co File NgheDokumen10 halamanDe Thi Hoc Ki 1 Mon Tieng Anh Lop 5 Co File Nghetuyen truongBelum ada peringkat
- Organizational ConflictDokumen22 halamanOrganizational ConflictTannya AlexandraBelum ada peringkat
- Chemistry Form 4 Daily Lesson Plan - CompressDokumen3 halamanChemistry Form 4 Daily Lesson Plan - Compressadila ramlonBelum ada peringkat
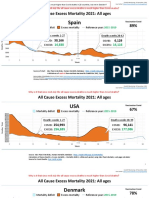
- Countries EXCESS DEATHS All Ages - 15nov2021Dokumen21 halamanCountries EXCESS DEATHS All Ages - 15nov2021robaksBelum ada peringkat
- SMC 2D CADLibrary English 1Dokumen590 halamanSMC 2D CADLibrary English 1Design IPGEBelum ada peringkat
- Wilcoxon Matched Pairs Signed Rank TestDokumen3 halamanWilcoxon Matched Pairs Signed Rank TestDawn Ilish Nicole DiezBelum ada peringkat
- Broken BondsDokumen20 halamanBroken Bondsapi-316744816Belum ada peringkat
- Emea 119948060Dokumen31 halamanEmea 119948060ASHUTOSH MISHRABelum ada peringkat
- Module 1: Overview of Applied Behaviour Analysis (ABA)Dokumen37 halamanModule 1: Overview of Applied Behaviour Analysis (ABA)PriyaBelum ada peringkat
- Acute Coronary SyndromeDokumen30 halamanAcute Coronary SyndromeEndar EszterBelum ada peringkat
- II 2022 06 Baena-Rojas CanoDokumen11 halamanII 2022 06 Baena-Rojas CanoSebastian GaonaBelum ada peringkat