Anda mungkin juga menyukai
- PV Elite Training-Notes On PV EliteDokumen25 halamanPV Elite Training-Notes On PV EliterakicbgBelum ada peringkat
- Nozzle & Sadle ProcedureDokumen25 halamanNozzle & Sadle Procedureaike_5100% (1)
- Saddle AnalysisDokumen17 halamanSaddle AnalysisPEJU0007Belum ada peringkat
- Design Procedure For Aes He PDFDokumen30 halamanDesign Procedure For Aes He PDFRyan Goh Chuang HongBelum ada peringkat
- Load Cases and How They Are Handled by PV EliteDokumen7 halamanLoad Cases and How They Are Handled by PV Elitearmvasi100% (1)
- Saddle AnalysisDokumen17 halamanSaddle AnalysisAntonio Perez Zornoza100% (1)
- Basic PV Elite TrainingDokumen54 halamanBasic PV Elite TrainingMinh Tran100% (3)
- PV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Dokumen32 halamanPV Elite 2015 Sp1 Licensee: SPLM Licensed User Filename: Untitled Nozzle Calcs.: N1 Nozl: 3 9:36am Dec 7,2018Priyo Jati WahyonoBelum ada peringkat
- PVElite Course by Mr. AsgarzadeganDokumen79 halamanPVElite Course by Mr. AsgarzadeganSaam Sasanian33% (3)
- Fatigue Analysis in PV EliteDokumen3 halamanFatigue Analysis in PV EliteCostynhaBelum ada peringkat
- Curb AngleDokumen1 halamanCurb Angle940623015859Belum ada peringkat
- How To Review PV Elite Design ReportDokumen9 halamanHow To Review PV Elite Design ReportBhaskar Shankar Chowdhury100% (2)
- Calcu Nozzle NeckDokumen15 halamanCalcu Nozzle Necksachmaya0% (1)
- Shell and Tube HE CalculationDokumen16 halamanShell and Tube HE CalculationPradip ShindeBelum ada peringkat
- Nozzle Calculations 01Dokumen32 halamanNozzle Calculations 01Rohith V VBelum ada peringkat
- Skirt Support TrialDokumen11 halamanSkirt Support TrialAbhishek Nag50% (2)
- Lug SupportDokumen2 halamanLug SupportSachin5586Belum ada peringkat
- Compress CalculationDokumen106 halamanCompress CalculationKrupal Patel100% (1)
- Crossover Area Calc For Floating HeadDokumen2 halamanCrossover Area Calc For Floating HeadRitesh VishambhariBelum ada peringkat
- Tutorial of WRC 107 For TrunnionDokumen9 halamanTutorial of WRC 107 For TrunnionAlvin SmithBelum ada peringkat
- Saddle Reaction Summary - For Empty CaseDokumen12 halamanSaddle Reaction Summary - For Empty CasesridharBelum ada peringkat
- PV Elite Tips and TricksDokumen50 halamanPV Elite Tips and TricksHoracio Rodriguez80% (5)
- Sample Design Calculation - Vessel Supported On LugsDokumen4 halamanSample Design Calculation - Vessel Supported On LugsAbhay Upadhyay0% (1)
- Cover Pages For PV Elite VenvelDokumen14 halamanCover Pages For PV Elite VenvelSakthi VelBelum ada peringkat
- Sample4 PVEliteDokumen66 halamanSample4 PVEliteSourav Hait100% (1)
- PV Elite Training Presentation (2007)Dokumen52 halamanPV Elite Training Presentation (2007)Anh Vân Trần83% (6)
- SaddlesDokumen14 halamanSaddlescoldness_13Belum ada peringkat
- Pressure Vessel Design ASME Sec. VIIIDokumen37 halamanPressure Vessel Design ASME Sec. VIIIprayogo1010Belum ada peringkat
- Mawp and MDMT Calculations PDFDokumen5 halamanMawp and MDMT Calculations PDFobuse100% (7)
- Braced Legs ClaculationsDokumen2 halamanBraced Legs Claculationssumit_waghmareBelum ada peringkat
- Nozzle Pipe Length CalculatorDokumen5 halamanNozzle Pipe Length CalculatorRyan Goh Chuang HongBelum ada peringkat
- EIL Nozzle LoadsDokumen5 halamanEIL Nozzle LoadsAniket GaikwadBelum ada peringkat
- Saddle Road Transportation Analysis 1Dokumen2 halamanSaddle Road Transportation Analysis 1vpjagannaathBelum ada peringkat
- PV Elite HeatExchanger The PitfallsDokumen9 halamanPV Elite HeatExchanger The PitfallsMasoodMiyan100% (1)
- PV Elite and CodeCalcDokumen102 halamanPV Elite and CodeCalcRaúl R Rojas Torres100% (1)
- NTIW Tube Sheet PaperDokumen10 halamanNTIW Tube Sheet PaperPankaj SinglaBelum ada peringkat
- Lifting Lug CalculationsDokumen1 halamanLifting Lug CalculationsshazanBelum ada peringkat
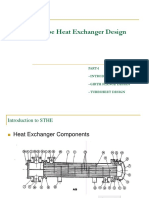
- STHE Design (Training Material)Dokumen37 halamanSTHE Design (Training Material)Herman_ms2000100% (2)
- Fatigue ScreeningDokumen13 halamanFatigue ScreeningNama Peja100% (2)
- Lethal Service - Quick Guide - Pressure Vessel EngineeringDokumen4 halamanLethal Service - Quick Guide - Pressure Vessel EngineeringVilas AndhaleBelum ada peringkat
- Nozzle Design CalculationDokumen1 halamanNozzle Design CalculationSachin55860% (1)
- Nozzle Load T1011 12Dokumen12 halamanNozzle Load T1011 12koyahassanBelum ada peringkat
- Asme Pcc-1 App O - 411-E-103 - Ch. Cover FLGDokumen12 halamanAsme Pcc-1 App O - 411-E-103 - Ch. Cover FLGVilas AndhaleBelum ada peringkat
- PVElite Design GuidelinesDokumen7 halamanPVElite Design Guidelinesndrarly100% (2)
- 302 - Nozzle Design Tool Ver E4.01Dokumen2 halaman302 - Nozzle Design Tool Ver E4.01Honey TiwariBelum ada peringkat
- Nozzle SpecDokumen4 halamanNozzle Specnitesh singhBelum ada peringkat
- Summary of ASME BPVC Section VIII Div 1 (Part 3) - Welding & NDTDokumen13 halamanSummary of ASME BPVC Section VIII Div 1 (Part 3) - Welding & NDTTin Aung KyiBelum ada peringkat
- Pressure Vessel Dimension InspectionDokumen12 halamanPressure Vessel Dimension Inspectionalokbdas100% (3)
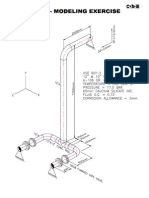
- Caesar II Modeling ExcisersDokumen40 halamanCaesar II Modeling ExcisersBùi Văn Hợp100% (2)
- Orifice Plate BrochureDokumen39 halamanOrifice Plate Brochureronzies100% (1)
- Chapter 1 - Section 3 When To Use NozzleproDokumen3 halamanChapter 1 - Section 3 When To Use Nozzleprojohnnyr_5Belum ada peringkat
- Orifi Ce Plate and Orifi Ce FlangeDokumen39 halamanOrifi Ce Plate and Orifi Ce FlangeGanesh GanyBelum ada peringkat
- Vessel DesignDokumen28 halamanVessel DesignDinda Naiya AzhariBelum ada peringkat
- Tolerances On Pressure VesselDokumen10 halamanTolerances On Pressure VesselJaydip VyasBelum ada peringkat
- SACS Checklist - Latest VersionDokumen9 halamanSACS Checklist - Latest Versionuser100% (1)
- Oil Casing Design PDFDokumen11 halamanOil Casing Design PDFAbd EnnacerBelum ada peringkat
- 05 External PressureDokumen6 halaman05 External PressureNitesh SardarBelum ada peringkat
- Minimum Dimension of Piping Components and AssembliesDokumen43 halamanMinimum Dimension of Piping Components and AssembliesRagerishcire Kanaalaq100% (1)
- Saddle Wear Plate DesignDokumen2 halamanSaddle Wear Plate DesignsterlingBelum ada peringkat
- Vessel DesigDokumen3 halamanVessel DesigMuthuBelum ada peringkat
- The Business Vision and Mission: Chapter TwoDokumen24 halamanThe Business Vision and Mission: Chapter Twofahadfiaz100% (1)
- SM Outline & Ch1Dokumen44 halamanSM Outline & Ch1fahadfiazBelum ada peringkat
- Bruce Henderson: Boston Consulting Group (BCG) MATRIX Is Developed by Consulting Group in The Early 1970'SDokumen17 halamanBruce Henderson: Boston Consulting Group (BCG) MATRIX Is Developed by Consulting Group in The Early 1970'SfahadfiazBelum ada peringkat
- QUestionnaire 001 003Dokumen3 halamanQUestionnaire 001 003fahadfiazBelum ada peringkat
- A Review of ISO 9000 ImpactDokumen5 halamanA Review of ISO 9000 ImpactfahadfiazBelum ada peringkat
- Step 1: For Each Input, Determine The Potential Failure ModesDokumen7 halamanStep 1: For Each Input, Determine The Potential Failure ModesfahadfiazBelum ada peringkat
- Pakistan Quality AwardDokumen7 halamanPakistan Quality AwardfahadfiazBelum ada peringkat
- WWW Qualityfoundation in Sqc7 Basic Qctools HTMLDokumen14 halamanWWW Qualityfoundation in Sqc7 Basic Qctools HTMLfahadfiazBelum ada peringkat
- Questionnaire On TQM Implementation PDFDokumen8 halamanQuestionnaire On TQM Implementation PDFfahadfiaz100% (2)
- Career MGTDokumen18 halamanCareer MGTfahadfiazBelum ada peringkat
- Experiment No.1: Now Manually Move The AVS-1 Bar To Control The Flow Through The Valve in To The ContainerDokumen16 halamanExperiment No.1: Now Manually Move The AVS-1 Bar To Control The Flow Through The Valve in To The ContainerfahadfiazBelum ada peringkat
- Flow Chart (Calling Dr. Howard, Dr. Fine, and Dr. Howard)Dokumen4 halamanFlow Chart (Calling Dr. Howard, Dr. Fine, and Dr. Howard)fahadfiazBelum ada peringkat
- MATLAB ArraysDokumen17 halamanMATLAB ArraysfahadfiazBelum ada peringkat
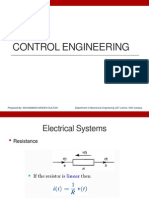
- Control Engineering: Prepared By: Muhammad Moeen SultanDokumen34 halamanControl Engineering: Prepared By: Muhammad Moeen SultanfahadfiazBelum ada peringkat
- Computer Fundamentals-Lab manual-MATLABDokumen6 halamanComputer Fundamentals-Lab manual-MATLABfahadfiazBelum ada peringkat
- Vessel Allowable LoadingsDokumen50 halamanVessel Allowable LoadingsfahadfiazBelum ada peringkat
- B Jack Nos For Cs Ss MaterialDokumen12 halamanB Jack Nos For Cs Ss MaterialfahadfiazBelum ada peringkat
- Control Engineering: Prepared By: Muhammad Moeen SultanDokumen36 halamanControl Engineering: Prepared By: Muhammad Moeen SultanfahadfiazBelum ada peringkat
- Control Engineering: Prepared By: Muhammad Moeen SultanDokumen111 halamanControl Engineering: Prepared By: Muhammad Moeen SultanfahadfiazBelum ada peringkat
- Control Engineering: Prepared By: Muhammad Moeen SultanDokumen67 halamanControl Engineering: Prepared By: Muhammad Moeen SultanfahadfiazBelum ada peringkat
- Operational Readiness and Airport TransferDokumen2 halamanOperational Readiness and Airport TransferochweriBelum ada peringkat
- VC AndrewsDokumen3 halamanVC AndrewsLesa O'Leary100% (1)
- P1 Chp12 DifferentiationDokumen56 halamanP1 Chp12 DifferentiationbobBelum ada peringkat
- ProspDokumen146 halamanProspRajdeep BharatiBelum ada peringkat
- FHHR 013 Red Tag Procedure PDFDokumen5 halamanFHHR 013 Red Tag Procedure PDFN3N5YBelum ada peringkat
- Channel & Lomolino 2000 Ranges and ExtinctionDokumen3 halamanChannel & Lomolino 2000 Ranges and ExtinctionKellyta RodriguezBelum ada peringkat
- AAR Shell ProgrammingDokumen13 halamanAAR Shell ProgrammingMarimuthu MuthaiyanBelum ada peringkat
- Lakh Only) Being The Amount Covered Under The Aforesaid Dishonoured Cheque, and So AlsoDokumen2 halamanLakh Only) Being The Amount Covered Under The Aforesaid Dishonoured Cheque, and So AlsoShivam MishraBelum ada peringkat
- Rin Case StudyDokumen4 halamanRin Case StudyReha Nayyar100% (1)
- RevlonDokumen13 halamanRevlonSarosh AtaBelum ada peringkat
- Process Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesDokumen15 halamanProcess Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesZubair RaoofBelum ada peringkat
- Jurnal 1 Ieevee LPF PDFDokumen4 halamanJurnal 1 Ieevee LPF PDFNanda SalsabilaBelum ada peringkat
- Reading Stressful Jobs 1 4Dokumen4 halamanReading Stressful Jobs 1 4Ivana C. AgudoBelum ada peringkat
- Forces L2 Measuring Forces WSDokumen4 halamanForces L2 Measuring Forces WSAarav KapoorBelum ada peringkat
- Thesis On Retail Management of The Brand 'Sleepwell'Dokumen62 halamanThesis On Retail Management of The Brand 'Sleepwell'Sajid Lodha100% (1)
- Introduction To FluidizationDokumen9 halamanIntroduction To FluidizationEriCisacBelum ada peringkat
- Ankle Injury EvaluationDokumen7 halamanAnkle Injury EvaluationManiDeep ReddyBelum ada peringkat
- 1 Prof Chauvins Instructions For Bingham CH 4Dokumen35 halaman1 Prof Chauvins Instructions For Bingham CH 4Danielle Baldwin100% (2)
- Principles To Action (Short)Dokumen6 halamanPrinciples To Action (Short)nsadie34276Belum ada peringkat
- Guidelines For Plenipotentiary - 1Dokumen6 halamanGuidelines For Plenipotentiary - 1Oladimeji Ibukun IjaodolaBelum ada peringkat
- AppcDokumen71 halamanAppcTomy lee youngBelum ada peringkat
- Abc Uae Oil and GasDokumen41 halamanAbc Uae Oil and GasajayBelum ada peringkat
- STARCHETYPE REPORT ReLOADED AUGURDokumen5 halamanSTARCHETYPE REPORT ReLOADED AUGURBrittany-faye OyewumiBelum ada peringkat
- What Is A Fired Heater in A RefineryDokumen53 halamanWhat Is A Fired Heater in A RefineryCelestine OzokechiBelum ada peringkat
- What Are Some of The Best Books On Computer ScienceDokumen9 halamanWhat Are Some of The Best Books On Computer ScienceSarthak ShahBelum ada peringkat
- Case Study To Find Tank Bulging, Radial Growth and Tank Settlement Using API 650Dokumen15 halamanCase Study To Find Tank Bulging, Radial Growth and Tank Settlement Using API 650Jafer SayedBelum ada peringkat
- Barista Skills Foundation Curriculum enDokumen4 halamanBarista Skills Foundation Curriculum enCezara CarteșBelum ada peringkat
- T688 Series Instructions ManualDokumen14 halamanT688 Series Instructions ManualKittiwat WongsuwanBelum ada peringkat
- Auto Turn-Off For Water Pump With Four Different Time SlotsDokumen3 halamanAuto Turn-Off For Water Pump With Four Different Time SlotsKethavath Sakrunaik K100% (1)
- Shaqlawa Technical College: IT DepartmentDokumen20 halamanShaqlawa Technical College: IT Departmentbilind_mustafaBelum ada peringkat