Anda mungkin juga menyukai
- Paint, Varnish, Solvent, Thinner, Coating and Lacquers Technology-BooksDokumen2 halamanPaint, Varnish, Solvent, Thinner, Coating and Lacquers Technology-BooksKomal Srivastava60% (5)
- The Powder Coaters ManualDokumen209 halamanThe Powder Coaters ManualOvation Audio Labs100% (4)
- Paints Pigments Varnishes Enamels Technology HandbookDokumen120 halamanPaints Pigments Varnishes Enamels Technology HandbookMadhav UpadhyeBelum ada peringkat
- 521 Mio Coatings-What Are TheyDokumen3 halaman521 Mio Coatings-What Are TheypardissBelum ada peringkat
- Chromium PlatingDokumen66 halamanChromium PlatingManikandan SudharsanBelum ada peringkat
- Powder Coating PresentationDokumen15 halamanPowder Coating PresentationArsalan Khalid50% (2)
- Filmwise and Dropwise ExperimentDokumen16 halamanFilmwise and Dropwise ExperimentGoodMarissa100% (5)
- Generator Relay Protection Setting Calculation REV 1.0Dokumen18 halamanGenerator Relay Protection Setting Calculation REV 1.0SreekanthMylavarapuBelum ada peringkat
- Ist 50 Smartletloose One 1x00 EngDokumen2 halamanIst 50 Smartletloose One 1x00 EngMihai MecaBelum ada peringkat
- Powder CoatingDokumen36 halamanPowder CoatingUlhas Kavathekar100% (5)
- Rubber and Sealants Market SurveyDokumen16 halamanRubber and Sealants Market SurveyAnirudh MalpaniBelum ada peringkat
- What Is Powder CoatingDokumen20 halamanWhat Is Powder Coatingrajinder272003100% (1)
- Powder Coating PDFDokumen56 halamanPowder Coating PDFMalathi ISO100% (1)
- Adhesive Bonding of WoodDokumen129 halamanAdhesive Bonding of WoodJOSEANTONIO2001Belum ada peringkat
- Ebook Powder CoatingDokumen280 halamanEbook Powder Coatingpakde jongko100% (37)
- Powder CoatingDokumen2 halamanPowder CoatingnugrahtpBelum ada peringkat
- Guide To Powder CoatingDokumen45 halamanGuide To Powder CoatingSreedhar Patnaik.M100% (3)
- Troubleshooting Refinish ProblemsDokumen64 halamanTroubleshooting Refinish ProblemsJosé CalçãoBelum ada peringkat
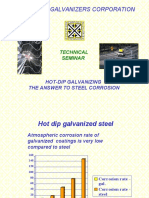
- Galvanized Coatings SeminarDokumen27 halamanGalvanized Coatings Seminaraziz50% (2)
- For Students of WoodworkDokumen9 halamanFor Students of WoodworkKhiet LaRosaBelum ada peringkat
- Wood Coatings 101 Part 1Dokumen26 halamanWood Coatings 101 Part 1No NameBelum ada peringkat
- Pamantasan NG Lungsod NG Maynila College of Engineering and Technology Department of Chemical EngineeringDokumen8 halamanPamantasan NG Lungsod NG Maynila College of Engineering and Technology Department of Chemical EngineeringMaria Cecille Sarmiento GarciaBelum ada peringkat
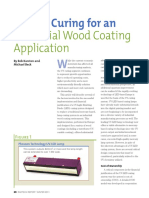
- UV-LED Curing For An Industrial Wood Coating ApplicationDokumen6 halamanUV-LED Curing For An Industrial Wood Coating ApplicationAdesh GurjarBelum ada peringkat
- Stucco Italiano - Venetian PlastersDokumen37 halamanStucco Italiano - Venetian PlastersClara PolistenaBelum ada peringkat
- Car Paint MaterialDokumen1 halamanCar Paint MaterialAbriel HaqqaniBelum ada peringkat
- Concise Guide To Powder CoatingDokumen32 halamanConcise Guide To Powder CoatingUgoRibeiroBelum ada peringkat
- Resins PDFDokumen11 halamanResins PDFZaib AdilBelum ada peringkat
- European Coatings JournalDokumen52 halamanEuropean Coatings JournalCamilo Siete100% (2)
- TDS Epoxy Zinc Phosphate Primer HB 50 GreyDokumen3 halamanTDS Epoxy Zinc Phosphate Primer HB 50 GreySAlman Khan50% (2)
- @powder Coating PDFDokumen198 halaman@powder Coating PDFArifDarmawan100% (2)
- Electro CoatingDokumen2 halamanElectro CoatingViswanathan SrkBelum ada peringkat
- Hempel's Decorative ManualDokumen91 halamanHempel's Decorative ManualHarshaVeeragandhamBelum ada peringkat
- Powder Coating Safety PDFDokumen12 halamanPowder Coating Safety PDFYashwant RajeshirkeBelum ada peringkat
- Formulating PDFDokumen123 halamanFormulating PDFPranshu JainBelum ada peringkat
- Metal Ink and Can CoatingDokumen5 halamanMetal Ink and Can Coatingkimkimtan0% (1)
- Painting MannualDokumen81 halamanPainting MannualArunkumar Rackan100% (1)
- Advantages of Powder Coating vs. Wet PaintDokumen6 halamanAdvantages of Powder Coating vs. Wet PaintAlekxBelum ada peringkat
- Zinc Nickel Electroplating Guide ZyliteDokumen9 halamanZinc Nickel Electroplating Guide ZyliteBryan DixBelum ada peringkat
- Basf PolyureaDokumen10 halamanBasf PolyureaMohiuddin Muhin0% (1)
- Molykote Lubrication BrochureDokumen12 halamanMolykote Lubrication BrochureLiam MoylanBelum ada peringkat
- Adhesive SelectionDokumen17 halamanAdhesive SelectionPubg fansBelum ada peringkat
- Paint ReportDokumen31 halamanPaint ReportMark Vincent Esmeralda MamigoBelum ada peringkat
- Electrostatic Powder PaintingDokumen9 halamanElectrostatic Powder PaintingfirdausBelum ada peringkat
- Additives Reference Guide 2013Dokumen80 halamanAdditives Reference Guide 2013Victor MelloBelum ada peringkat
- KOS 1 Koster Waxes For The Ink IndustryDokumen13 halamanKOS 1 Koster Waxes For The Ink IndustrypatpatBelum ada peringkat
- A6 PDFDokumen40 halamanA6 PDFabilio_j_vieiraBelum ada peringkat
- DBE For Paint Stripping ApplicationsDokumen5 halamanDBE For Paint Stripping ApplicationsGhufran SaeedBelum ada peringkat
- Paints, Varnishes and Metallic CoatingDokumen41 halamanPaints, Varnishes and Metallic CoatingBishwajit Kar100% (2)
- Pretreatment For Powder CoatingDokumen15 halamanPretreatment For Powder Coatingsateeshsingh100% (1)
- Demidekk Translucent Woodstain Colour Card PDFDokumen4 halamanDemidekk Translucent Woodstain Colour Card PDFkormatekBelum ada peringkat
- Selected SPI Neck Finish Specifications For Standard ClosuresDokumen2 halamanSelected SPI Neck Finish Specifications For Standard ClosuresPratik PatelBelum ada peringkat
- PAINTDokumen85 halamanPAINTjohnBelum ada peringkat
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDokumen27 halamanPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavBelum ada peringkat
- Metal CoatingDokumen9 halamanMetal CoatingIrfan IslamyBelum ada peringkat
- ABET Laminati Tech Data HPL Horizontal Post Forming 0.9mm R-110Dokumen4 halamanABET Laminati Tech Data HPL Horizontal Post Forming 0.9mm R-110Ronaldino MacatangayBelum ada peringkat
- Product Design With PlasticsDokumen256 halamanProduct Design With PlasticsBhuban Limbu100% (3)
- Diy Uk 2013 14Dokumen60 halamanDiy Uk 2013 14Cotul Daniel MihaiBelum ada peringkat
- Polishing 170305124848Dokumen17 halamanPolishing 170305124848ASHRAF TAMBOLIBelum ada peringkat
- Product Design With PlasticsDokumen256 halamanProduct Design With Plasticsvicksgeorge0% (1)
- Polishing 1 (C) (Ii)Dokumen16 halamanPolishing 1 (C) (Ii)tideci1953Belum ada peringkat
- Exterior Finishes To WoodDokumen59 halamanExterior Finishes To WoodSureshPothyBelum ada peringkat
- Kap1 1Dokumen4 halamanKap1 1tozcanakBelum ada peringkat
- Introduction To Plastics 8 11 09Dokumen147 halamanIntroduction To Plastics 8 11 09orlandoinsaneBelum ada peringkat
- Stainless Steel Material PropertiesDokumen4 halamanStainless Steel Material PropertiesMohammed RiyazBelum ada peringkat
- CWCT Vs AstmDokumen4 halamanCWCT Vs Astmy2kareinBelum ada peringkat
- 2010 PBT e InternetDokumen20 halaman2010 PBT e InternetMohammed RiyazBelum ada peringkat
- PPC Plans: Jim Kline Mineral Resources Program Specialist DEP-Bureau of Oil and Gas ManagementDokumen20 halamanPPC Plans: Jim Kline Mineral Resources Program Specialist DEP-Bureau of Oil and Gas ManagementMohammed RiyazBelum ada peringkat
- Special CastingDokumen20 halamanSpecial CastingankitkhBelum ada peringkat
- Aluminum SystemDokumen1 halamanAluminum SystemMohammed RiyazBelum ada peringkat
- R 50Dokumen117 halamanR 50Mohammed RiyazBelum ada peringkat
- Class 9 Science Study Material Chapter 12Dokumen16 halamanClass 9 Science Study Material Chapter 12rajman1990Belum ada peringkat
- What Is A Gripper? Why Use One?: GrippersDokumen4 halamanWhat Is A Gripper? Why Use One?: Gripperssagarsinghal26Belum ada peringkat
- Introduction To Capillary PressureDokumen15 halamanIntroduction To Capillary PressureMuhammad MirBelum ada peringkat
- CFD of CombustionDokumen7 halamanCFD of CombustionGulshan Kumar SinhaBelum ada peringkat
- Storage and Dispensing of High Blend Ethanol Fuels Inc E 85 PDFDokumen15 halamanStorage and Dispensing of High Blend Ethanol Fuels Inc E 85 PDFMurli RamchandranBelum ada peringkat
- Nominate Authorised Holder Representative TemplateDokumen4 halamanNominate Authorised Holder Representative TemplatesaravananBelum ada peringkat
- Decarbonization MagazineDokumen86 halamanDecarbonization MagazineSynergy IndustriesBelum ada peringkat
- Self Cleaning Hydro ScreensDokumen4 halamanSelf Cleaning Hydro ScreenssavuBelum ada peringkat
- Southwark Schools For The FutureDokumen59 halamanSouthwark Schools For The FuturewilliamsaminBelum ada peringkat
- SolarPro2 4Dokumen100 halamanSolarPro2 4lgv2Belum ada peringkat
- Distillation Column ModellingDokumen1 halamanDistillation Column ModellingChem.EnggBelum ada peringkat
- 3 Section-5 Technical Specification (Annexure-B)Dokumen102 halaman3 Section-5 Technical Specification (Annexure-B)Umamaheshwarrao VarmaBelum ada peringkat
- 31 Getting Your Refrigerator To RDokumen19 halaman31 Getting Your Refrigerator To Rraypower2004Belum ada peringkat
- ATP-Oil A4 Brochure Proof 4aDokumen33 halamanATP-Oil A4 Brochure Proof 4aDavid PomaBelum ada peringkat
- UOP Merox Chapter PDFDokumen12 halamanUOP Merox Chapter PDFrohl55Belum ada peringkat
- EFuel ReportDokumen52 halamanEFuel ReportMassimiliano ZocchiBelum ada peringkat
- Digital BangladeshDokumen5 halamanDigital Bangladeshhimelhimel34Belum ada peringkat
- Maintenance Issues of Photovoltaic System: Presented byDokumen10 halamanMaintenance Issues of Photovoltaic System: Presented byjunaid bashirBelum ada peringkat
- TransmutationDokumen7 halamanTransmutationIvan Dwi SandraBelum ada peringkat
- Tutorial Presentation LongattDokumen119 halamanTutorial Presentation LongattrdelgranadoBelum ada peringkat
- UL Cyber ParkDokumen9 halamanUL Cyber ParkGeet RangBelum ada peringkat
- Act 4070Dokumen10 halamanAct 4070Diego PachecoBelum ada peringkat
- Production of Bio Ethanol From Sugarcane BagasseDokumen4 halamanProduction of Bio Ethanol From Sugarcane BagassePreet ChahalBelum ada peringkat
- 5 Feeder Protection & Relay CoordinationDokumen51 halaman5 Feeder Protection & Relay CoordinationSatya VasuBelum ada peringkat
- 2007-08 VodafonecrDokumen378 halaman2007-08 VodafonecrManisha BishtBelum ada peringkat
- FILE 51 Use of Grinder or Angle GrinderDokumen1 halamanFILE 51 Use of Grinder or Angle GrinderJonathan BobadillaBelum ada peringkat
- Capability Statement WGIM Integrity Operating WindowsDokumen3 halamanCapability Statement WGIM Integrity Operating WindowsRomainKabs100% (2)