Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
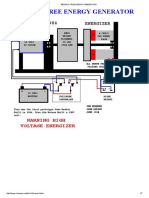
- Bedini's Free Energy Generator PDFDokumen7 halamanBedini's Free Energy Generator PDFRafly Attila Al-Fiqri71% (7)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Astm D 5132 - 03Dokumen6 halamanAstm D 5132 - 03Ahda Dapong Rizqy MaulanaBelum ada peringkat
- Calculation of Electrical Induction Near Power LinesDokumen22 halamanCalculation of Electrical Induction Near Power LinesalpcruzBelum ada peringkat
- Astm D 5138 - 99Dokumen7 halamanAstm D 5138 - 99Ahda Dapong Rizqy MaulanaBelum ada peringkat
- API 510 Pressure Vessel Inspector Certification Preparation CourseDokumen4 halamanAPI 510 Pressure Vessel Inspector Certification Preparation CoursejbsantoBelum ada peringkat
- Tutorial Chapter 1 2018Dokumen3 halamanTutorial Chapter 1 2018Ain Syahira0% (1)
- Clay Containing Polymeric NanoComposites, Volume 1, L.A. UtrackiDokumen456 halamanClay Containing Polymeric NanoComposites, Volume 1, L.A. Utrackimehrabimajid100% (6)
- M Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Dokumen433 halamanM Le Bras, C Wilkie, S Bourbigot-Fire Retardancy of Polymers New Applications of Mineral Fillers-Royal Society of Chemistry (2005)Michaux Gwénaëlle100% (3)
- What Happens When Warm Air RisesDokumen30 halamanWhat Happens When Warm Air RisesCriselAlamag100% (1)
- Ceramic tribology in Japan: Friction and wear behavior of engineering ceramicsDokumen6 halamanCeramic tribology in Japan: Friction and wear behavior of engineering ceramicsAhda Dapong Rizqy MaulanaBelum ada peringkat
- Laplace Transforms To Kekre's Functions: Nternational Ournal of Nnovative Esearch in Cience, Ngineering and EchnologyDokumen13 halamanLaplace Transforms To Kekre's Functions: Nternational Ournal of Nnovative Esearch in Cience, Ngineering and EchnologyAhda Dapong Rizqy MaulanaBelum ada peringkat
- Astm D 695Dokumen8 halamanAstm D 695Johny DarkBelum ada peringkat
- Casting ProcessesDokumen5 halamanCasting ProcessesAhda Dapong Rizqy MaulanaBelum ada peringkat
- Cold Rolling JournalDokumen8 halamanCold Rolling JournalAhda Dapong Rizqy MaulanaBelum ada peringkat
- Casting 0Dokumen6 halamanCasting 0Madhu SudhananBelum ada peringkat
- 1 s2.0 S030626191401160X MainDokumen9 halaman1 s2.0 S030626191401160X MainAhda Dapong Rizqy MaulanaBelum ada peringkat
- 1 s2.0 S030626191401160X MainDokumen9 halaman1 s2.0 S030626191401160X MainAhda Dapong Rizqy MaulanaBelum ada peringkat
- Solar StirlingDokumen15 halamanSolar StirlingAhda Dapong Rizqy MaulanaBelum ada peringkat
- Stirling: Helium Vs AirDokumen6 halamanStirling: Helium Vs AirAhda Dapong Rizqy MaulanaBelum ada peringkat
- Biaxial Fatigue of Multilayered Filament Wound Compposite PipeDokumen12 halamanBiaxial Fatigue of Multilayered Filament Wound Compposite PipeAhda Dapong Rizqy MaulanaBelum ada peringkat
- Las Difusi AlDokumen10 halamanLas Difusi AlAhda Dapong Rizqy MaulanaBelum ada peringkat
- Filament Wound Fiber-Reinforced Sandwich PipeDokumen12 halamanFilament Wound Fiber-Reinforced Sandwich PipeAhda Dapong Rizqy MaulanaBelum ada peringkat
- Synthesis of Carbon NanotubesDokumen16 halamanSynthesis of Carbon NanotubesAhda Dapong Rizqy MaulanaBelum ada peringkat
- E1Dokumen8 halamanE1RevaBelum ada peringkat
- Methods of Wear Testing For Advanced Surface Coatings and Bulk MaterialsDokumen8 halamanMethods of Wear Testing For Advanced Surface Coatings and Bulk MaterialsDivyam TiwariBelum ada peringkat
- Tribology of Aqueous Copolymer Lubricants For Metal FormingDokumen239 halamanTribology of Aqueous Copolymer Lubricants For Metal FormingAhda Dapong Rizqy MaulanaBelum ada peringkat
- K.A. Laux, C.J. Schwartz: Article InfoDokumen8 halamanK.A. Laux, C.J. Schwartz: Article InfoAhda Dapong Rizqy MaulanaBelum ada peringkat
- Reciprocating Friction and Wear Behavior of A Ceramic-Matrix GraphiteDokumen12 halamanReciprocating Friction and Wear Behavior of A Ceramic-Matrix GraphiteAhda Dapong Rizqy MaulanaBelum ada peringkat
- Dry Self-Lubricating Composites: Shin Jen Shiao and Te Zei WangDokumen7 halamanDry Self-Lubricating Composites: Shin Jen Shiao and Te Zei WangAhda Dapong Rizqy MaulanaBelum ada peringkat
- Dry Sliding Wear Behavior of Aluminum Based Hybrid Composites With GraphiteDokumen6 halamanDry Sliding Wear Behavior of Aluminum Based Hybrid Composites With GraphiteAhda Dapong Rizqy MaulanaBelum ada peringkat
- 29 58 1 PBDokumen8 halaman29 58 1 PBAditya KurniawanBelum ada peringkat
- Stress Analysis of A Brake Disc Considering Centrifugal LoadDokumen4 halamanStress Analysis of A Brake Disc Considering Centrifugal LoadAhda Dapong Rizqy MaulanaBelum ada peringkat
- Casting ProcessesDokumen5 halamanCasting ProcessesAhda Dapong Rizqy MaulanaBelum ada peringkat
- Analysis of The Tablet Coating ProcessDokumen17 halamanAnalysis of The Tablet Coating Processشروق سعد الدينBelum ada peringkat
- Chemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentsDokumen10 halamanChemical Process Instrumentation: Pressure Measurement: Moderate and High Pressure Measuring InstrumentslvrevathiBelum ada peringkat
- 03 Modern Photoelectric Effect LabDokumen3 halaman03 Modern Photoelectric Effect LabJuan David ParraBelum ada peringkat
- Information Folder LUCCON PDFDokumen9 halamanInformation Folder LUCCON PDFASHOKKUMAR EBelum ada peringkat
- Chemical Purification Methods ListDokumen8 halamanChemical Purification Methods ListMd.Mehdi MasudBelum ada peringkat
- Physics Questions Part 3Dokumen8 halamanPhysics Questions Part 3Muhammad HuzaifaBelum ada peringkat
- Literature SurveyDokumen6 halamanLiterature SurveyAnonymous j0aO95fgBelum ada peringkat
- Agco Type81sek PDFDokumen15 halamanAgco Type81sek PDFMargaret DaughertyBelum ada peringkat
- Journal of Environmental Sciences research on morphology changes of coking coal during cokingDokumen4 halamanJournal of Environmental Sciences research on morphology changes of coking coal during cokingJohan Pranata BarusBelum ada peringkat
- Fluent 6.0 Staff Training Combustion and DPMDokumen30 halamanFluent 6.0 Staff Training Combustion and DPMZakManBelum ada peringkat
- NextFEM Designer Users Manual v1.10 p3Dokumen96 halamanNextFEM Designer Users Manual v1.10 p3Anonymous kBodCGQ79Belum ada peringkat
- Relationships and Lattices in AlgebraDokumen2 halamanRelationships and Lattices in AlgebraRadhika RathoreBelum ada peringkat
- Blue Jackson ErrataDokumen6 halamanBlue Jackson Errataplucht1Belum ada peringkat
- BelowsDokumen35 halamanBelowstejassidhpuraBelum ada peringkat
- Master1 AM CoursesDokumen3 halamanMaster1 AM CoursesParokotil MidhunBelum ada peringkat
- Thermodynamics of Weak Electrolytes Including H3PO4Dokumen10 halamanThermodynamics of Weak Electrolytes Including H3PO4buhalnitaBelum ada peringkat
- Skema Chemistry Paper 3Dokumen8 halamanSkema Chemistry Paper 3nurul atiqahBelum ada peringkat
- Testing of Rigid Plastic ContainersDokumen22 halamanTesting of Rigid Plastic ContainersBhupendra Singh100% (12)
- Comparing Effective Surface Areas of Random PackingsDokumen10 halamanComparing Effective Surface Areas of Random PackingsAntonio MezzopreteBelum ada peringkat
- Cluster ExpansionDokumen4 halamanCluster ExpansionflytrapsolBelum ada peringkat
- Parameter Estimation of Single Diode PV Module Based On GWO AlgorithmDokumen12 halamanParameter Estimation of Single Diode PV Module Based On GWO AlgorithmFelicia Itusaca CcariBelum ada peringkat
- MCQ Electromagnetism Self-AssessmentDokumen2 halamanMCQ Electromagnetism Self-AssessmentJunaidKhanBelum ada peringkat
- I. Turek Et Al - Exchange Interactions, Spin Waves, and Transition Temperatures in Itinerant MagnetsDokumen36 halamanI. Turek Et Al - Exchange Interactions, Spin Waves, and Transition Temperatures in Itinerant MagnetsTellusz4532Belum ada peringkat
- Curtain Wall System From Technal - Geode-BrochureDokumen38 halamanCurtain Wall System From Technal - Geode-BrochurebatteekhBelum ada peringkat