Anda mungkin juga menyukai
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Dari EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Penilaian: 5 dari 5 bintang5/5 (1)
- CryogenicsDokumen169 halamanCryogenicsRetheesh Balakrishna PillaiBelum ada peringkat
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Dari EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Belum ada peringkat
- 10 17 Reciprocating Compressors For Oxygen ServiceDokumen36 halaman10 17 Reciprocating Compressors For Oxygen ServiceKarlBelum ada peringkat
- Vacuum Engineering Calculations, Formulas, and Solved ExercisesDari EverandVacuum Engineering Calculations, Formulas, and Solved ExercisesPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Cryogenic Gases Data BookDokumen52 halamanCryogenic Gases Data BookJacqueline WoodsBelum ada peringkat
- Helical Coil Heat ExchangerDokumen32 halamanHelical Coil Heat ExchangerNelson TacyBelum ada peringkat
- Manage diesel safely undergroundDokumen11 halamanManage diesel safely undergroundErwinApriandiBelum ada peringkat
- CryogenicDokumen19 halamanCryogeniczohaib_farooq100% (1)
- Design of ShellDokumen18 halamanDesign of Shellanon_660004464Belum ada peringkat
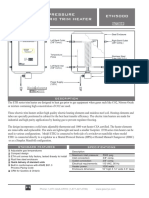
- Trim Heater PDFDokumen2 halamanTrim Heater PDFsaadashfaq100% (1)
- MEG Properties and UsesDokumen3 halamanMEG Properties and UsesLakshman NaikBelum ada peringkat
- Design and Analysis of Composite Pressure Vessel with Varying Layers Using FEADokumen5 halamanDesign and Analysis of Composite Pressure Vessel with Varying Layers Using FEAEl Youbi MohammedBelum ada peringkat
- (Advances in Cryogenic Engineering 37) Takayuki Kishi, Mizuo Kudo, Hiromasa Iisaka (Auth.), R. W. Fast (Eds.) - Advances in Cryogenic Engineering-Springer US (1991)Dokumen729 halaman(Advances in Cryogenic Engineering 37) Takayuki Kishi, Mizuo Kudo, Hiromasa Iisaka (Auth.), R. W. Fast (Eds.) - Advances in Cryogenic Engineering-Springer US (1991)ksvvijBelum ada peringkat
- Hydrogen Fired Steam Boilers IJERTCONV6IS10016Dokumen5 halamanHydrogen Fired Steam Boilers IJERTCONV6IS10016rahuliitianluv100% (1)
- Tank Insulation CalculatorDokumen6 halamanTank Insulation CalculatorArvieRagasaBelum ada peringkat
- Coal ChemicalDokumen71 halamanCoal ChemicalKiran KumarBelum ada peringkat
- Aqua Ammonia PropertiesDokumen0 halamanAqua Ammonia Propertieszeeshanahmad111Belum ada peringkat
- Practical CryogenicsDokumen96 halamanPractical CryogenicsdieucmoiBelum ada peringkat
- Large Scale Industrial Ammonia Cracking PlantDokumen4 halamanLarge Scale Industrial Ammonia Cracking PlantZ ABelum ada peringkat
- Pulse Tube Cryocooler: Closed-Cycle Cryocooler ComponentsDokumen26 halamanPulse Tube Cryocooler: Closed-Cycle Cryocooler ComponentsUtsav RaoBelum ada peringkat
- Analysis of Helical Coil Heat Exchangers: by V.Swapna Priya Guide R S MauryaDokumen23 halamanAnalysis of Helical Coil Heat Exchangers: by V.Swapna Priya Guide R S MauryaSwapna Priya VattemBelum ada peringkat
- Cryogenic Tank Operating ManualDokumen21 halamanCryogenic Tank Operating ManualCarlos VelasquezBelum ada peringkat
- Temperature Sensors CAT1667Dokumen36 halamanTemperature Sensors CAT1667damienwckBelum ada peringkat
- Rachford Ride EquationDokumen15 halamanRachford Ride EquationEstuardo Javier Gan RodríguezBelum ada peringkat
- Plasma Lighting System of LowDokumen10 halamanPlasma Lighting System of LowStanislavBelum ada peringkat
- Diesel Power PlantsDokumen35 halamanDiesel Power PlantsRagarcBelum ada peringkat
- Report On Desiging CompanyDokumen53 halamanReport On Desiging CompanyArpit ThumarBelum ada peringkat
- Composite Pressure VesselsDokumen22 halamanComposite Pressure VesselsInternational Journal of Research in Engineering and TechnologyBelum ada peringkat
- Desaireador GKMOSS - Tray - Deaerator - Brochure PDFDokumen6 halamanDesaireador GKMOSS - Tray - Deaerator - Brochure PDFCdMoraSBelum ada peringkat
- Cryogenic Engineering Software Solutions Part V A - by M. ThirumaleshwarDokumen165 halamanCryogenic Engineering Software Solutions Part V A - by M. ThirumaleshwartmuliyaBelum ada peringkat
- Air CoolerDokumen15 halamanAir Coolerronny_fernandes363Belum ada peringkat
- Plate Heat ExchangerDokumen12 halamanPlate Heat ExchangerEngSafwanQadousBelum ada peringkat
- Cryogenic Engineering - Thomas FlynnDokumen894 halamanCryogenic Engineering - Thomas FlynnTGrey02794% (16)
- Ethylene GlycolDokumen8 halamanEthylene GlycoljeswinBelum ada peringkat
- Free Physical Chemistry Books PDFDokumen2 halamanFree Physical Chemistry Books PDFJessieBelum ada peringkat
- Organic Rankine Cycle (ORC)Dokumen4 halamanOrganic Rankine Cycle (ORC)Aalbert MozoBelum ada peringkat
- ATB Calculation - COB09-0320Dokumen10 halamanATB Calculation - COB09-0320blueyes78Belum ada peringkat
- Experienced-Based Rules of Chemical EngineeringDokumen13 halamanExperienced-Based Rules of Chemical Engineeringvaibhav_agrawal_21Belum ada peringkat
- Cryogenic StorageDokumen244 halamanCryogenic StorageVijayakumarBaskar100% (1)
- Dynamic DepressuringDokumen16 halamanDynamic DepressuringSyedAliAsimRizvi100% (1)
- Engineering and Material Standard For Double Pipe Heat ExchangersDokumen13 halamanEngineering and Material Standard For Double Pipe Heat ExchangersRezaBelum ada peringkat
- Zeolite AdsorbentsDokumen94 halamanZeolite Adsorbentsvasilik0787Belum ada peringkat
- Agilent Technologies - High and Ultra-High Vacuum For Science Research PDFDokumen136 halamanAgilent Technologies - High and Ultra-High Vacuum For Science Research PDFPedro LisboaBelum ada peringkat
- Design of Helium Cryogenic Turboexpander PDFDokumen6 halamanDesign of Helium Cryogenic Turboexpander PDFJose Luis Rodriguez LópezBelum ada peringkat
- Heat Exchangers DesignDokumen58 halamanHeat Exchangers DesignShubhamBelum ada peringkat
- Introduction To Refrigeration SystemsDokumen27 halamanIntroduction To Refrigeration SystemsChristian Breth BurgosBelum ada peringkat
- Nomenclature:: SymbolsDokumen24 halamanNomenclature:: Symbolsjess calderonBelum ada peringkat
- Class 7: Vapor Power Cycles, SimpleDokumen64 halamanClass 7: Vapor Power Cycles, SimpleMouhab HassanBelum ada peringkat
- CRYOGENIC ENGINEERING: LOW TEMPERATURE APPLICATIONSDokumen24 halamanCRYOGENIC ENGINEERING: LOW TEMPERATURE APPLICATIONSASHITA K BBelum ada peringkat
- Absorption Chiller Rev3 (MSB) 20-9Dokumen96 halamanAbsorption Chiller Rev3 (MSB) 20-9norshakeela100% (3)
- Project On LPG Refrigerator Mechanical ProjectDokumen53 halamanProject On LPG Refrigerator Mechanical Projectpatel ketan86% (69)
- Liquefaction 31Dokumen5 halamanLiquefaction 31mhdmkBelum ada peringkat
- RefrigerationDokumen21 halamanRefrigerationAdeel iqbalBelum ada peringkat
- History of Refrigeration - From Ice Boxes to Modern SystemsDokumen34 halamanHistory of Refrigeration - From Ice Boxes to Modern SystemsNSS GBPECBelum ada peringkat
- ME41001 - Applied Thermodynamics-I (Refrigeration & Air-ConditioningDokumen46 halamanME41001 - Applied Thermodynamics-I (Refrigeration & Air-ConditioningullaBelum ada peringkat
- Chapter 1Dokumen57 halamanChapter 1Satyam JhaBelum ada peringkat
- CryogenicsDokumen169 halamanCryogenicsVedaj KavilBelum ada peringkat
- Unit 5 - Refrigeration System StudentsDokumen33 halamanUnit 5 - Refrigeration System Studentsshreyansh gaddamwarBelum ada peringkat
- History of Refrigeration SystemsDokumen4 halamanHistory of Refrigeration SystemsZa YonBelum ada peringkat
- R DList For External CandidatesDokumen1 halamanR DList For External CandidatespraneethshubBelum ada peringkat
- Turbocharger Matching PDFDokumen18 halamanTurbocharger Matching PDFGomathi SankarBelum ada peringkat
- Metal or Alloy DensityDokumen6 halamanMetal or Alloy DensityJuhil ZalavadiyaBelum ada peringkat
- Mechanical Engineer ResumeDokumen1 halamanMechanical Engineer ResumeAala'a Khalil Abu AridaBelum ada peringkat
- ASM International (Chennai Chapter) : 2-Day Workshop On Applied Metallurgy For Non MetallurgistsDokumen2 halamanASM International (Chennai Chapter) : 2-Day Workshop On Applied Metallurgy For Non MetallurgistsGomathi Sankar100% (1)
- Finite Element Method: January 12, 2004Dokumen26 halamanFinite Element Method: January 12, 2004happyshamu100% (1)
- Vehicular PollutionDokumen26 halamanVehicular PollutionGomathi SankarBelum ada peringkat
- R-D ListDokumen5 halamanR-D ListGomathi SankarBelum ada peringkat
- Subject Test - Mechanical EngineeringDokumen1 halamanSubject Test - Mechanical EngineeringGomathi SankarBelum ada peringkat
- AnsysDokumen46 halamanAnsysapi-3719538100% (9)
- History of Automobile Fuel SystemDokumen2 halamanHistory of Automobile Fuel SystemGomathi SankarBelum ada peringkat
- 3d-Objects and Mathematical EquationsDokumen69 halaman3d-Objects and Mathematical EquationsGomathi SankarBelum ada peringkat
- ICEngine ParametersDokumen8 halamanICEngine ParametersAntonio NavarreteBelum ada peringkat
- Automobile Cooling System PDFDokumen21 halamanAutomobile Cooling System PDFGomathi SankarBelum ada peringkat
- Rotor DynamicsDokumen91 halamanRotor DynamicsVahid Rezaei100% (2)
- Two DOF SystemsDokumen67 halamanTwo DOF SystemsSrinath Gudur100% (1)
- CPT June 2016 Question Paper Session 1Dokumen17 halamanCPT June 2016 Question Paper Session 1Gomathi SankarBelum ada peringkat
- Lecture 13 - Heat Transfer Applied Computational Fluid DynamicsDokumen41 halamanLecture 13 - Heat Transfer Applied Computational Fluid DynamicsKester Xtreemz JohnBelum ada peringkat
- ANSYS FLUENT Conjugate Heat Transfer TutorialDokumen30 halamanANSYS FLUENT Conjugate Heat Transfer Tutorialteguh hady aBelum ada peringkat
- A Compact and Fast Matlab Code Solving The Incompressible Navier-Stokes Equations On Rectangular Domains Mit18086 Navierstokes.mDokumen16 halamanA Compact and Fast Matlab Code Solving The Incompressible Navier-Stokes Equations On Rectangular Domains Mit18086 Navierstokes.mhlkatkBelum ada peringkat
- Dynamics of a Simple Rotor SystemDokumen17 halamanDynamics of a Simple Rotor SystemAman Sharma0% (1)
- Dynamics of a Simple Rotor SystemDokumen17 halamanDynamics of a Simple Rotor SystemAman Sharma0% (1)
- Intro To Diesel EngineDokumen2 halamanIntro To Diesel EngineGomathi SankarBelum ada peringkat
- Auto History QuizDokumen5 halamanAuto History QuizGomathi SankarBelum ada peringkat
- Auto History QuizDokumen5 halamanAuto History QuizGomathi SankarBelum ada peringkat
- Cryogenics: Table 1. Normal Boiling Points of Common Cryogenic FluidsDokumen3 halamanCryogenics: Table 1. Normal Boiling Points of Common Cryogenic FluidsGomathi SankarBelum ada peringkat
- Calorific Value of FuelsDokumen1 halamanCalorific Value of FuelsGomathi SankarBelum ada peringkat
- Fuel PropertiesDokumen19 halamanFuel PropertiesGomathi SankarBelum ada peringkat
- Physics FormulaeDokumen108 halamanPhysics FormulaejoupiterBelum ada peringkat
- Volvo g900 Modelos PDFDokumen952 halamanVolvo g900 Modelos PDFAdrianDumescu100% (3)
- Advanced Technologies of CDQ Plant Advanced Technologies of CDQ PlantDokumen12 halamanAdvanced Technologies of CDQ Plant Advanced Technologies of CDQ Plant조기현Belum ada peringkat
- Everything You Need to Know About Centrifugal FansDokumen65 halamanEverything You Need to Know About Centrifugal Fansahmed100% (1)
- Chapter 31. Current and Resistance Chapter 31. Current and Resistance Current and ResistanceDokumen11 halamanChapter 31. Current and Resistance Chapter 31. Current and Resistance Current and ResistanceArwaa AlmaghrabiBelum ada peringkat
- EC6702-Optical Communication and NetworksDokumen18 halamanEC6702-Optical Communication and Networkskasim_1983Belum ada peringkat
- Starter Unit Basic Vocabulary: Smart Planet 3Dokumen21 halamanStarter Unit Basic Vocabulary: Smart Planet 3Rober SanzBelum ada peringkat
- Return SectionDokumen1 halamanReturn SectionDaniel Pouso DiosBelum ada peringkat
- Multi Purpose StadiumDokumen130 halamanMulti Purpose StadiumEmmanuel SolomonBelum ada peringkat
- Spectrophotometric Determination of Triclosan Based On Diazotization Reaction: Response Surface Optimization Using Box - Behnken DesignDokumen1 halamanSpectrophotometric Determination of Triclosan Based On Diazotization Reaction: Response Surface Optimization Using Box - Behnken DesignFitra NugrahaBelum ada peringkat
- EAPP w2Dokumen13 halamanEAPP w2Elijah AquinoBelum ada peringkat
- US Army TV Course - Documentation Cinematography SS0536Dokumen49 halamanUS Army TV Course - Documentation Cinematography SS0536innerethosBelum ada peringkat
- Exogenous Driver Analysis Driver Relative GDP GrowthDokumen107 halamanExogenous Driver Analysis Driver Relative GDP GrowthBhagya FoodsBelum ada peringkat
- National Leprosy Control Program For CHNDokumen18 halamanNational Leprosy Control Program For CHNNaomi Cyden YapBelum ada peringkat
- TED BENTON: Is Capitalism Sustainable?Dokumen2 halamanTED BENTON: Is Capitalism Sustainable?api-25932856Belum ada peringkat
- Unit-2 Final KshitijDokumen108 halamanUnit-2 Final KshitijShubham JainBelum ada peringkat
- This Is Your Presentation TitleDokumen28 halamanThis Is Your Presentation TitleStephanie AcarapiBelum ada peringkat
- Anhydrous Ammonia Unloading Station & Storage/Vaporizer SystemDokumen2 halamanAnhydrous Ammonia Unloading Station & Storage/Vaporizer SystemWalter Rigamonti100% (1)
- GRP104 Course Outline: Introduction to Key Topics in Human GeographyDokumen26 halamanGRP104 Course Outline: Introduction to Key Topics in Human GeographyKelvin WatkinsBelum ada peringkat
- Chapter 14 The Communist Manifesto As International Relations TheoryDokumen12 halamanChapter 14 The Communist Manifesto As International Relations TheoryLaurindo Paulo Ribeiro TchinhamaBelum ada peringkat
- The Focus Shooting Method CourseDokumen48 halamanThe Focus Shooting Method CourseKobiXDBelum ada peringkat
- Grade 9 Unit 1 - Part 1: Square RootsDokumen20 halamanGrade 9 Unit 1 - Part 1: Square RootsWilson ZhangBelum ada peringkat
- 2tak Vs 4takDokumen3 halaman2tak Vs 4takTaufiq AlhakimBelum ada peringkat
- Final Project Proposal Digital Stopwatch-1Dokumen6 halamanFinal Project Proposal Digital Stopwatch-1Shahid AbbasBelum ada peringkat
- Study Plan NCEPU PDFDokumen2 halamanStudy Plan NCEPU PDFAhsan100% (1)
- Project Cash FlowsDokumen2 halamanProject Cash FlowsAdarsh Chhajed20% (5)
- 43-101 Technical Report Quimsacocha, February 2009Dokumen187 halaman43-101 Technical Report Quimsacocha, February 2009Marco Vinicio SotoBelum ada peringkat
- Basicline BL 21t9stDokumen28 halamanBasicline BL 21t9stgabriel6276Belum ada peringkat
- Traxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Dokumen62 halamanTraxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Wilson ChimBelum ada peringkat
- Plug & Socket TypesDokumen49 halamanPlug & Socket TypeskerissaktiemasBelum ada peringkat
- Best Dives West Hemisphere ExcerptDari EverandBest Dives West Hemisphere ExcerptPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksDari EverandArizona, Utah & New Mexico: A Guide to the State & National ParksPenilaian: 4 dari 5 bintang4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoDari EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoPenilaian: 5 dari 5 bintang5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptDari EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptPenilaian: 5 dari 5 bintang5/5 (1)
- The Bahamas a Taste of the Islands ExcerptDari EverandThe Bahamas a Taste of the Islands ExcerptPenilaian: 4 dari 5 bintang4/5 (1)
- New York & New Jersey: A Guide to the State & National ParksDari EverandNew York & New Jersey: A Guide to the State & National ParksBelum ada peringkat
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensDari EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensBelum ada peringkat