Anda mungkin juga menyukai
- Screening Damage Mechanism - 581 & 571Dokumen28 halamanScreening Damage Mechanism - 581 & 571Febri Ramdani NugrahaBelum ada peringkat
- GALIOM Version 2.0 - User ManualDokumen395 halamanGALIOM Version 2.0 - User ManualalkhiatBelum ada peringkat
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDokumen34 halamanKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiBelum ada peringkat
- Occidental Oil and Gas Corporation Mechanical Integrity StandardDokumen7 halamanOccidental Oil and Gas Corporation Mechanical Integrity StandardedwinsazzzBelum ada peringkat
- API 580 Reading ChecklistDokumen2 halamanAPI 580 Reading ChecklistbacabacabacaBelum ada peringkat
- Risk Based Inspection A Complete Guide - 2020 EditionDari EverandRisk Based Inspection A Complete Guide - 2020 EditionBelum ada peringkat
- Handbook of RefractoryDokumen331 halamanHandbook of RefractoryAamirMalikBelum ada peringkat
- CRM McDonalds ScribdDokumen9 halamanCRM McDonalds ScribdArun SanalBelum ada peringkat
- Rbi AnalysisDokumen3 halamanRbi AnalysisAladdin HassanBelum ada peringkat
- Risk Based Inspection Professional: Certification Preparation ProgramDokumen6 halamanRisk Based Inspection Professional: Certification Preparation ProgramMuhammad HannanBelum ada peringkat
- XIV Paper 38Dokumen11 halamanXIV Paper 38Zenon KociubaBelum ada peringkat
- Rstreng Software Cracked - Google SearchDokumen2 halamanRstreng Software Cracked - Google SearchAnonymous e0Yf8k0% (1)
- Ut PittingDokumen7 halamanUt PittingmmBelum ada peringkat
- Potential Damage PKTDokumen7 halamanPotential Damage PKTFebri Ramdani NugrahaBelum ada peringkat
- 00 AOC's Meridium MI Work Process Training Example SlidesDokumen67 halaman00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- 580 Score 2014Dokumen1 halaman580 Score 2014Pitichai PakornrersiriBelum ada peringkat
- Boost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatDokumen7 halamanBoost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatUrea3 MaintenanceBelum ada peringkat
- Integrity Management With S-RBI: Using The w-IMS ToolDokumen28 halamanIntegrity Management With S-RBI: Using The w-IMS ToolHari ShBelum ada peringkat
- Synergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Dokumen14 halamanSynergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Ilham NugrohoBelum ada peringkat
- Pipeline Defect AssessmentDokumen7 halamanPipeline Defect AssessmentGiridhar Kumar NanduriBelum ada peringkat
- RBI-Case Study PDFDokumen65 halamanRBI-Case Study PDFzorro21072107Belum ada peringkat
- VAIL-20-129-S-007 - Fitness For Service Assessment of Static Equipment - Rev. ADokumen25 halamanVAIL-20-129-S-007 - Fitness For Service Assessment of Static Equipment - Rev. Akunnar corrosionBelum ada peringkat
- Workbook For Qualitative RbiDokumen11 halamanWorkbook For Qualitative Rbicoolguy12345Belum ada peringkat
- Corrosion Resistant Materials 04Dokumen197 halamanCorrosion Resistant Materials 04Anonymous NxpnI6jCBelum ada peringkat
- Paper9 LorentzDokumen24 halamanPaper9 LorentzAsadAliBelum ada peringkat
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDokumen45 halamanAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionBelum ada peringkat
- API 510 Rerating Extract PDFDokumen3 halamanAPI 510 Rerating Extract PDFmjmehta81Belum ada peringkat
- Piping Systems Inspection ProcedureDokumen7 halamanPiping Systems Inspection Procedureabdullah buttBelum ada peringkat
- RBI Tutorial1Dokumen14 halamanRBI Tutorial1Jose Alexander Peña BecerraBelum ada peringkat
- FFS AssessmentDokumen63 halamanFFS AssessmentZaki KhanBelum ada peringkat
- API 580 RBI QuestionsDokumen1 halamanAPI 580 RBI QuestionsFarid Afifi100% (1)
- Expro RBI Expert Group HandbookDokumen26 halamanExpro RBI Expert Group HandbookJavier RivasBelum ada peringkat
- Preventing Htha Failures With The Buckeye ModelDokumen2 halamanPreventing Htha Failures With The Buckeye ModelBangkit WidayatBelum ada peringkat
- API580 581 Mar19 DanielBalosDokumen6 halamanAPI580 581 Mar19 DanielBalosAgustin A.Belum ada peringkat
- RBI Basis JustificationDokumen17 halamanRBI Basis JustificationTommy100% (1)
- RBI & Benefits of RBIDokumen10 halamanRBI & Benefits of RBIanshuman100% (1)
- Api 510 2017Dokumen1 halamanApi 510 2017Santiago Cordova Alva0% (2)
- Inspection Intervals As Per API 510 2015-10-02Dokumen4 halamanInspection Intervals As Per API 510 2015-10-02Patel Enterprise SeamsBelum ada peringkat
- Risk Based Inspection: Ramesh J. PatelDokumen7 halamanRisk Based Inspection: Ramesh J. PatelbassamBelum ada peringkat
- RBI Lynne KaleyDokumen85 halamanRBI Lynne KaleyAqli Haq100% (1)
- Method of Corrosion MappingDokumen14 halamanMethod of Corrosion MappingNur Abdillah SiddiqBelum ada peringkat
- Understandingheatexchangerreading03 Thearamcostd 180531020452Dokumen123 halamanUnderstandingheatexchangerreading03 Thearamcostd 180531020452KopiBelum ada peringkat
- Latest Advances in RBI - Session 3Dokumen20 halamanLatest Advances in RBI - Session 3Ahmed Abd ElmegeedBelum ada peringkat
- Sabic Thickness Monitoring Training Rev 2 - 07-Sep-2011 PDFDokumen63 halamanSabic Thickness Monitoring Training Rev 2 - 07-Sep-2011 PDFMOHANBelum ada peringkat
- Implementation of Risk Based Inspection (RBI) To Determine Ammonia Factory Inspection Planning PT. Pupuk Kaltim TBKDokumen8 halamanImplementation of Risk Based Inspection (RBI) To Determine Ammonia Factory Inspection Planning PT. Pupuk Kaltim TBKInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- The Development of Corrosion Control Document (CCD) in Refinery: Crude Distillation Unit (CDU) ProcessDokumen6 halamanThe Development of Corrosion Control Document (CCD) in Refinery: Crude Distillation Unit (CDU) Processnktiah1207Belum ada peringkat
- Articulo de RbiDokumen23 halamanArticulo de RbiALberto AriasBelum ada peringkat
- API 571 Comparison Sheet API 570Dokumen3 halamanAPI 571 Comparison Sheet API 570HARDIK PATELBelum ada peringkat
- Corrosion and Asset Integrity Management in Oil and Gas Production, Process, Transportation and Storage FacilitiesDokumen12 halamanCorrosion and Asset Integrity Management in Oil and Gas Production, Process, Transportation and Storage FacilitiesRASHEED YUSUF100% (1)
- EN 16407 HOIS PresentationDokumen26 halamanEN 16407 HOIS PresentationEsin DenizBelum ada peringkat
- CML PlacementDokumen3 halamanCML PlacementAhmedBelum ada peringkat
- API 580 RBI-Training-Course-SlidesDokumen291 halamanAPI 580 RBI-Training-Course-Slidespotebrayan20Belum ada peringkat
- Risk Based InspectionDokumen0 halamanRisk Based Inspectionpersonalmail_20011078Belum ada peringkat
- Implementation of IOWs at Ammonia Manufacturing Plant 1 PDFDokumen12 halamanImplementation of IOWs at Ammonia Manufacturing Plant 1 PDFdunejalBelum ada peringkat
- 10.1016-J.engfailanal.2014.06.024-Comparative Analysis of Failure Probability For Ethylene Cracking Furnace Tube Using Monte Carlo and API RBI TechnologyDokumen5 halaman10.1016-J.engfailanal.2014.06.024-Comparative Analysis of Failure Probability For Ethylene Cracking Furnace Tube Using Monte Carlo and API RBI Technologyamirlove206Belum ada peringkat
- Examen Final 1 API 580 Sin Respuestas PDFDokumen15 halamanExamen Final 1 API 580 Sin Respuestas PDFMentor2- Mto OrienteBelum ada peringkat
- Generic Approcahes To RBI Steel Structures PDFDokumen248 halamanGeneric Approcahes To RBI Steel Structures PDFixoteeBelum ada peringkat
- Keyword For API 580 PDFDokumen9 halamanKeyword For API 580 PDFRaymundo ACBelum ada peringkat
- Corrosion Loop Development - AndikaandDokumen20 halamanCorrosion Loop Development - AndikaandThanh Dat DoanBelum ada peringkat
- API 510 Corr Rate Rem LifeDokumen2 halamanAPI 510 Corr Rate Rem LifeMPhamBelum ada peringkat
- Api 580 RbiDokumen6 halamanApi 580 Rbieslam_el_dinBelum ada peringkat
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDari EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsBelum ada peringkat
- Improve 20selection 20and 20sizing 20of 20storage 20tanksDokumen6 halamanImprove 20selection 20and 20sizing 20of 20storage 20tanksjasminneeBelum ada peringkat
- 015 Emat Slofec TechniqueDokumen9 halaman015 Emat Slofec TechniquejasminneeBelum ada peringkat
- API 571 SpreadsheetDokumen38 halamanAPI 571 Spreadsheetjasminnee100% (3)
- Storing and Redrying Electrodes-Lincoln ElectricDokumen3 halamanStoring and Redrying Electrodes-Lincoln ElectricjasminneeBelum ada peringkat
- PT CW 3Dokumen6 halamanPT CW 3jasminneeBelum ada peringkat
- The ABC's of Arc Welding and InspectionDokumen93 halamanThe ABC's of Arc Welding and Inspectionmichaeldtalbott100% (1)
- Twi Training & Certification (S.E. Asia) SDN - BHDDokumen1 halamanTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeBelum ada peringkat
- UT PrinciplesDokumen26 halamanUT Principlesdzamir203Belum ada peringkat
- PT CW 1Dokumen6 halamanPT CW 1jasminneeBelum ada peringkat
- Penetrant Testing: No Name / Position Company/Address Contact NosDokumen2 halamanPenetrant Testing: No Name / Position Company/Address Contact NosjasminneeBelum ada peringkat
- Q PTDokumen17 halamanQ PTEzhil Vendhan PalanisamyBelum ada peringkat
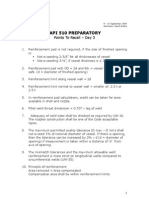
- Api 510 Preparatory: Points To Recall - Day 3Dokumen2 halamanApi 510 Preparatory: Points To Recall - Day 3jasminneeBelum ada peringkat
- 510 PC OCT04 QAR Ex7 Closed PSJDokumen6 halaman510 PC OCT04 QAR Ex7 Closed PSJjasminneeBelum ada peringkat
- API 653 PC 26feb05 Question BankDokumen80 halamanAPI 653 PC 26feb05 Question Bankraobabar21Belum ada peringkat
- Api 510 Preparatory: Points To Recall - Day 1Dokumen2 halamanApi 510 Preparatory: Points To Recall - Day 1jasminneeBelum ada peringkat
- API Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesDokumen2 halamanAPI Standard 607: Fire Test For Soft-Seated Quarter-Turn ValvesjasminneeBelum ada peringkat
- Api 510 Preparatory: Points To Recall - Day 9Dokumen4 halamanApi 510 Preparatory: Points To Recall - Day 9jasminneeBelum ada peringkat
- Api 510 Preparatory: Points To Recall - Day 5Dokumen1 halamanApi 510 Preparatory: Points To Recall - Day 5jasminneeBelum ada peringkat
- 653 Section 06 ReviewDokumen1 halaman653 Section 06 ReviewjasminneeBelum ada peringkat
- Drill Site Audit ChecklistDokumen5 halamanDrill Site Audit ChecklistKristian BohorqzBelum ada peringkat
- Exercise 8 BeveragewareDokumen9 halamanExercise 8 BeveragewareMae Cleofe G. SelisanaBelum ada peringkat
- Presentation - Factors Affecting ClimateDokumen16 halamanPresentation - Factors Affecting ClimateAltoverosDihsarlaBelum ada peringkat
- Complete Renold CatalogueDokumen92 halamanComplete Renold CatalogueblpBelum ada peringkat
- Aliant Ommunications: VCL-2709, IEEE C37.94 To E1 ConverterDokumen2 halamanAliant Ommunications: VCL-2709, IEEE C37.94 To E1 ConverterConstantin UdreaBelum ada peringkat
- OA Standard 050505Dokumen75 halamanOA Standard 050505fido_dagemBelum ada peringkat
- Fomula Spreadsheet (WACC and NPV)Dokumen7 halamanFomula Spreadsheet (WACC and NPV)vaishusonu90Belum ada peringkat
- Erich FrommDokumen2 halamanErich FrommTina NavarroBelum ada peringkat
- Sports MedicineDokumen2 halamanSports MedicineShelby HooklynBelum ada peringkat
- Earth As A PlanetDokumen60 halamanEarth As A PlanetR AmravatiwalaBelum ada peringkat
- BARCODESDokumen7 halamanBARCODESChitPerRhosBelum ada peringkat
- Quinta RuedaDokumen20 halamanQuinta RuedaArturo RengifoBelum ada peringkat
- Installation Manual (DH84309201) - 07Dokumen24 halamanInstallation Manual (DH84309201) - 07mquaiottiBelum ada peringkat
- Capstone-ModDokumen25 halamanCapstone-ModMohammad Ryyan PumbagulBelum ada peringkat
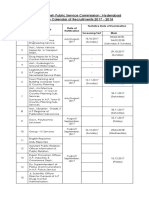
- APPSC Calender Year Final-2017Dokumen3 halamanAPPSC Calender Year Final-2017Krishna MurthyBelum ada peringkat
- 45096Dokumen12 halaman45096Halusan MaybeBelum ada peringkat
- ME-317 Internal Combustion Engines - TurbochargingDokumen21 halamanME-317 Internal Combustion Engines - TurbochargingHamzaJavedBelum ada peringkat
- Drug Development: New Chemical Entity DevelopmentDokumen6 halamanDrug Development: New Chemical Entity DevelopmentDeenBelum ada peringkat
- Latihan Soal Bahasa Inggris 2Dokumen34 halamanLatihan Soal Bahasa Inggris 2Anita KusumastutiBelum ada peringkat
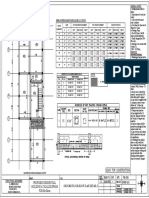
- G.f.roof Beam & Slab DetailDokumen1 halamanG.f.roof Beam & Slab Detailahmad anasBelum ada peringkat
- Brachiocephalic TrunkDokumen3 halamanBrachiocephalic TrunkstephBelum ada peringkat
- Deloitte Uk Mining and Metals DecarbonizationDokumen10 halamanDeloitte Uk Mining and Metals DecarbonizationfpreuscheBelum ada peringkat
- Weekly Meal Prep GuideDokumen7 halamanWeekly Meal Prep Guideandrew.johnson3112Belum ada peringkat
- Sudheer Kumar CVDokumen3 halamanSudheer Kumar CVGujjar Dhayki valeBelum ada peringkat
- Sedation and Analgesia in Critically Ill Neurologic PatientsDokumen24 halamanSedation and Analgesia in Critically Ill Neurologic PatientsrazaksoedBelum ada peringkat
- MelatoninaDokumen32 halamanMelatoninaCodrut GeorgescuBelum ada peringkat
- Espiritualidad AFPP - 2018 PDFDokumen5 halamanEspiritualidad AFPP - 2018 PDFEsteban OrellanaBelum ada peringkat
- Benefits of Silicone Coated Glass InsulatorsDokumen10 halamanBenefits of Silicone Coated Glass InsulatorsMuhammad Waseem AhmadBelum ada peringkat
- Lathe Operators Manual 96-8900 Rev A English January 2014Dokumen458 halamanLathe Operators Manual 96-8900 Rev A English January 2014coyoteassasin0% (1)