Anda mungkin juga menyukai
- Bare BonesDokumen48 halamanBare Bonesmgharba123Belum ada peringkat
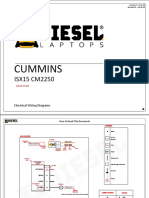
- Cummins: ISX15 CM2250Dokumen17 halamanCummins: ISX15 CM2250haroun100% (4)
- Imagepac User Guide OkDokumen2 halamanImagepac User Guide OkepidebleBelum ada peringkat
- Nanocoatings - Principles and Practice - From Research To ProductionDokumen344 halamanNanocoatings - Principles and Practice - From Research To ProductionTihomir Uzelac100% (1)
- Columbia Lighting Product Selection Guide Edition 2 1992Dokumen116 halamanColumbia Lighting Product Selection Guide Edition 2 1992Alan Masters100% (1)
- Texturing For Dummies (LightWave)Dokumen45 halamanTexturing For Dummies (LightWave)Elinho Galvão100% (1)
- 1907-Mechanical Movements, Powers and DevicesDokumen410 halaman1907-Mechanical Movements, Powers and DevicesMartin DotenBelum ada peringkat
- Workshop Notes Using Photopolymer PlatesDokumen8 halamanWorkshop Notes Using Photopolymer Platesangua2014Belum ada peringkat
- GB How To Guide Screen ExposureDokumen4 halamanGB How To Guide Screen ExposureJose FernandezBelum ada peringkat
- Imagepac User GuideDokumen11 halamanImagepac User GuidePhotocentricBelum ada peringkat
- BW Film DevelopingDokumen8 halamanBW Film DevelopingTunisha SharmaBelum ada peringkat
- Manual MosaicDokumen16 halamanManual MosaicLouis LaarmanBelum ada peringkat
- Jewelery PhotographyDokumen51 halamanJewelery PhotographyCamila CedielBelum ada peringkat
- Photo Resist Etch InstructionDokumen5 halamanPhoto Resist Etch Instructiondraku11Belum ada peringkat
- How To Apply Foil To An Aircraft ModelDokumen8 halamanHow To Apply Foil To An Aircraft Modelhzet32Belum ada peringkat
- Choosing The Right Emulsion For Your ApplicationDokumen6 halamanChoosing The Right Emulsion For Your ApplicationMichel GarciaBelum ada peringkat
- The Ronchi TestDokumen5 halamanThe Ronchi TestAnik ChaudhuriBelum ada peringkat
- My Development of X-Ray FilmsDokumen10 halamanMy Development of X-Ray FilmsGaston FBelum ada peringkat
- Silkscreening Is Such A Great Happy MediumDokumen17 halamanSilkscreening Is Such A Great Happy Mediumjrgene16Belum ada peringkat
- Ulano 2008 CatalogsDokumen32 halamanUlano 2008 CatalogspentalightBelum ada peringkat
- Brosur Kaca Film GedungDokumen4 halamanBrosur Kaca Film GedungJanan AhmadBelum ada peringkat
- 8 Tips For Shooting Modern Super 8 FilmDokumen17 halaman8 Tips For Shooting Modern Super 8 FilmPhilip BorgnesBelum ada peringkat
- Pat Covert's Painting and Weathering TipsDokumen34 halamanPat Covert's Painting and Weathering TipsGuilherme Santos100% (1)
- Cara Ganti Bak Tray 3d PrinterDokumen18 halamanCara Ganti Bak Tray 3d PrinterRAHMANBelum ada peringkat
- Gaslightprinting 00 RawkDokumen28 halamanGaslightprinting 00 RawkJuan Francisco Martín MárquezBelum ada peringkat
- 1 MaterialsDokumen54 halaman1 MaterialsscreenameBelum ada peringkat
- "Painting Panzers" The Post-Shading Way: An Alternative Approach To Finishing AFV ModelsDokumen10 halaman"Painting Panzers" The Post-Shading Way: An Alternative Approach To Finishing AFV ModelsAlberto AgBelum ada peringkat
- 4.flat Panel DisplayDokumen19 halaman4.flat Panel DisplayJoice LimBelum ada peringkat
- UV Curable Inks: Will They Work For Everyone?: by Mike UkenaDokumen4 halamanUV Curable Inks: Will They Work For Everyone?: by Mike UkenaMark LesterBelum ada peringkat
- American Woodworker 100 200305Dokumen65 halamanAmerican Woodworker 100 200305Adrian Cocis100% (1)
- Popular Mechanics - Finding Oil LeaksDokumen5 halamanPopular Mechanics - Finding Oil LeaksGeorgiana MarinBelum ada peringkat
- SKF Pulp and Paper PracticesDokumen24 halamanSKF Pulp and Paper PracticesSanjeevi Kumar SpBelum ada peringkat
- C4D 10 Tips For Better Lighting in Cinema 4D - HelloluxxDokumen17 halamanC4D 10 Tips For Better Lighting in Cinema 4D - HelloluxxPaolo BartoliBelum ada peringkat
- Catalog Summer 2007Dokumen14 halamanCatalog Summer 2007Tonylaguardia1970Belum ada peringkat
- DarkroomDokumen5 halamanDarkroomaman swaroopBelum ada peringkat
- HOYACatalog 09Dokumen68 halamanHOYACatalog 09Currier MaxxBelum ada peringkat
- J U L y 2 0 0 7Dokumen104 halamanJ U L y 2 0 0 7jhasua23Belum ada peringkat
- Pintar Pilotos RojoDokumen10 halamanPintar Pilotos RojoIom ManuelBelum ada peringkat
- Q & A On Chairside DarkroomDokumen1 halamanQ & A On Chairside DarkroomNidhiBelum ada peringkat
- Short Guide For Textile Screen-Printing: N.B.: The Text in Black Means "Neutral", in Blue Means, in MeansDokumen55 halamanShort Guide For Textile Screen-Printing: N.B.: The Text in Black Means "Neutral", in Blue Means, in MeansMarco LuceroBelum ada peringkat
- Fotografie de StudioDokumen15 halamanFotografie de StudioDaniela DinculescuBelum ada peringkat
- Lith Printing Technique - Lesson 2: Fibre Base or RCDokumen11 halamanLith Printing Technique - Lesson 2: Fibre Base or RCchicco pitecoBelum ada peringkat
- Model Master Technical Guide - 03 FinishingDokumen6 halamanModel Master Technical Guide - 03 Finishingapi-3755094100% (1)
- The Marmo Method Modelbuilding Guide #4: How To Make Your Own DecalsDari EverandThe Marmo Method Modelbuilding Guide #4: How To Make Your Own DecalsBelum ada peringkat
- Nikon Tseries CloseupDokumen5 halamanNikon Tseries Closeupdergi100% (1)
- Important Diff Between Digital Camera & FilmrollDokumen9 halamanImportant Diff Between Digital Camera & FilmrollSandeep KanyanBelum ada peringkat
- 35mm Films and ISO's: Color Negative Film For Color PrintsDokumen8 halaman35mm Films and ISO's: Color Negative Film For Color PrintsZa Banga Mobutu SeseBelum ada peringkat
- Replacing Polarizer of 200lxDokumen4 halamanReplacing Polarizer of 200lxmottocoBelum ada peringkat
- Lens Sharpness PDFDokumen10 halamanLens Sharpness PDF1dsmark27088Belum ada peringkat
- AutoSpeed - Fitting Xtra LightsDokumen5 halamanAutoSpeed - Fitting Xtra LightsLokisgodhi100% (1)
- Fiberglass Heat-Welding TutorialDokumen23 halamanFiberglass Heat-Welding TutorialGargoyleBardBelum ada peringkat
- Re - 1982-04Dokumen148 halamanRe - 1982-04Anonymous kdqf49qbBelum ada peringkat
- 3M ESPE CatalogDokumen124 halaman3M ESPE CatalogLouis D Delos AngelesBelum ada peringkat
- EfstonScience "Best Of" FlyerDokumen9 halamanEfstonScience "Best Of" FlyercybereneBelum ada peringkat
- Image Sharpening-Make It Really Sharp: Jeff ScheweDokumen12 halamanImage Sharpening-Make It Really Sharp: Jeff ScheweRajat SethiBelum ada peringkat
- Bamboo As A Building MaterialDokumen16 halamanBamboo As A Building MaterialdurrroyBelum ada peringkat
- Substance Painter 1.0Dokumen28 halamanSubstance Painter 1.0rizkipraBelum ada peringkat
- 02 Ever Manifesto BambooDokumen28 halaman02 Ever Manifesto BamboorizkipraBelum ada peringkat
- Bamboo Connections, JointsDokumen23 halamanBamboo Connections, JointsRosalia RestituyoBelum ada peringkat
- 2013.08.30 River Management in Indonesia (ENG Vers)Dokumen326 halaman2013.08.30 River Management in Indonesia (ENG Vers)Hafidh FarisiBelum ada peringkat
- Small Scale Poultry Production in The TropicsDokumen81 halamanSmall Scale Poultry Production in The TropicsrizkipraBelum ada peringkat
- AD30Dokumen84 halamanAD30rizkipraBelum ada peringkat
- 2D Animation BibleDokumen113 halaman2D Animation Bibleveeramanikandan75% (8)
- Su Dung Corel X6Dokumen28 halamanSu Dung Corel X6Phuong le DinhBelum ada peringkat
- Hydro MetallurgyDokumen368 halamanHydro MetallurgyrizkipraBelum ada peringkat
- Top Ten Secrets v3Dokumen19 halamanTop Ten Secrets v3rizkipraBelum ada peringkat
- CRP201 00Dokumen2 halamanCRP201 00rizkipraBelum ada peringkat
- User's Manual: Satellite L700/L740/L745/ L700D/L740D/L745D Satellite Pro L700/L740/L700D/L740D SeriesDokumen199 halamanUser's Manual: Satellite L700/L740/L745/ L700D/L740D/L745D Satellite Pro L700/L740/L700D/L740D SeriesrizkipraBelum ada peringkat
- Frantz OperationDokumen48 halamanFrantz OperationrizkipraBelum ada peringkat
- DWA-123 D1 Manual v4.00 (DI)Dokumen37 halamanDWA-123 D1 Manual v4.00 (DI)rizkipraBelum ada peringkat
- MatsuiDokumen4 halamanMatsuirizkipra100% (1)
- Chain RollerDokumen1 halamanChain RollerrizkipraBelum ada peringkat
- Archive of SID: "Research Note" Recovery of Gold From A Free-Milling Ore by Centrifugal Gravity SeparatorDokumen5 halamanArchive of SID: "Research Note" Recovery of Gold From A Free-Milling Ore by Centrifugal Gravity Separatorsomjit saranaiBelum ada peringkat
- RS2 Stress Analysis Verification Manual - Part 1Dokumen166 halamanRS2 Stress Analysis Verification Manual - Part 1Jordana Furman100% (1)
- 3.0 Series and Parallel DC CircuitsDokumen29 halaman3.0 Series and Parallel DC CircuitsJinky Loyce RaymundoBelum ada peringkat
- Behavior Intervention MenuDokumen56 halamanBehavior Intervention Menuapi-479527084100% (4)
- Eng03 Module Co4Dokumen14 halamanEng03 Module Co4Karl Gabriel ValdezBelum ada peringkat
- X Lube Bushes PDFDokumen8 halamanX Lube Bushes PDFDavid TurnerBelum ada peringkat
- Unit-5 Harmonics & FiltersDokumen25 halamanUnit-5 Harmonics & FiltersBhanu100% (1)
- The Handmaid's TaleDokumen40 halamanThe Handmaid's Taleleher shahBelum ada peringkat
- Aex-Kissan KeralaDokumen25 halamanAex-Kissan Keralabsh08070Belum ada peringkat
- NamalDokumen5 halamanNamalAyusnab KarkiBelum ada peringkat
- 2nd Second Sun of Advent (B)Dokumen4 halaman2nd Second Sun of Advent (B)Max PolakBelum ada peringkat
- World BankDokumen28 halamanWorld BankFiora FarnazBelum ada peringkat
- Week 1 Familiarize The VmgoDokumen10 halamanWeek 1 Familiarize The VmgoHizzel De CastroBelum ada peringkat
- Introduction: Meaning of HypothesisDokumen8 halamanIntroduction: Meaning of HypothesisMANISH KUMARBelum ada peringkat
- Fellows (Antiques)Dokumen90 halamanFellows (Antiques)messapos100% (1)
- Embedded Software Development ProcessDokumen34 halamanEmbedded Software Development ProcessAmmar YounasBelum ada peringkat
- DOT RequirementsDokumen372 halamanDOT RequirementsMuhammadShabbirBelum ada peringkat
- 1en 02 PDFDokumen96 halaman1en 02 PDFAndrey100% (2)
- 3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideDokumen6 halaman3-Phase Short-Circuit Current (Isc) at Any Point Within A LV Installation - Electrical Installation GuideYuukinoriBelum ada peringkat
- Big Brother Naija and Its Impact On Nigeria University Students 2 PDFDokumen30 halamanBig Brother Naija and Its Impact On Nigeria University Students 2 PDFIlufoye Tunde100% (1)
- PID Marcado Operación Del Paquete Del Compresor de Hidrogeno PHP-K-002 PDFDokumen7 halamanPID Marcado Operación Del Paquete Del Compresor de Hidrogeno PHP-K-002 PDFDenisBelum ada peringkat
- UpdateJul2007 3julDokumen10 halamanUpdateJul2007 3julAnshul SinghBelum ada peringkat
- LP Pe 3Q - ShaynevillafuerteDokumen3 halamanLP Pe 3Q - ShaynevillafuerteMa. Shayne Rose VillafuerteBelum ada peringkat
- Chudamani Women Expecting ChangeDokumen55 halamanChudamani Women Expecting ChangeMr AnantBelum ada peringkat
- Class InsectaDokumen4 halamanClass InsectaLittle Miss CeeBelum ada peringkat
- Bassoon (FAGOT) : See AlsoDokumen36 halamanBassoon (FAGOT) : See Alsocarlos tarancón0% (1)
- World of Self, Family and Friends UNIT 4 - Lunchtime Speaking 37 Wednesday Friendship LanguageDokumen11 halamanWorld of Self, Family and Friends UNIT 4 - Lunchtime Speaking 37 Wednesday Friendship LanguageAin NawwarBelum ada peringkat
- Details Philippine Qualifications FrameworkDokumen6 halamanDetails Philippine Qualifications FrameworkCeline Pascual-RamosBelum ada peringkat
- EDAG0007Dokumen5 halamanEDAG0007krunalBelum ada peringkat
- Book Chapter 11 SubmissionDokumen18 halamanBook Chapter 11 Submissioncristine_2006_g5590Belum ada peringkat