Anda mungkin juga menyukai
- TPM 8 PillarsDokumen6 halamanTPM 8 Pillarsarajamani78Belum ada peringkat
- 5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFDokumen26 halaman5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFMario Alberto Hernandez HerreraBelum ada peringkat
- Lesson Plan TemplateDokumen1 halamanLesson Plan Templatearajamani78Belum ada peringkat
- Motivation 1Dokumen29 halamanMotivation 1arajamani78Belum ada peringkat
- Power Press Operator TrainingDokumen40 halamanPower Press Operator TrainingpandaprasadBelum ada peringkat
- SAFETY Procedures ManualDokumen14 halamanSAFETY Procedures Manualarajamani78Belum ada peringkat
- GM 750Dokumen40 halamanGM 750arajamani78Belum ada peringkat
- Skill Matrix For ChemistsDokumen4 halamanSkill Matrix For Chemistsarajamani78Belum ada peringkat
- Blackmer Paint and Coatings BrochureDokumen4 halamanBlackmer Paint and Coatings Brochurearajamani78Belum ada peringkat
- Building Quality Standards HandbookDokumen170 halamanBuilding Quality Standards Handbookarajamani78Belum ada peringkat
- 5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFDokumen26 halaman5s 7 Housekeeping Wastes Kanban 1233776462169799 2 PDFMario Alberto Hernandez HerreraBelum ada peringkat
- Powder MixingDokumen1 halamanPowder Mixingarajamani78Belum ada peringkat
- Is 3043 1987Dokumen95 halamanIs 3043 1987suresh kumarBelum ada peringkat
- Asian Paints LTD UPDokumen14 halamanAsian Paints LTD UParajamani78Belum ada peringkat
- Test Paper-For Paint Plant OperatorDokumen1 halamanTest Paper-For Paint Plant Operatorarajamani78Belum ada peringkat
- Fire Safety Training: Presented by Environmental Safety Services, Division of Public Safety, Georgia Southern UniversityDokumen36 halamanFire Safety Training: Presented by Environmental Safety Services, Division of Public Safety, Georgia Southern Universityarajamani78Belum ada peringkat
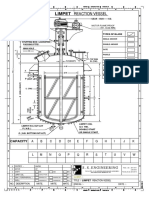
- Limpet Reaction Vessel PDFDokumen1 halamanLimpet Reaction Vessel PDFarajamani78Belum ada peringkat
- Plant Engineers Guide To Agitation Design and FundamentalsDokumen33 halamanPlant Engineers Guide To Agitation Design and FundamentalsMark MacIntyre100% (1)
- Limpet Coil Reactor VesselDokumen1 halamanLimpet Coil Reactor Vesselarajamani78100% (1)
- Bearing Housing PDFDokumen1 halamanBearing Housing PDFarajamani78Belum ada peringkat
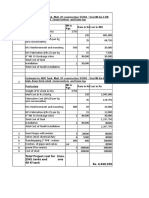
- Total Project Cost For 2nos. 25KL Tanks and One 40 KL Tank Rs. 43,40,250Dokumen1 halamanTotal Project Cost For 2nos. 25KL Tanks and One 40 KL Tank Rs. 43,40,250arajamani78Belum ada peringkat
- Ss Tank EstimateDokumen1 halamanSs Tank Estimatearajamani78Belum ada peringkat
- Rs. 4,340,250 Total Project Cost For 2nos. 25KL Tanks and One 40 KL TankDokumen1 halamanRs. 4,340,250 Total Project Cost For 2nos. 25KL Tanks and One 40 KL Tankarajamani78Belum ada peringkat
- DimensionsDokumen4 halamanDimensionsarajamani78Belum ada peringkat
- Air DryersDokumen85 halamanAir Dryersarajamani78Belum ada peringkat
- Estimate For 25 KL TankDokumen1 halamanEstimate For 25 KL Tankarajamani78Belum ada peringkat
- Air DryersDokumen85 halamanAir Dryersarajamani78Belum ada peringkat
- API70 Spec PDFDokumen1 halamanAPI70 Spec PDFarajamani78Belum ada peringkat
- 26 Health Benefits of Cinnamon - Cinnamon VogueDokumen5 halaman26 Health Benefits of Cinnamon - Cinnamon Voguearajamani78Belum ada peringkat
- Resin Pipeline CalibrationDokumen1 halamanResin Pipeline Calibrationarajamani78Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 18) Control Chart Is ADokumen10 halaman18) Control Chart Is Aanil100% (1)
- AMACS Corrugated Grid Packing Web2Dokumen1 halamanAMACS Corrugated Grid Packing Web2ValiBelum ada peringkat
- Catalogo de Ensamble de ManguerasDokumen424 halamanCatalogo de Ensamble de ManguerasCesar Fernando Via SaldarriagaBelum ada peringkat
- Structural Steel Material SpecificationDokumen43 halamanStructural Steel Material Specificationsherviny100% (1)
- 640A MP PreparationDokumen14 halaman640A MP PreparationerutanBelum ada peringkat
- Separation and Processing and Transformation of Solid WasteDokumen10 halamanSeparation and Processing and Transformation of Solid WasteKind Red50% (2)
- Ironmaking and Steelmaking Theory and PracticeDokumen494 halamanIronmaking and Steelmaking Theory and PracticeDrKinnor Chattopadhyay100% (12)
- Design For The Environment - Life Cycle Assessment and Sustainable Packaging IssuesDokumen28 halamanDesign For The Environment - Life Cycle Assessment and Sustainable Packaging IssuesAnonymous G3ixxpLyknBelum ada peringkat
- Diagram Fasa Fe-CDokumen12 halamanDiagram Fasa Fe-CRudi HirarkiBelum ada peringkat
- HB 155-2002 Guide To The Use of Recycled Concrete and Masonry MaterialsDokumen8 halamanHB 155-2002 Guide To The Use of Recycled Concrete and Masonry MaterialsSAI Global - APACBelum ada peringkat
- Broc en Textile YBIOB 160718 WebDokumen12 halamanBroc en Textile YBIOB 160718 WebMd. Humayun KabirBelum ada peringkat
- EagleBurgmann Metal PDFDokumen16 halamanEagleBurgmann Metal PDFJohnGS007Belum ada peringkat
- Specifications (San Carlos Heights)Dokumen10 halamanSpecifications (San Carlos Heights)Bryan Soriano PascualBelum ada peringkat
- Grinding Aid Admixtures For CementDokumen3 halamanGrinding Aid Admixtures For Cementjagrut100% (2)
- Viking Pump Product Selection GuideDokumen32 halamanViking Pump Product Selection Guidetrucnguyenvan2012100% (1)
- Fabrications BrochureDokumen13 halamanFabrications Brochurewish uBelum ada peringkat
- 3M2216Dokumen8 halaman3M2216pat_kunal1601Belum ada peringkat
- Astm A709Dokumen8 halamanAstm A709José AntonioBelum ada peringkat
- PRINCE2 Management Product MapDokumen2 halamanPRINCE2 Management Product MapSushil GoswamiBelum ada peringkat
- Spesifikasi Alat Baru HOPPERDokumen159 halamanSpesifikasi Alat Baru HOPPERyurrihutamizarraBelum ada peringkat
- Panama Canal Expansion Impact On Logistic and Supply Chains - June 2012Dokumen42 halamanPanama Canal Expansion Impact On Logistic and Supply Chains - June 2012CJ SchexnayderBelum ada peringkat
- Ringo Rag Co - Sesi 2Dokumen3 halamanRingo Rag Co - Sesi 2Rizke WiliyantiBelum ada peringkat
- Heijunka v1Dokumen34 halamanHeijunka v1Akash Ghule100% (2)
- Brecoflex Polyurethane Timing Belts With Weld On Profiles Us PDFDokumen16 halamanBrecoflex Polyurethane Timing Belts With Weld On Profiles Us PDFMikel1020Belum ada peringkat
- Pall Dia-Schumalith N: Ceramic Membrane Filter ElementsDokumen2 halamanPall Dia-Schumalith N: Ceramic Membrane Filter Elementspmg83Belum ada peringkat
- Steel Making - Nptel PDFDokumen214 halamanSteel Making - Nptel PDFanurag3069100% (3)
- Storage Tank ArticlesDokumen8 halamanStorage Tank Articlesnafis2uBelum ada peringkat
- Role of Packaging 3Dokumen16 halamanRole of Packaging 3FilipBelum ada peringkat
- Myra Enterprises - IntroductionDokumen3 halamanMyra Enterprises - IntroductiongcadvisersBelum ada peringkat