Anda mungkin juga menyukai
- PA208 Prüfanweisung UTDokumen4 halamanPA208 Prüfanweisung UTStefan KlinkeBelum ada peringkat
- Normenuebersicht AD2000-Regelwerk 30-05-2016Dokumen4 halamanNormenuebersicht AD2000-Regelwerk 30-05-2016Geszti SándorBelum ada peringkat
- DVS 0916 - Metall Schutzgasschweissen Von FeinkornbaustaehleDokumen10 halamanDVS 0916 - Metall Schutzgasschweissen Von FeinkornbaustaehleGökhan ÇiçekBelum ada peringkat
- Poster DIN en ISO 9606 DeutschDokumen1 halamanPoster DIN en ISO 9606 DeutschKovács Zsolt0% (1)
- Din en Iso 17662 PDFDokumen38 halamanDin en Iso 17662 PDFandrugrasu75% (4)
- WPQR Automecanicamedias 507019Dokumen174 halamanWPQR Automecanicamedias 507019anon_459511045Belum ada peringkat
- EN 1090-2 - Tablica 24Dokumen1 halamanEN 1090-2 - Tablica 24pluton1954Belum ada peringkat
- Reparaturschweißen Von GusseisenDokumen2 halamanReparaturschweißen Von GusseisenharryblnBelum ada peringkat
- STAHL-EISEN 1921 Ultraschallprufung Von SchmiedestuckenDokumen4 halamanSTAHL-EISEN 1921 Ultraschallprufung Von SchmiedestuckenszizaBelum ada peringkat
- Fragen 2006 SFIDokumen7 halamanFragen 2006 SFIAlex E.100% (1)
- Schweiausführungen Druckgeräte Din en 1708-1Dokumen73 halamanSchweiausführungen Druckgeräte Din en 1708-1Jan GronauBelum ada peringkat
- Din en Iso 15614-11Dokumen27 halamanDin en Iso 15614-11Maher ShehabBelum ada peringkat
- WPQ German English PDFDokumen1 halamanWPQ German English PDFJimmy RodriguesBelum ada peringkat
- Welding Symbols in GermanDokumen71 halamanWelding Symbols in Germanclarkie_bd100% (2)
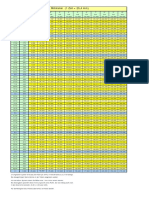
- Umrechnung Zoll in MMDokumen1 halamanUmrechnung Zoll in MMHalilKrizevacBelum ada peringkat
- SchweisserprüfungDokumen7 halamanSchweisserprüfungUros JaksicBelum ada peringkat
- TM 2007 02Dokumen8 halamanTM 2007 02susanwebBelum ada peringkat
- DVS 0925Dokumen8 halamanDVS 0925Amant DiscretBelum ada peringkat
- VP 6.4 1 PDFDokumen1 halamanVP 6.4 1 PDFGoran MikicBelum ada peringkat
- DIN 4099-2 2003 Welding of Reinforcing Steel - Quality Assuarance - de PDFDokumen14 halamanDIN 4099-2 2003 Welding of Reinforcing Steel - Quality Assuarance - de PDFNathan Daniels100% (1)
- (DIN EN ISO 15614-7 - 2007-09) - Anforderung Und Qualifizierung Von Schweißverfahren Für Metallische Werkstoffe - Schweißverfahrensprüfung - Teil 7 - Auftragschweißen (ISO 15614-7 - 2007Dokumen30 halaman(DIN EN ISO 15614-7 - 2007-09) - Anforderung Und Qualifizierung Von Schweißverfahren Für Metallische Werkstoffe - Schweißverfahrensprüfung - Teil 7 - Auftragschweißen (ISO 15614-7 - 2007Werley Farias100% (1)
- Bdg-Normen Ne MetallDokumen18 halamanBdg-Normen Ne MetallimupathanBelum ada peringkat
- Richtlinien Für Schweiß-Technische LehrgängeDokumen11 halamanRichtlinien Für Schweiß-Technische Lehrgängelth770310Belum ada peringkat
- Iso 5817 VTDokumen16 halamanIso 5817 VTBernhard von MuehlenenBelum ada peringkat
- DVS 0909-1Dokumen5 halamanDVS 0909-1Amant DiscretBelum ada peringkat
- Asme Details PDFDokumen110 halamanAsme Details PDFsitam_nitj4202Belum ada peringkat
- Din en 1011-3 2001-01Dokumen23 halamanDin en 1011-3 2001-01mmmmBelum ada peringkat
- Orientation DIN EN ISO 9606-1Dokumen14 halamanOrientation DIN EN ISO 9606-1susanwebBelum ada peringkat
- DVS AluminiumschweissenDokumen19 halamanDVS AluminiumschweissenGabor VatoBelum ada peringkat
- Standarde 12-06-2015Dokumen1 halamanStandarde 12-06-2015StefanArtemonMocanuBelum ada peringkat
- Übersicht AD Merkblatter Arbeitsgemeinschaft DrukbehalterDokumen3 halamanÜbersicht AD Merkblatter Arbeitsgemeinschaft DrukbehalterAnonymous g5npyABelum ada peringkat
- VT Pruefbericht 0216Dokumen2 halamanVT Pruefbericht 0216Isaac Samuel100% (1)
- Ad 2000-1Dokumen56 halamanAd 2000-1tonicmiraBelum ada peringkat
- Gutachten Zu KorrosionDokumen27 halamanGutachten Zu KorrosionHagen_of_TronjeBelum ada peringkat
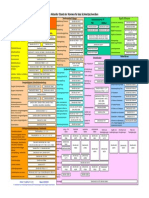
- Uebersicht Normen Schmelzschweissen PDFDokumen1 halamanUebersicht Normen Schmelzschweissen PDFyilmazerolBelum ada peringkat
- DIN en 1090 LeitfadenDokumen59 halamanDIN en 1090 Leitfadenseb.mur94gmail.comBelum ada peringkat
- Iso 4063Dokumen29 halamanIso 4063melisbbBelum ada peringkat
- Din en 1011-6 2019-04Dokumen47 halamanDin en 1011-6 2019-04AmanSharma0% (1)
- Poster DIN EN 1090-1 DeutschDokumen1 halamanPoster DIN EN 1090-1 DeutschBernhard von MuehlenenBelum ada peringkat
- Din en 1090-2 2011-10Dokumen211 halamanDin en 1090-2 2011-10seb.mur94gmail.comBelum ada peringkat
- Wasserstoffversprodung Von Feinkornbaustahlen in Abhangigkeit Von Der Legierungszusammensetzung, Der Gefiigeausbildung Und Der Mechanischen BelastungDokumen6 halamanWasserstoffversprodung Von Feinkornbaustahlen in Abhangigkeit Von Der Legierungszusammensetzung, Der Gefiigeausbildung Und Der Mechanischen BelastungDeniz ShenBelum ada peringkat
- Din en 15085-3-10 PDFDokumen53 halamanDin en 15085-3-10 PDFAndres Afanador MuñozBelum ada peringkat
- GSI Sylvio KlausDokumen35 halamanGSI Sylvio KlausHagen_of_TronjeBelum ada peringkat
- ISO 6947 Welding PositionsDokumen1 halamanISO 6947 Welding PositionsTravis M. Nelson100% (1)
- DIN en 10025-1 Hot Rolled ProductsDokumen32 halamanDIN en 10025-1 Hot Rolled ProductsHenry MatosBelum ada peringkat
- 1.6580 (30CrNiMo8)Dokumen3 halaman1.6580 (30CrNiMo8)Apostol Vlad-AlexandruBelum ada peringkat
- En 10168 PDFDokumen1 halamanEn 10168 PDFananda_27Belum ada peringkat
- DIN EN ISO 3015-3 - Tubing ClampDokumen8 halamanDIN EN ISO 3015-3 - Tubing Clampkannan sBelum ada peringkat
- Din en Iso 3690 - 2012 PDFDokumen30 halamanDin en Iso 3690 - 2012 PDFPamella SandovalBelum ada peringkat
- P265GHDokumen2 halamanP265GHEvriMert RüzgArdaBelum ada peringkat
- DIN en 1090-2 Steel StructuresDokumen211 halamanDIN en 1090-2 Steel StructuresIvan DBelum ada peringkat
- Din en 1011-2Dokumen53 halamanDin en 1011-2Dejan Tosic100% (2)
- Din en 15085-2Dokumen24 halamanDin en 15085-2Jerzy RistujczinBelum ada peringkat
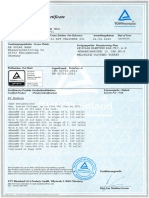
- Inspection Certificate According To EN 10204 - 3.1: Abnahmeprüfzeugnis Nach EN 10204 - 3.1Dokumen8 halamanInspection Certificate According To EN 10204 - 3.1: Abnahmeprüfzeugnis Nach EN 10204 - 3.1Mohamed FaragBelum ada peringkat
- KES ORIGINAL - GesamtDokumen25 halamanKES ORIGINAL - GesamtVictor AcunaBelum ada peringkat
- IEC 62716 Ammonia ResistanceDokumen2 halamanIEC 62716 Ammonia ResistancesoliteksametBelum ada peringkat
- CE-Kennzeichnung von Maschinen: vom Praktiker für PraktikerDari EverandCE-Kennzeichnung von Maschinen: vom Praktiker für PraktikerBelum ada peringkat
- Kurzfassung des Eurocode 2 für Stahlbetontragwerkeim Hochbau - von Frank Fingerloos, Josef Hegger, Konrad ZilchDari EverandKurzfassung des Eurocode 2 für Stahlbetontragwerkeim Hochbau - von Frank Fingerloos, Josef Hegger, Konrad ZilchBelum ada peringkat
- Die 10 Gebote der Löttechnik: Lötfertigung und RationalisierungDari EverandDie 10 Gebote der Löttechnik: Lötfertigung und RationalisierungBelum ada peringkat
- Pozitii Sudare EN Si ASMEDokumen0 halamanPozitii Sudare EN Si ASMEDanut Rus0% (1)
- Weld Faults and Imperfections ChartDokumen176 halamanWeld Faults and Imperfections ChartDanut RusBelum ada peringkat
- Weld Faults and Imperfections ChartDokumen176 halamanWeld Faults and Imperfections ChartDanut RusBelum ada peringkat
- B152 Schweisserprufug en ISO 9606-1-2013 deDokumen1 halamanB152 Schweisserprufug en ISO 9606-1-2013 deDanut Rus0% (1)
- Bolzenschweissen - Gesamtkatalog Preisliste - Bolzen Zubehoer - HruschkaDokumen88 halamanBolzenschweissen - Gesamtkatalog Preisliste - Bolzen Zubehoer - HruschkaDanut RusBelum ada peringkat
- Brochure Wire IS10Dokumen1 halamanBrochure Wire IS10Danut RusBelum ada peringkat
- Catalog Siemens PR Extraklasse Kuehlen GefrierenDokumen20 halamanCatalog Siemens PR Extraklasse Kuehlen GefrierenDanut RusBelum ada peringkat
- PHorn Internal GroovingDokumen826 halamanPHorn Internal Groovingbeachboy12Belum ada peringkat
- Audi A1 Preisliste 08 2020 LowDokumen88 halamanAudi A1 Preisliste 08 2020 LowsolerviBelum ada peringkat
- IS 202-DataDokumen5 halamanIS 202-Datajonny kaistoBelum ada peringkat
- Plus6 VerbindungstechnikDokumen748 halamanPlus6 VerbindungstechnikConstructel GmbHBelum ada peringkat
- Zylinderkurbelgehäuse Aus Aluminium Für V6-Dieselmotoren Von Daimler-ChryslerDokumen6 halamanZylinderkurbelgehäuse Aus Aluminium Für V6-Dieselmotoren Von Daimler-ChryslerGeri GeriBelum ada peringkat