Anda mungkin juga menyukai
- Cromado de polímeros con menos deDokumen7 halamanCromado de polímeros con menos deCristian ChimboBelum ada peringkat
- Método de Holtrop-Mennen para predicción de resistencia al avance y factores de propulsión en buquesDokumen23 halamanMétodo de Holtrop-Mennen para predicción de resistencia al avance y factores de propulsión en buquesJOEL100% (2)
- HDPEDokumen16 halamanHDPERodolfo Esteban0% (1)
- Manual de Usuario DWF-M110WA - 1Dokumen23 halamanManual de Usuario DWF-M110WA - 1omarBelum ada peringkat
- La Seguridad en El Manejo de BateríasDokumen2 halamanLa Seguridad en El Manejo de BateríasCiroTeodorAlvaradoBelum ada peringkat
- Fuerza cierre molde inyección plásticoDokumen5 halamanFuerza cierre molde inyección plásticoReciclarSABelum ada peringkat
- D4258Dokumen4 halamanD4258César AugustoBelum ada peringkat
- 04 La Ciencia Del Pecado, Todo Lo Que El Eterno Dios Aborrece de Su Pueblo PDFDokumen12 halaman04 La Ciencia Del Pecado, Todo Lo Que El Eterno Dios Aborrece de Su Pueblo PDFProfeta Alexis MoncadaBelum ada peringkat
- Norma Oficial Mexicana Block Tabique y TabiconDokumen7 halamanNorma Oficial Mexicana Block Tabique y TabiconJesus Dom50% (2)
- Plata ColoidalDokumen6 halamanPlata Coloidalkayvan16Belum ada peringkat
- CapacitoresDokumen12 halamanCapacitoresBryan VillegasBelum ada peringkat
- Principios-Diseno-Higienico EsDokumen19 halamanPrincipios-Diseno-Higienico EsDahiana JaramilloBelum ada peringkat
- Pilas de LixiviaciónDokumen83 halamanPilas de LixiviaciónrenzoandresBelum ada peringkat
- Ladron de Julios Otros Sistemas PulsadosDokumen7 halamanLadron de Julios Otros Sistemas Pulsadosjc1977rr100% (1)
- Proteccion Pulpar en OperatoriaDokumen75 halamanProteccion Pulpar en OperatoriaAlejandro Rodriguez0% (1)
- Opel Corsa manualDokumen7 halamanOpel Corsa manualDan Lakes100% (1)
- Guia Diseño B. TrabajoDokumen304 halamanGuia Diseño B. TrabajoJorge HL100% (1)
- Catalogo Abr 2021 Actualizado 19abrilDokumen48 halamanCatalogo Abr 2021 Actualizado 19abrilPROYECTOS OFICINABelum ada peringkat
- Calculo de Resistencia Al Avance-HoltropDokumen4 halamanCalculo de Resistencia Al Avance-HoltropCristhian Huanqui TapiaBelum ada peringkat
- Diseño Crematorio TesisDokumen13 halamanDiseño Crematorio TesisHernan Coba0% (1)
- Como Hacer Un Diagrama de FlujoDokumen22 halamanComo Hacer Un Diagrama de FlujoRe MlBelum ada peringkat
- SupercapacitoresDokumen24 halamanSupercapacitoresRafael ContrerasBelum ada peringkat
- Primer Láser Co2 Caseroconstruido Desde CeroDokumen21 halamanPrimer Láser Co2 Caseroconstruido Desde CeroBrian NeyraBelum ada peringkat
- DS401 0 Esp MT2300 PDFDokumen12 halamanDS401 0 Esp MT2300 PDFalexBelum ada peringkat
- ShaftSeal ESPDokumen16 halamanShaftSeal ESPAugustoN.Belum ada peringkat
- Mantenimiento Equipo ElectrogenoDokumen32 halamanMantenimiento Equipo Electrogenokefren_teslaBelum ada peringkat
- EVALUACIÓN DE SELLOS DOBLES EN ENVASES METÁLICOS: ASPECTOS CLAVE PARA GARANTIZAR LA CALIDAD E INTEGRIDADDokumen24 halamanEVALUACIÓN DE SELLOS DOBLES EN ENVASES METÁLICOS: ASPECTOS CLAVE PARA GARANTIZAR LA CALIDAD E INTEGRIDADkomar87100% (1)
- Chapter 4 - Equipo, Utensilios y ManteleríaDokumen49 halamanChapter 4 - Equipo, Utensilios y Manteleríadiegocardona88Belum ada peringkat
- Trabajo Taller N 2Dokumen20 halamanTrabajo Taller N 2Jhoel Yactayo Gonzales100% (1)
- Patent Es 2544Dokumen1.259 halamanPatent Es 2544Douglas VerasBelum ada peringkat
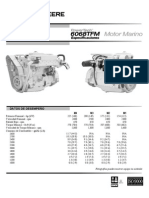
- Motores MarinosDokumen4 halamanMotores MarinosGianfranco Marcelo Rafael Paredes100% (1)
- Manual User SmartLPR Access ES 1Dokumen92 halamanManual User SmartLPR Access ES 1habidsachaBelum ada peringkat
- Baterias Grafeno y de GelDokumen2 halamanBaterias Grafeno y de Geljuanca rep100% (2)
- Como Hacer Un Bote de PescaDokumen72 halamanComo Hacer Un Bote de Pescarazielvalmount100% (1)
- Apendice 3Dokumen427 halamanApendice 3MAGUS43Belum ada peringkat
- Manual de usuario 1KVA-5KVA inversor/cargadorDokumen36 halamanManual de usuario 1KVA-5KVA inversor/cargadorSebastian andres AngelBelum ada peringkat
- Sistema de Suspension de Los Automoviles Vehiculos - RIVERA CORDOBA SANTIAGO ULISESDokumen31 halamanSistema de Suspension de Los Automoviles Vehiculos - RIVERA CORDOBA SANTIAGO ULISESSantiago RiveraBelum ada peringkat
- Trigonometria - Esferica - Aplicaciones A La NavegacionDokumen54 halamanTrigonometria - Esferica - Aplicaciones A La NavegacionPablo Ramírez SáenzBelum ada peringkat
- Como Leer Condensador SMD PDFDokumen7 halamanComo Leer Condensador SMD PDFJohn reinaBelum ada peringkat
- Manual de Usuario Baofeng Uv 3rDokumen18 halamanManual de Usuario Baofeng Uv 3rFrancisco ArgüellesBelum ada peringkat
- Automatizado de Maquina de Inyeccion de Poliuretano PDFDokumen86 halamanAutomatizado de Maquina de Inyeccion de Poliuretano PDFjorgeunico31100% (1)
- Circuitos de Disparo para Tiristores Parte IIDokumen9 halamanCircuitos de Disparo para Tiristores Parte IIpuntoexactoBelum ada peringkat
- Selección de Motores Fuera de BordaDokumen8 halamanSelección de Motores Fuera de BordaAngel Jesús Agapito CortezBelum ada peringkat
- Unidad III Inter-PDokumen14 halamanUnidad III Inter-PGrace VillasmilBelum ada peringkat
- Medidor de Componentes SMDDokumen4 halamanMedidor de Componentes SMDAlbertoBelum ada peringkat
- Calibres de cable eléctrico y amperaje máximoDokumen10 halamanCalibres de cable eléctrico y amperaje máximojose garciaBelum ada peringkat
- Reparar Blu Ray LGDokumen145 halamanReparar Blu Ray LGAnonymous RS7xSlBsLBelum ada peringkat
- Formas de OndaDokumen64 halamanFormas de OndaSifoDyasBelum ada peringkat
- S 311 SDokumen4 halamanS 311 SLeonardo PereyraBelum ada peringkat
- Manual Ingles EspanolDokumen22 halamanManual Ingles EspanolDavid Gomez CaballeroBelum ada peringkat
- Tesla - Pruebas. Energía Libre - Transformador Electromagnético RadianteDokumen32 halamanTesla - Pruebas. Energía Libre - Transformador Electromagnético RadianteAlfredo GilBelum ada peringkat
- Carga Electrónica RegulableDokumen3 halamanCarga Electrónica RegulableOvanio MolinaBelum ada peringkat
- Capacitación Baterias CoexitoDokumen18 halamanCapacitación Baterias CoexitoAlirioBelum ada peringkat
- Manual Lavadora Cabrio PDFDokumen23 halamanManual Lavadora Cabrio PDFolgaremonBelum ada peringkat
- Manual de usuario inversor solar 1.5-5KWDokumen46 halamanManual de usuario inversor solar 1.5-5KWarismeBelum ada peringkat
- 2n Helios Ip - Manual de Usuario Es1737 v1.13.0.24Dokumen130 halaman2n Helios Ip - Manual de Usuario Es1737 v1.13.0.24jasz.adrianBelum ada peringkat
- NRF 272 Pemex 2011 FDokumen49 halamanNRF 272 Pemex 2011 FIssis Milly EspinosaBelum ada peringkat
- Taller 3 CálculoDokumen4 halamanTaller 3 CálculoDanilo PiñerosBelum ada peringkat
- Multigym ARG-63140: Manual de ArmadoDokumen22 halamanMultigym ARG-63140: Manual de ArmadoRoly Pariona SilvaBelum ada peringkat
- Fluke 87VDokumen60 halamanFluke 87VLuis Alejandro López Gómez100% (1)
- Modulador de Ancho PulsoDokumen47 halamanModulador de Ancho PulsoPalmer DionicioBelum ada peringkat
- Manual de Canalizaciones Por Sistemas de Bandejas Portacables 130309190103 Phpapp02Dokumen245 halamanManual de Canalizaciones Por Sistemas de Bandejas Portacables 130309190103 Phpapp02Hawer RodriguezBelum ada peringkat
- TM-2030-Vargas Mamani, Nixon EmilianoDokumen135 halamanTM-2030-Vargas Mamani, Nixon EmilianoOscar Juturi PaniaguaBelum ada peringkat
- A ES 0692 MN100 - r00Dokumen128 halamanA ES 0692 MN100 - r00Johnny Vargas SuclupeBelum ada peringkat
- Informe N°7Dokumen12 halamanInforme N°7bryanBelum ada peringkat
- Datos Sobre Presion de Inyeccion y de CierreDokumen4 halamanDatos Sobre Presion de Inyeccion y de CierreSebastian R RomeroBelum ada peringkat
- Especificacion TecnicaDokumen5 halamanEspecificacion TecnicaAgroindustrias Estela E.I.R.LBelum ada peringkat
- Calculo Del Tonelaje Requerido para Una Maquina de Inyeccion.Dokumen3 halamanCalculo Del Tonelaje Requerido para Una Maquina de Inyeccion.Jorge Alberto Cardenas MedinaBelum ada peringkat
- Diseño de Piezas de PlasticoDokumen10 halamanDiseño de Piezas de PlasticoHeeRy Rdz VIllaBelum ada peringkat
- Catalogo de Rodillos PoliuretanoDokumen6 halamanCatalogo de Rodillos PoliuretanoEdson Guery Vasquez V0% (1)
- Características Generales y Propiedades de Las Cerámicas Sin MetalDokumen28 halamanCaracterísticas Generales y Propiedades de Las Cerámicas Sin MetalgokututuBelum ada peringkat
- 63 Guia de Productos TennantDokumen12 halaman63 Guia de Productos TennantyeahhomieBelum ada peringkat
- FIJACIÓN DE TiO2 A SUSTRATOS DE VIDRIO POR SOL-GELDokumen6 halamanFIJACIÓN DE TiO2 A SUSTRATOS DE VIDRIO POR SOL-GELFiorella VivancoBelum ada peringkat
- PoleasDokumen36 halamanPoleasAdrian Santos0% (1)
- 10.02.00 Membrana PVCDokumen4 halaman10.02.00 Membrana PVCJonathan G. DueñasBelum ada peringkat
- ISO Brochure ES 2020 PDFDokumen21 halamanISO Brochure ES 2020 PDFRaymundo GarciaBelum ada peringkat
- Anexos PolideportivoDokumen27 halamanAnexos PolideportivoMarco Antonio Orosco HuayanaBelum ada peringkat
- Especificaciones Tecnicas Vidrio Fusionado Al Acero Rev Junio 2018Dokumen11 halamanEspecificaciones Tecnicas Vidrio Fusionado Al Acero Rev Junio 2018Siles LimberdsBelum ada peringkat
- Empacaduras o PackersDokumen6 halamanEmpacaduras o PackersCheloVJBelum ada peringkat
- Cómo Cobrizar Un Objeto MetálicoDokumen7 halamanCómo Cobrizar Un Objeto MetálicoCarlos OvandoBelum ada peringkat
- Capitulo 6 y 19Dokumen10 halamanCapitulo 6 y 19victor manuel vergara duarteBelum ada peringkat
- U4 IvestigacionDokumen20 halamanU4 IvestigacionManuel Torres MartinezBelum ada peringkat
- Vita pm9 PDFDokumen40 halamanVita pm9 PDFクラウン イスラエルBelum ada peringkat
- Norma de Pemex Pinturas HernandezjimenezDokumen64 halamanNorma de Pemex Pinturas Hernandezjimenezcanales117100% (1)
- Tecnicas de Deposicion Quimica en Fase Vapor CVDDokumen25 halamanTecnicas de Deposicion Quimica en Fase Vapor CVDVincent Piscitelli100% (3)
- ASM5Dokumen205 halamanASM5Carlosalv100% (1)
- Recubrimientos galvanizados: reparación de zonas descubiertasDokumen3 halamanRecubrimientos galvanizados: reparación de zonas descubiertasCarlos Maldonado SalazarBelum ada peringkat
- Recubrimientos Soldexa 2011Dokumen54 halamanRecubrimientos Soldexa 2011Eder Arturo Changano LinaresBelum ada peringkat
- TuberíaDokumen44 halamanTuberíaSergioBelum ada peringkat
- Especificaciones Tecnicas PDFDokumen75 halamanEspecificaciones Tecnicas PDFDavid Anibal Herrera JimenezBelum ada peringkat