Anda mungkin juga menyukai
- MT SpecDokumen9 halamanMT Specmunnyrrr100% (2)
- ASNT Level III AnnouncementDokumen4 halamanASNT Level III AnnouncementSelvaraj MaduraiBelum ada peringkat
- Acoustic Emission Testing Review QuestionsDokumen66 halamanAcoustic Emission Testing Review QuestionsRosber ZarateBelum ada peringkat
- LPT Spe Level II Exam QBDokumen10 halamanLPT Spe Level II Exam QBAruchamy SelvakumarBelum ada peringkat
- LPT Spe QB 2Dokumen6 halamanLPT Spe QB 2Aruchamy SelvakumarBelum ada peringkat
- Snt-Tc-1a-2016 QBDokumen19 halamanSnt-Tc-1a-2016 QBpedroBelum ada peringkat
- PTIIGENERALDokumen5 halamanPTIIGENERALsaenal rapiBelum ada peringkat
- En Nas InterpretationDokumen10 halamanEn Nas InterpretationKaung MyatToeBelum ada peringkat
- Comparison Between Ansi/Asnt CP 189 and Asnt Recommended Practice SNT TC 1ADokumen3 halamanComparison Between Ansi/Asnt CP 189 and Asnt Recommended Practice SNT TC 1AsantanuriniBelum ada peringkat
- Profile Radiography IAEADokumen14 halamanProfile Radiography IAEAPaolo Ng100% (1)
- Quizelets PDFDokumen9 halamanQuizelets PDFdiwakarBelum ada peringkat
- Ansa India Information Package Level 3Dokumen8 halamanAnsa India Information Package Level 3manoj kumar sarojBelum ada peringkat
- MFL Nava NDT Level III TipsDokumen5 halamanMFL Nava NDT Level III TipsShanmuga Navaneethan100% (1)
- VPS WP 01 Written Practice Rev 00Dokumen29 halamanVPS WP 01 Written Practice Rev 00virenckananiBelum ada peringkat
- Asnt MT Level Iii TipsDokumen2 halamanAsnt MT Level Iii TipskingstonBelum ada peringkat
- Magnetic Particle Inspection Quiz2Dokumen11 halamanMagnetic Particle Inspection Quiz2hhzaini100% (3)
- PT Level III NoteDokumen3 halamanPT Level III NoteAllen Situ80% (5)
- Basic 3 PDFDokumen19 halamanBasic 3 PDFmohamedBelum ada peringkat
- PT Quiz & Ans 3Dokumen6 halamanPT Quiz & Ans 3Goutam Kumar DebBelum ada peringkat
- BarcDokumen15 halamanBarcsojeck0% (1)
- Liquid Penetrant Testing Module 3Dokumen5 halamanLiquid Penetrant Testing Module 3mujjamilBelum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- UT LVL III ExamDokumen1 halamanUT LVL III ExamRicardo Andres Santamaria TorresBelum ada peringkat
- 3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookDokumen57 halaman3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookNayan Vyas100% (1)
- Acoustic Emission Testing Method Level I Questions: Southern Inspection ServicesDokumen5 halamanAcoustic Emission Testing Method Level I Questions: Southern Inspection Servicesprabhakaran.SBelum ada peringkat
- Rusayl Institute Ultrasonic Testing - Level Ii Ut Q Bank - 4Dokumen9 halamanRusayl Institute Ultrasonic Testing - Level Ii Ut Q Bank - 4kingstonBelum ada peringkat
- PT - Snt-Tc-1a 2006 (Study Test)Dokumen8 halamanPT - Snt-Tc-1a 2006 (Study Test)DESTINY SIMON67% (3)
- Certification Statement For NDT Level IIIDokumen1 halamanCertification Statement For NDT Level IIISantanu SahaBelum ada peringkat
- Prospectus For ASNT NDT Level-II in Bangladesh PDFDokumen6 halamanProspectus For ASNT NDT Level-II in Bangladesh PDFSafiq UddinBelum ada peringkat
- Final Draft en Iso Fdis 15548-2 - 2007Dokumen39 halamanFinal Draft en Iso Fdis 15548-2 - 2007gorkembaytenBelum ada peringkat
- PT Q&aDokumen40 halamanPT Q&aJoe BetkerBelum ada peringkat
- Preparatory Notes For ASNT NDT Level III Examination - Ultrasonic Testing, UTDokumen19 halamanPreparatory Notes For ASNT NDT Level III Examination - Ultrasonic Testing, UTsafeer ahmadBelum ada peringkat
- Question For Basic by GJDokumen53 halamanQuestion For Basic by GJravindra_jivaniBelum ada peringkat
- NDT-PQ PDFDokumen7 halamanNDT-PQ PDFMiguel RodriguezBelum ada peringkat
- Asnt PT L1, 2Dokumen19 halamanAsnt PT L1, 2jerryceppyBelum ada peringkat
- Eddy Current Inspection 50 Question QuizDokumen8 halamanEddy Current Inspection 50 Question Quiznadjat_21Belum ada peringkat
- Ut PDFDokumen88 halamanUt PDFphillipskincaidBelum ada peringkat
- MT Classroom Training HandbookDokumen56 halamanMT Classroom Training HandbookaspoiaspoiBelum ada peringkat
- Lesson 3 - IsO 9712Dokumen13 halamanLesson 3 - IsO 9712Abdelaziz AbdoBelum ada peringkat
- Asnt Recer RT QB Level IDokumen9 halamanAsnt Recer RT QB Level IkingstonBelum ada peringkat
- C.V Utekar Assistant Manager ASNT Level IIIDokumen4 halamanC.V Utekar Assistant Manager ASNT Level IIIShrikant UtekarBelum ada peringkat
- ASNTDokumen6 halamanASNTlara_rajkumar667Belum ada peringkat
- Updoc - Tips Level III Exams Topical OutlinesDokumen6 halamanUpdoc - Tips Level III Exams Topical OutlinesJulio Cesar Cardozo BrachoBelum ada peringkat
- Magnetic Particle Inspection QuizDokumen30 halamanMagnetic Particle Inspection QuizMohammad Saif100% (2)
- Chapter 7 (Halogen Leak Testing)Dokumen9 halamanChapter 7 (Halogen Leak Testing)Samia IbrahimBelum ada peringkat
- Product TechnologyDokumen138 halamanProduct TechnologyRaja SekarBelum ada peringkat
- NDT Forum - NAS410 - EN4179 RT and UT Level 2 and 3Dokumen1 halamanNDT Forum - NAS410 - EN4179 RT and UT Level 2 and 3Muhammad SyafiqBelum ada peringkat
- NDT For Roller CoasterDokumen5 halamanNDT For Roller Coasterluqman syakirBelum ada peringkat
- Ultrasonic ExaminationDokumen14 halamanUltrasonic ExaminationLiliBelum ada peringkat
- PT - ASNT Basic Level III Module 1 (Study Test)Dokumen3 halamanPT - ASNT Basic Level III Module 1 (Study Test)DESTINY SIMONBelum ada peringkat
- Modify Incorporate: Procedure For The Certification Written PracticeDokumen1 halamanModify Incorporate: Procedure For The Certification Written PracticeRakesh Srivastava100% (1)
- High Temperature Ultrasonic ThicknessDokumen77 halamanHigh Temperature Ultrasonic ThicknessAshfaq AnwerBelum ada peringkat
- PCN Level III BrochureDokumen5 halamanPCN Level III Brochuremayav1100% (1)
- UT Level III Exam Paper 2012Dokumen2 halamanUT Level III Exam Paper 2012Sani Tipare100% (1)
- Magnetic Particle Examination of Steel Forgings: Standard Test Method ForDokumen7 halamanMagnetic Particle Examination of Steel Forgings: Standard Test Method Forquiensabe0077Belum ada peringkat
- SA275Dokumen8 halamanSA275Venkateswarlu AlaBelum ada peringkat
- Magnetic Particle Examination of WeldsDokumen4 halamanMagnetic Particle Examination of WeldsshruthiBelum ada peringkat
- MPI ProcedureDokumen10 halamanMPI Procedure今夕何夕Belum ada peringkat
- Magnetic Particle Test Inspection Free NDT Sample ProcedureDokumen8 halamanMagnetic Particle Test Inspection Free NDT Sample ProcedureBhavani Prasad0% (1)
- Ogpd-Lrf-Tr-00336 Tie-In Procedure ApproveDokumen2 halamanOgpd-Lrf-Tr-00336 Tie-In Procedure Approveeldobie3Belum ada peringkat
- Introduction and History of Penetrant Inspection: Capillary ActionDokumen1 halamanIntroduction and History of Penetrant Inspection: Capillary Actioneldobie3Belum ada peringkat
- Method of Statement For Hydro Test ProcedureDokumen11 halamanMethod of Statement For Hydro Test Procedureeldobie3100% (1)
- NDE PROCESS CONTROL Rev 1Dokumen15 halamanNDE PROCESS CONTROL Rev 1eldobie3Belum ada peringkat
- Preparation of PartDokumen2 halamanPreparation of Parteldobie3Belum ada peringkat
- Pene Trant Removal ProcessDokumen3 halamanPene Trant Removal Processeldobie3Belum ada peringkat
- Developers: Developer FormsDokumen3 halamanDevelopers: Developer Formseldobie3Belum ada peringkat
- Density or Specific GravityDokumen1 halamanDensity or Specific Gravityeldobie3Belum ada peringkat
- Dimensional Threshold of FluorescenceDokumen2 halamanDimensional Threshold of Fluorescenceeldobie3Belum ada peringkat
- Common Uses of Liquid Pene Trant InspectionDokumen2 halamanCommon Uses of Liquid Pene Trant Inspectioneldobie3Belum ada peringkat
- PT BM 183 DC 00008 Preheat ProcedureDokumen5 halamanPT BM 183 DC 00008 Preheat Procedureeldobie3Belum ada peringkat
- Pt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and ErectionDokumen5 halamanPt-bm-g00-Dc-00101 Inspection and Test Plan For Piping Fabriction and Erectioneldobie3100% (1)
- PT BM 183 DC 00007 PWHT ProcedureDokumen7 halamanPT BM 183 DC 00007 PWHT Procedureeldobie3100% (1)
- PT BM 183 DC 00001 Itp BoilerDokumen5 halamanPT BM 183 DC 00001 Itp Boilereldobie30% (1)
- API 510 PC 20 31 Aug05 Final Open AnswerDokumen1 halamanAPI 510 PC 20 31 Aug05 Final Open Answereldobie3Belum ada peringkat
- Color and Fluorescent BrightnessDokumen2 halamanColor and Fluorescent Brightnesseldobie3Belum ada peringkat
- Api 510 Preparatory ExamDokumen13 halamanApi 510 Preparatory Exameldobie3100% (1)
- I.E.M.S.A.: Welding Procedure SpecificationDokumen2 halamanI.E.M.S.A.: Welding Procedure Specificationeldobie3Belum ada peringkat
- Wps 06Dokumen2 halamanWps 06eldobie3Belum ada peringkat
- I.E.M.S.A.: Welding Procedure SpecificationDokumen2 halamanI.E.M.S.A.: Welding Procedure Specificationeldobie3Belum ada peringkat
- Wps 06Dokumen2 halamanWps 06eldobie3Belum ada peringkat
- Stepan Formulation 926Dokumen2 halamanStepan Formulation 926Moaz SiddigBelum ada peringkat
- Lecture Planner - Inorganic Chemistry (Legend) - Yakeen NEET 2.0 2024Dokumen1 halamanLecture Planner - Inorganic Chemistry (Legend) - Yakeen NEET 2.0 2024Dipendra KumarBelum ada peringkat
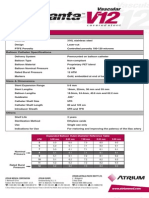
- Advanta V12 Data SheetDokumen2 halamanAdvanta V12 Data SheetJuliana MiyagiBelum ada peringkat
- User'S Guide: Tm4C Series Tm4C129E Crypto Connected Launchpad Evaluation KitDokumen36 halamanUser'S Guide: Tm4C Series Tm4C129E Crypto Connected Launchpad Evaluation KitLương Văn HưởngBelum ada peringkat
- Updated G10 Class Routine Effective From 12 January 2023Dokumen1 halamanUpdated G10 Class Routine Effective From 12 January 2023NiloyBelum ada peringkat
- Presentation - Delight Bulb PDFDokumen22 halamanPresentation - Delight Bulb PDFShiva KishoreBelum ada peringkat
- 12 Key Principles On Bhava AnalysisDokumen28 halaman12 Key Principles On Bhava AnalysisDhineshBelum ada peringkat
- Worlds Apart: A Story of Three Possible Warmer WorldsDokumen1 halamanWorlds Apart: A Story of Three Possible Warmer WorldsJuan Jose SossaBelum ada peringkat
- SambongDokumen3 halamanSambongNica Del GallegoBelum ada peringkat
- Port Name: Port of BaltimoreDokumen17 halamanPort Name: Port of Baltimoremohd1khairul1anuarBelum ada peringkat
- Plastics and Polymer EngineeringDokumen4 halamanPlastics and Polymer Engineeringsuranjana26Belum ada peringkat
- Chapter 3.c (Centroid by Intergration)Dokumen15 halamanChapter 3.c (Centroid by Intergration)Ariff AziziBelum ada peringkat
- 41z S4hana2021 Set-Up en XXDokumen46 halaman41z S4hana2021 Set-Up en XXHussain MulthazimBelum ada peringkat
- Release From Destructive Covenants - D. K. OlukoyaDokumen178 halamanRelease From Destructive Covenants - D. K. OlukoyaJemima Manzo100% (1)
- Solutions GoldsteinDokumen10 halamanSolutions GoldsteinAnyiBelum ada peringkat
- SSDsDokumen3 halamanSSDsDiki Tri IndartaBelum ada peringkat
- 1970 - Transformer FMEA PDFDokumen7 halaman1970 - Transformer FMEA PDFSing Yew Lam0% (1)
- 02-Building Cooling LoadsDokumen3 halaman02-Building Cooling LoadspratheeshBelum ada peringkat
- Ali Erdemir: Professional ExperienceDokumen3 halamanAli Erdemir: Professional ExperienceDunkMeBelum ada peringkat
- Paediatric Intake Form Modern OT 2018Dokumen6 halamanPaediatric Intake Form Modern OT 2018SefBelum ada peringkat
- Goliath 90 v129 eDokumen129 halamanGoliath 90 v129 eerkanBelum ada peringkat
- Standard Cost EstimateDokumen21 halamanStandard Cost EstimateMOORTHYBelum ada peringkat
- Emw 2007 FP 02093Dokumen390 halamanEmw 2007 FP 02093boj87Belum ada peringkat
- Curing Obesity, WorldwideDokumen6 halamanCuring Obesity, WorldwideHernán SanabriaBelum ada peringkat
- DMDWLab Book AnswersDokumen44 halamanDMDWLab Book AnswersNarpat Makwana Pune100% (1)
- Electric ScootorDokumen40 halamanElectric Scootor01fe19bme079Belum ada peringkat
- Immigrant Italian Stone CarversDokumen56 halamanImmigrant Italian Stone Carversglis7100% (2)
- Presentation On 4G TechnologyDokumen23 halamanPresentation On 4G TechnologyFresh EpicBelum ada peringkat
- Honeycomb Kevlar 49 (Hexcel)Dokumen3 halamanHoneycomb Kevlar 49 (Hexcel)Julia GarciaBelum ada peringkat
- Clevo W940tu Service ManualDokumen93 halamanClevo W940tu Service ManualBruno PaezBelum ada peringkat