Report Final
Diunggah oleh
AnhHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Report Final
Diunggah oleh
AnhHak Cipta:
Format Tersedia
Ministry Of Education And Training
PetroVietnam University
Petroleum Department
------------
INTERNSHIP REPORT
Summer Engineering Internship Jobs Of Oil
Exploration And Production Engineers At
Production Development Board Of PVEP
Internship Unit:
Student:
PVEP- PetroVietnam Production
Exploration Corporation.
Instructor: Doctor Hoang Xuan Vu
Tran Xuan Truong
Student Number: 01PET110187
K1-KKT.01 Class
Period: From 6th july to 31st july 2015
July 2015
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
THANK YOU
First of all, it is my sincere thank-you to the leadership board of PVEP who has
offered me the production internship from 6th July to 31st July 2015. I want to say a
very thank you to everyone in development production board, who has been help me
alot and especially my internship instructor at PVEP- Doctor Hoang Xuan Vu (PVEP
senior production engineer) who has been very supportive and Mr Tran Van Ban (
PVEP development production board manager in HCM city) , they helped me a lot for
the comprehensive understanding related to production problems, also willing to share
with me his experiences to work as a production engineer which is very helpful to me
in the future. Not only Mr. Vu, but all of the staff at production board of PVEP have
also supported me a lot in having more reading materials in the field, also having an
orientation for my graduation thesis in my final year of university. I have to say that
Ive had a great time here to get experiences as if I am an already production engineer.
It is my truly honor to work in such a professional environment and with such
enthusiastic and friendly people. Besides, I also send my thank-you to Miss Le Hai
Linh my lecturer at Petro Vietnam University, who is in charge of my internship
during the time I had worked at PVEP, Mr Hoang Thinh Nhan-Vice-Dean of
Petroleum Department of PetroVietnam University, who has introduced and made my
internship procedures available. Finally, thank you very much!
Ho Chi Minh City
30th July 2015
Student: Tran Xuan Truong
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
PVEP INTRODUCTION
PVEP has been having a long tradition and the key unit of PVN in the oil
exploration and drilling in years. The process of establishment and development of
PVEP has associated with the oil history of Vietnam over the past fifty years.
Originating from companies of Petrovietnam II (PV-II, established in 5/1988) and
Petrovietnam I ( established in 11/1988), PVEP has many times changed its name and
structure to suit with different periods of development. In 1993, PVSC and PVEP were
established through reconstructing PV-II and PV-I, this was an important milestone to
mark one stride of Vietnam oil industry in effectively manage oil drilling and
exploration operations in Vietnam, also participating in both domestic and overseas oil
activities as an oil contractor in order to develop into a real oil company step by step.
The birth of PIDC based on PVSC in 2000 was a historical milestone for the
development of present PVEP with PIDC boosting investment, joining capitals into
domestic projects, getting first successes in controlling crucial exploration projects by
itself along with deploying overseas projects through joint projects with Iraq, Algeria,
Malaysia, Indonesia.
PVEP is established in 4th May 2007 based on the combination of oil exploration
production company and oil investment-development company in order to reunite the
business and production activities in domestic and overseas.
Inheriting the accomplishments and experiences from precursor units, PVEP has
drastically developed and reaped lots of successes in the oil exploration and production
field. In the period of 2007-2012, PVEP exploited more than 40 million tons of oil and
condensate, 36.5 billion m3 of gas, announced the 27 oil explorations and put the new
16 reservoirs into production. The revenue during this period reached over 171.000
billion of Dong, submitting 59.000 billion of Dong for state budgets. Continuing the
role of pioneer unit of PVN in global economic integration, PVEP is now taking part
in tens of projects over 14 countries. By which some reservoirs of Cendor, D30 in
Malaysia and accelerating the production activities in Peru, Algeria,The
accomplishments of PVEP along with PVN has significantly contributed to secure
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
national energy security, control the macroeconomics as well as the island sovereignty
of Vietnam.
1. Duties and functions of the boards
The boards have common functions as consultant to help the board of directors and
board member in the management and administration activities of the company
Taking responsibility to resolve work related directly to each department.
Participate in helping to resolve work of other department if relevant or when to be
asked
Support the implementation and monitoring of implementation, the project's operating
subsidiaries or unit members.
Building regulations, workflow process to ensures consistent and in accordance with
the provisions and the general operation of the company. Taking responsibility to
construct the statutes, policies, internal regulations of the company relating to the field
of activity of the board.
Building strategies, short, medium and long-term plans for the company.
Direct manage worker, salary, proposals awards, discipline for staff.
Ensure the principle of democratic concentration for each board, collective stick
construction group reviews, develop the capacity to work of the employee.
Report on activities of the department in time prescribe and irregular reports as the
bridge of the leadership Of the company, annual summary reports on field operations
of the board.
2. The mainly production activities and business of the company
Exploration and exploitation of oil and gas of PVEP currently vibrant take place in
both domestic and abroad. In the country, PVEP exploration activity in some places
include red river base, Phu Khanh base, Cuu Long base, Nam con son base, Malay
Tho Chu base. PVEP are projected in 13 countries of the region have the potential gas
oil in the Middle East, North and Central Africa, Latin America, South-East Asia.
2.1. The exploration
PVEP has built the target exploration strategic both in domestic and aboard according
to the period of 2011-2015. Striving for increase in capacity both at home and abroad
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
are 120 million tons of oil and fiend recovery period 2016-2025 and reached 200
reserves increase million tones of friend recovered oil.
2.2. Domestic exploration
The price of oil suddenly falling from 112 USD per barrel in June 2014, down to under
60 USD per barrel (mid-December, 2014), it record lowest level in the past 5 years,
plus the fluctuations in economic both in domestic and foreign countries has directly
impact on PVEP's activities.
In Vietnam, PVEP's business must face the hard difficult due to the tense situation on
the East Coast, some of the main mine are on the momentum of decline production of
small mines, mostly in deep water offshore areas-where always contains risks and
complex geology.
In the region has the potential of oil and gas has been proven to have high potential,
little risk, PVEP involved up to 100% of the shares or holds dominant stakes and direct
executives, especially in the Cuu Long base, Nam con son base, Red river base. In
addition, PVEP continue to study the subjects of traditional African exploration (nonstructural traps), study of the hot new deposits and new resources such as coal, gas,
shale gas ice fire.
2.3. Foreign exploration operations
Along with that is the fierce competition in the international oil and gas operations
makes the expand investment of PVEP met many obstacles. Moreover, the field of
investment in some countries have projects of PVEP continued negative changes.
PVEP actively invests on the principle of economic efficiency in order to offset the
lack of output shortages in the country and contribute to ensuring energy security for
the nation's economy.
In the period of 2015-2020, PVEP will select the potential areas with highly of oil and
gas, favorable political relations and cooperation with other oil and gas companies.
PVEP focuses on investments in the key areas of potential in Southeast Asia, Africa,
the Middle East, the countries of the former Soviet Union and Central/South America.
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
3. Production activity
According to the plan signed with PVN, PVEP's reserves increase during the year
2015 from 18 to 23 million tons of oil, the rules produced 5.86 million ( 4.71 million
tonnes of oil and 1.15 billion m3 of gas ), planning to produce three new field and
take signed 1-2 new contracts. However, due to oil price fluctuations, PVEP has
proactively reviewing and adjusting the project to match with the actual situation (cut
off 6 wells in home, three wells in the foreign, reduced investment of 480 million
USD, equivalent to 29%compared to the plan). PVEP also successfully reduced
operating costs, production (OPEX) down on the under 13%.
In the period 2012-2015 the total output of oil and gas extraction is expected on the
conversion 130 million tons and in the period 2016-2025 the total output of oil and gas
exploitation project above 400 million tons.
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
INDEX
CHAPTER I: PIPELINES ............................................................................................... 1
1. Pipelines ................................................................................................................... 1
2. Design Factors .......................................................................................................... 1
CHAPTER II: WELLHEAD ........................................................................................... 3
1. Wellhead Equipment ................................................................................................ 3
1.1. Xmas tree ........................................................................................................... 3
1.2. Down Hole Safety Valve ................................................................................... 4
2. Routine Operating Checks and Maintenance ........................................................... 5
3. Developing an Oil Field ........................................................................................... 5
4. Deviated Drilling ...................................................................................................... 6
5. Completing a Well ................................................................................................... 7
CHAPTER III: SEPARATOR ........................................................................................ 9
1. Objective .................................................................................................................. 9
2. Separation ................................................................................................................. 9
3. Flow patterns .......................................................................................................... 10
4. Separator Construction ........................................................................................... 11
5. Principles of separation: ......................................................................................... 12
6. The Separation Process: ......................................................................................... 12
6.1. Physical Separation .......................................................................................... 12
6.2. Flash Separation ............................................................................................... 12
6.3. Inlet Separation ................................................................................................ 12
6.4. Secondary Separation (Quieting Sections) ...................................................... 12
6.5. Residence Time ............................................................................................... 13
7. Separation and stabilisation PFD ........................................................................... 13
7.1. Separation Trains ............................................................................................. 13
7.2. The Ideal Separator .......................................................................................... 13
8. Separation systems ................................................................................................. 14
9. Reservoir to Process Train ..................................................................................... 14
10. Cooling after the final stage of separation: .......................................................... 15
11. Separator Instrumentation .................................................................................... 15
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER IV: PUMPS ................................................................................................ 18
1. Pumps ..................................................................................................................... 18
1.1. Centrifugal Pumps: .......................................................................................... 18
1.2. Positive Displacement Pumps: ........................................................................ 19
1.3. Pump Head ....................................................................................................... 20
1.4. Cavitation in Pumps:........................................................................................ 20
Chapter V: Compresser ................................................................................................. 21
1. Objective ................................................................................................................ 21
2. Definition ............................................................................................................... 21
2.1. Gas ................................................................................................................... 21
2.2. Water Content: ................................................................................................. 21
2.3. Dew Point: ....................................................................................................... 21
2.4. Cricondenbar:................................................................................................... 21
2.5. Compression Ratio: ......................................................................................... 21
3. Methods of Compression ....................................................................................... 22
4. Reciprocating Gas Compressor .............................................................................. 24
5. Double-Acting compressors ................................................................................... 24
6. Lubricating System ................................................................................................ 24
7. Interstage Cooling .................................................................................................. 25
8. Centrifugal Type compressors ............................................................................... 26
9. Compressor Variables ............................................................................................ 28
10. Compressor Controls ............................................................................................ 29
11. Problems and solution .......................................................................................... 29
CHAPTER VI: VALVE, FLANGES AND PRODUCTION CHOKE ......................... 30
1. Valves ..................................................................................................................... 30
1.1. Common Types Of Valves: ............................................................................. 30
1.2. Working condition ........................................................................................... 30
1.3. Bolting Techniques .......................................................................................... 31
2. Flanges ................................................................................................................... 32
2.1. Type of glanges ................................................................................................ 32
2.2. Flange Bolt Tightening Sequences .................................................................. 34
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
2.3. Flange Facings ................................................................................................. 35
2.4. Insulated Flanges ............................................................................................. 35
3. Production Chokes ................................................................................................. 35
3.1. Purpose of chokes ............................................................................................ 35
3.2. Method of Choke Operation ............................................................................ 36
3.3. Problem and solution ....................................................................................... 36
3.4. Crrrosion .......................................................................................................... 36
CHAPTER VII: CHEMICAL INJECTION .................................................................. 37
1. Objective ................................................................................................................ 37
2. General ................................................................................................................... 37
2.1. Solids Deposition ............................................................................................. 37
2.2. Formation Of Emulsions.................................................................................. 37
2.3. Solids Deposits ................................................................................................ 37
3. Control.................................................................................................................... 37
3.1. Gas Hydrates .................................................................................................... 37
3.2. Sand control ..................................................................................................... 38
3.3. Scale control .................................................................................................... 38
3.4. Waxes and Ashphaltenes control ..................................................................... 38
4. Hydrate Prevention: ............................................................................................... 39
4.1. Wax Paraffin .................................................................................................... 39
5. Asphaltenes ............................................................................................................ 40
6. Chemical Injection System Design ........................................................................ 41
7. Chemical Injection ................................................................................................. 41
8. Scale Inhibition ...................................................................................................... 42
9. Emulsion Control ................................................................................................... 43
CONCLUSION ............................................................................................................. 44
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
LIST OF FIGURE AND TABLE
Figure 1. 1 Typical pipeline rotes .................................................................................... 1
Figure 2. 1 Typical layout of a north sea well ................................................................. 3
Figure 2. 2 Typical subsea wellhead ............................................................................... 4
Figure 2. 63 Typical both platform and subsea wells and manifolds .............................. 7
Figure 3. 1 Typical horizontal separator.......................................................................... 9
Figure 3. 2 Typical vertical separator ............................................................................ 10
Figure 3. 3 Three phases separator internals ................................................................. 11
Figure 3. 4 Three phases separator internals ................................................................. 11
Figure 3. 5 Separation and stabilisation PFD ................................................................ 13
Figure 3. 6 Typical three-phase separator ..................................................................... 14
Figure 3. 7 Reservoir to Process Train .......................................................................... 15
Figure 3. 8 Typical production train separator instrumentation ................................... 16
Figure 4. 1 Typical Pumbs............................................................................................. 18
Figure 4. 2 Typical centrifugal pumps .......................................................................... 19
Figure 4. 3 Typical Displacement pumbs ...................................................................... 19
Figure 4. 4 Typical flow versus differential pressure .................................................... 20
Figure 5. 1 LP gas compression PFD ............................................................................ 22
Figure 5. 2 Reciprocating compresser ........................................................................... 23
Figure 5. 3 Centrifugal compressor ............................................................................... 23
Figure 5. 4 Double-Acting compressor ......................................................................... 24
Figure 5. 5 Lubricating System ..................................................................................... 25
Figure 5. 6 Interstage Cooling ....................................................................................... 26
Figure 5. 7 Centrifugal Type compressorsComponents ................................................ 26
Figure 5. 8 Casing of compressor .................................................................................. 27
Figure 5. 9 Centrifugal type compressors typical rotor ................................................. 27
Figure 5. 10 Centrifugal type compressor thrust direction ............................................ 28
Figure 5. 11 Centrifugal compressor balance drum thrust ............................................ 28
Figure 6. 1 typical bolt tightening sequences for flanges .............................................. 33
Figure 6. 2 typical bolt tightening sequences for flanges .............................................. 33
Figure 6. 3 typical bolt tightening sequences for flanges .............................................. 34
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 6. 4 Typical torge wrench .................................................................................. 34
Figure 6. 5 Production choke......................................................................................... 35
Figure 6. 6 Choke operating ares ................................................................................... 36
Figure 7. 1 A large gas hydrate plug in a subsea pipline ............................................... 38
Figure 7. 2 Effect of gas composition on hydrate formation tempratures ..................... 39
Figure 7. 3 Wax Paraffin ............................................................................................... 39
Figure 7. 4 Asphaltenes ................................................................................................. 40
Figure 7. 5 Typical injection system ............................................................................. 41
Figure 7. 6 Chemical injection pumping system ........................................................... 42
Figure 7. 7 Typical scale deposition .............................................................................. 43
LIST OF TABLE
Table 6. 1 API Flange Temperature to Pressure Rating..........................................................................31
Table 6. 2 API Flange Test and Working Pressures. ...............................................................................31
SV Thc Hin: Trn Xun Trng
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER I: PIPELINES
1. Pipelines
Pipelines are the most common way of transporting oil or gas. Pipelines are like any
flow line except that pipelines are
Very long.
As straight as is possible.
Are welded (continuous).
Have no sharp bends.
Are often buried or inaccessible over the majority of their length
Require regular cleaning and inspection.
Are often very cold due to depth of water resulting in condensation and corrosion.
Figure 1. 1 Typical pipeline rotes
2. Design Factors
The design factors of the pipe line which must be considered are
Physical and chemical properties of the fluid transported
Maximum volume of fluid being transported
Environment the pipeline will travel through
Required delivery pressure
SV Thc Hin: Trn Xun Trng
Page 1
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Heavy Crudes: Some crude oil with very high pour points or high wax content require
pipelines of special design or treatment to meet following needs such as
Insulating and heat tracing the pipeline
Heating the crude to high temperature
Use high pressure pumping
Injecting water
Exporting an emulsion of crude and water
Processing
Adding a less dense stream of fluid, (condensate)
Chemical injection
SV Thc Hin: Trn Xun Trng
Page 2
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER II: WELLHEAD
1. Wellhead Equipment
1.1. Xmas tree
This subsea Xmas tree is being lowered on a running tool. It is a Horizontal type tree
where the master and flow valves are out with the vertical opening of the tree. This
allows easy retrieval of the tubing through the tree. With previous types of tree, the
tree would have to be removed before the tubing could be removed. Thus the
Horizontal tree saves time money and is safer.
Figure 2. 1 Typical layout of a north sea well
SV Thc Hin: Trn Xun Trng
Page 3
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 2. 2 Typical subsea wellhead
1.2. Down Hole Safety Valve
It IS the first valve from bottom in a completion string
Located at a depth of approximately 2000 feet from process deck.
Hydraulically controlled from the surface
Fail safe (closes with a spring on loss of hydraulic pressure)
BaIl Type : Less Common, prone to Leakage, restricts
Flapper Type: More common, seal protected, greater
Figure 2. 3 Down hole safety valve
SV Thc Hin: Trn Xun Trng
Page 4
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
2. Routine Operating Checks and Maintenance
Annulus pressure will increase due to temperature when well is opened for first
time - blow down this pressure.
Blow down to platform-specific limits
Monitor fluids drawn off for type and volume
Tubing Head Pressure
Flowing and Static Pressures
Greasing and Closure Tests
Different greases for oil and gas
Integrity Tests of the DHSSV, Upper Master Valve (U MV), and FWV
Leakage rates monitored
3. Developing an Oil Field
The extent of the field must be found and test wells drilled
Several wells can be drilled and produced to one platform.
Appraisal wells are drilled
Core samples taken
Properties of the rock determined (electrical, permeability, etc.)
Test wells are flowed if possible
The boundaries of the discovery are established
If the field is big enough to be economically viable, development wells are drilled and
used for production.
Figure 2. 4 Directional drilling from single platform
SV Thc Hin: Trn Xun Trng
Page 5
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
4. Deviated Drilling
Economics demand that a single platform is capable of draining a large area of
reservoir or reservoir(s)
Deviated drilling allows a single structure to reach the furthest expanses of the
reservoir
Allows the reservoir to be drained more effectively
Subsea Completions can also be tied back to the platform from outlying traps,
and secondary reservoirs
Figure 2. 5 Typical drilling rings
SV Thc Hin: Trn Xun Trng
Page 6
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 2. 63 Typical both platform and subsea wells and manifolds
5. Completing a Well
The well completion consists of decreasing diameters of tubing, each one drilled
deeper into the formation and cemented in position.
Conductor - outermost casing
Surface - forms outer wall of the c annulus
Intermediate - drilled deep into the formation
Production tubing - conducts reservoir fluids to the xmas tree
The completion production tubing requires maintenance and work over.
SV Thc Hin: Trn Xun Trng
Page 7
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 2. 7 Perforated casing and liner completions
SV Thc Hin: Trn Xun Trng
Page 8
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER III: SEPARATOR
1. Objective
Principle of separation
Separation Process
Separation systems
Separator Types
Separator Construction
Separator Instrumentation
Process Shutdown
Crude Oil Coolers
Nucleonic Level Devices
2. Separation
Separators separate a fluid mixture into its separate parts (phases) according to density.
Separators are classified by
Shape or Position of the Vessel
Number of Fluids (Phases) to be Separatea I
Two most common shapes are
Horizontal
Vertical
Figure 3. 1 Typical horizontal separator
SV Thc Hin: Trn Xun Trng
Page 9
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 3. 2 Typical vertical separator
3. Flow patterns
The flow in vertical and horizontal separators is similar
A mixture of fluids enters at the side or end of the vessel
Lighter components exit from the top (gas)
Denser (heavier) components exit from the bottom (oil & water)
A three-phase Horizontal Separator uses a weir or stilling pipe to segregate the
heavier components into two streams.
The weir acts as a barrier and holds the water phase behind it
The oil floats on the water and cascades over the weir
The weir acts as an interface (between oil and water) level control
SV Thc Hin: Trn Xun Trng
Page 10
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 3. 3 Three phases separator internals
Figure 3. 4 Three phases separator internals
4. Separator Construction
Separators are made of steel, and built according to rigid engineering specifications
All seams are welded
SV Thc Hin: Trn Xun Trng
Page 11
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
The separator may be lined against corrosion
Internals are bolted for ease of inspection and repair
Separators corrode (rust) especially across oil/water interface.
Internals such as weirs also rust and can be the cause of water contamination n oil and
level control problems.
5. Principles of separation:
The fluids must not be soluble into each other.
There must be a difference in density between the fluids
The greater the difference in density, the easier fluids will separate
6. The Separation Process:
The separation of gas, oil, and water is largely achieved by
Physical Separation
Flash Separation
6.1. Physical Separation
Settling due to different densities over residence time
Coalescence
Filtration
Velocity Changes
Centrifugal Forces
Impingement
6.2. Flash Separation
Acts be reducing pressure on crude mixture
Increased Temperature
Enlarge the Volume available to encourage gas out of solution
The effect of these processes can be optimised when:
The separator makes use of as many processes as possible
The separator has been sized to accommodate the maximum expected fluids
Residence time in vessel is sufficient for efficient separation to take place
Efficient separation of fluids takes place in a series of stages inside each
separator
6.3. Inlet Separation
Bulk of gas/oil separation
Diverter plate forces change of direction
6.4. Secondary Separation (Quieting Sections)
Flow is slowed
Flow is straightened
SV Thc Hin: Trn Xun Trng
Page 12
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Coalescing
Chemical injection
6.5. Residence Time
Residence Time is the time the reservoir fluids take to pass through a separator It
usually takes between 2 and 4 minutes time for crude oil to pass through a separator.
7. Separation and stabilisation PFD
7.1. Separation Trains
The number of crude oil separation trains and the number of stages (separators of
decreasing pressure! temperature) varies with each installation. The principles of a
two-stage process apply equally to a four-stage process.
7.2. The Ideal Separator
An ideal separator reduces the pressure of thereservoir fluids to near atmospheric
pressure at the discharge of the separator . In practice, this s rarely possible because
the crude mixture would foam uncontrollably (like a champagne bottle opening) and
the best approach is to use multiple stages, which reduce the pressure gradually - in
stages.
Figure 3. 5 Separation and stabilisation PFD
SV Thc Hin: Trn Xun Trng
Page 13
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
8. Separation systems
Separators are located downstream of the wellhead Xmas tree, choke, and manifolds
They provide the following services
Clean up completions
Test individual wells
The majority of separators offshore are three-phase separators.
The main difference between three and two- phase separation is the weir plate which
separated liquids, and the additional instrumentation needed to control an additional
interlace
Figure 3. 6 Typical three-phase separator
9. Reservoir to Process Train
The Separation System involve following stages:
Stabilisation
Stabilisation at First Stage
Pressure and Temperature
Stabilisation at Second Stage
Pressure and Temperature
Stabilisation at Third Stage
Pressure and Temperature
SV Thc Hin: Trn Xun Trng
Page 14
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Stabilisation means no more separation of gas/oil phases at that pressure and
temperature
Figure 3. 7 Reservoir to Process Train
10. Cooling after the final stage of separation:
Stabilises the crude at the required vapour pressure
Minimises the temperature gradient across the storage cell walls in concrete
bunkers
Prevents vapour losses
Reservoir to Test Separator
Identical flow path to the main separation -all flows from the test separator are
measured
11. Separator Instrumentation
Within operational requirements-all separators are fitted with:
Pressure Indication and Control
Temperature Indication
Pressure Safety Valve(s)
SV Thc Hin: Trn Xun Trng
Page 15
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Manual Blowdown Line
Gas Outlet Line
Gas Outlet Flow Meter
Level Indication and Control
Oil Outlet Line
Drains
Figure 3. 8 Typical production train separator instrumentation
All Separators are fitted with the following protection facilities:
SV Thc Hin: Trn Xun Trng
Page 16
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
High Level Shutdown (Level Switch Hi Hi, LSHH)
High Level Alarm (LSH)
Low Level Alarm (LSL)
Low Level Shutdown (LSLL)
High Pressure Shutdown (Pressure Switch Hi Hi, PSHH)
High Pressure Alarm (PSH)
Low Pressure Alarm (PSL)
Low Pressure Shutdown (PSLL)
Automatic Isolation Valves on All Inlets and Outlets (ESDV5)
Where the crude is cooled prior to the final stage separator the following instruments
are also used:
High Temperature Shutdown (TSHH)
High Temperature Alarm (TSH)
Pressure Control
Gas (used as means of pressure control) from the separators can go to either or both of
two routes;
To flare during start-up and upsets
To the compressors assigned to the separator stage
Level Control
Liquids under level control follows the same path regardless of the condition of the gas
compression. Level control is accomplished by use of a level sensor, and a transmitter
acting on one or more control valve
SV Thc Hin: Trn Xun Trng
Page 17
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER IV: PUMPS
1. Pumps
Pumps are used to provide energy to move fluids. These are two distinct types,
Centrifugal pumps and Positive displacement pumps (PD).
PD pumps are most often used where higher pressures and lower volumes are required.
Centrifugal pumps are used where lower pressure and higher volumes are required.
Figure 4. 1 Typical Pumbs
1.1. Centrifugal Pumps:
Are of simple construction and can also be known as Rotodynamic. The pumps consist
of vaned wheels called impellers
Single Rotating Impeller (Can be Multi-Stage)
Stationary Spiral Casing (Volute)
Centrifugal pumps are generally used for lower pressure, higher volume applications.
SV Thc Hin: Trn Xun Trng
Page 18
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 4. 2 Typical centrifugal pumps
1.2. Positive Displacement Pumps:
Positive displacement (PD) pumps can be piston, screw or gear driven and are
not reliant on the suction pressure to attain discharge pressure.
A positive displacement pump has an isolation valve system between inlet and
outlet section of the pump preventing backflow.
PD pumps are most often used where higher pressures and lower volumes are
required
Figure 4. 3 Typical Displacement pumbs
SV Thc Hin: Trn Xun Trng
Page 19
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
1.3. Pump Head
Head is the difference between the suction and the discharge pressure. Net Positive
Suction Head (NPSH) = The required head of fluid to flood the suction inlet and
prevent vapor locking.
The minimum suction pressure is specified by manufacturer on a plate on the
machine
Available suction pressure should be 1 - 10% above this minimum pressure
PD pumps displace the same amount of fluid with each revolution, or stroke,
and are commonly used for chemical injection, lube oil supply, and metering
systems
Figure 4. 4 Typical flow versus differential pressure
1.4. Cavitation in Pumps:
Cavitation is the term used for liquid vaporizing inside the volute (pump inlet eye). It
creates small bubbles of vapor which collapse against the pump surface with shock,
chipping off particles of metal. Cavitation can be caused by a suction pressure lower
than the vapor pressure of the pumped fluid
SV Thc Hin: Trn Xun Trng
Page 20
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Chapter V: Compresser
1. Objective
Principles of Gas Compression
Method of Gas Compression
Types of Gas Compressor
Problems of Gas Compression
Lubricating System of Compressor
Interstage Cooling System of Compressor
2. Definition
2.1. Gas
Is a matter, which has loosely bound molecules, and these molecules freely occupy
any amount of space
Gases can be compressed into a required volume or density and can be compressed to
a liquid state. Gases flow from higher pressure to lower pressure to find a balanced
state.
2.2. Water Content:
The amount of water contained within the gas usually measured at a certain pressure
and temperature (dew point)
2.3. Dew Point:
Is that temperature when the first drop of liquid condenses from a vapor
Operating Temperature: Required temperature to prevent liquid dropping out or
forming in the gas.
2.4. Cricondenbar:
The maximum pressure at which vapor and liquid may exist in equilibrium
2.5. Compression Ratio:
Compression Ratio (CR) is the ratio between the suction pressure (Absolute) and the
discharge pressure (Absolute) of a compressor.
Absolute Pressure:
Pressure measured by the pressure gauge + approx 15 psi
SV Thc Hin: Trn Xun Trng
Page 21
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Principle of Gas Compression
PIVI = P2V2 (at constant Temperature).Where initial pressure and volume (pivi) is the
same ratio as increased or decreased pressure and volume (p2v2). when gas is
compressed, the following takes place: pressure rises, volume decreases, temperature
rises, external power is applied.
When gas is compressed, Absolute Pressure measurement is used for calculations. If
you wish to measure
Absolute Pressure, the pressure exerted by the atmosphere s not included in the
Gauge reading.
Therefore, atmospheric pressure is added to the gauge reading to convert in to
an Absolute Pressure.
These common conversion values are used to calculate Absolute pressure: psig
(pounds per square inch gauge) = 14.7 psia (pounds per square inch absolute), kPag
(kiloPascals gauge) = 101 KPaa (kilo Pascals absolute). 1 barg (bar gauge) = 0 bara
(bar absolute), 0 bara (bar absolute) = -1 barg (bar gauge)
3. Methods of Compression
A gas compressor is a mechanical device that takes in a gas and increases its pressure
by squeezing a volume of it into a smaller volume. Usually this is done in several
stages. Below is a two-stage compression system.
Figure 5. 1 LP gas compression PFD
There are two Common ways to compress gas:
SV Thc Hin: Trn Xun Trng
Page 22
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
By Positive Displacement Compressor:
A fixed volume of gas is compressed using. Reciprocating Compressors, and a positive
displacement method is used. These compressors are used for relatively low flow and
high pressure operations.
Figure 5. 2 Reciprocating compresser
By Centrifugal Compressor:
Centrifugal Compressor imparts energy in to gas flow, by increasing the velocity of
the gas then changing the velocity to pressure. These compressors are used where
higher flow rates and volumes of gas is required, but at lower pressures.
Figure 5. 3 Centrifugal compressor
SV Thc Hin: Trn Xun Trng
Page 23
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
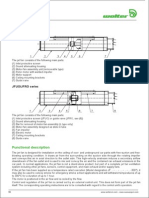
4. Reciprocating Gas Compressor
Used for low flow and high pressure operations.
Reciprocating Type :
Connecting Rod
Piston
Crosshead
Cylinder head
Piston Rod
Cylinder
Suction Valves
Discharge
Suction Inlet
Discharge Valve
The compressor has the following components as below:
Packing
Wrist Pin
Crankshaft
5. Double-Acting compressors
Double-Acting compressors compress on both strokes of the piston.When multistage
machines are used, they are frequenUy cooled between the stages.
Figure 5. 4 Double-Acting compressor
6. Lubricating System
The purpose of the Lubricating System is to: Create an anti-friction film between
moving surfaces
Reduce metal wear
SV Thc Hin: Trn Xun Trng
Page 24
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Cool by removing the heat generated by friction and compression Provide a
degree sealing action
Clean by removing the dirt and debris from the bearing surfaces Protect metal
surface from corrosion
Figure 5. 5 Lubricating System
7. Interstage Cooling
Interstage cooling is necessary to protect the compressor from damage and to make the
compression process more efficient. Lnterstage cooling principles apply to both types
of compressors, (reciprocating and centrifugal) and has the following advantages:
Reduction in horsepower by multi stage pressure increase
Recovery of heavy hydrocarbon condensate by cooling and condensation
Volume reduction of Machinery due to multi staging and greater efficiency
using cooled (denser) gas
Protection of compressors and plant against extreme temperatures due to gas
compression heat.
SV Thc Hin: Trn Xun Trng
Page 25
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 5. 6 Interstage Cooling
8. Centrifugal Type compressors
Centrifugal Type compressors are used for high flow operations and where high
energy efficiency is required.
Figure 5. 7 Centrifugal Type compressorsComponents
Casing : Is the housing for the rotating parts of the compressor
Impeller: This is a rotating wheel which increases the gas flow
Rotor and Shaft: Compressor equipped with two or more impellers has its shaft
I impeller assembly referred to as the Rotor
Thrust Bearings : Locate the Rotor axially and absorb any axial rotor thrust
forces
Balancing Drum :Uses machine discharge pressure to cancel out thrust forces.
Diaphragm :ls the device that separates the stages in a multi stage compressor
Inlet Guide vanes : The inlet guide vanes controls the flow rate of the gas in the
compressor. The performance of the compressor is affected by direction and
velocity of the gas enters the impeller eye.
SV Thc Hin: Trn Xun Trng
Page 26
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Main (Journal) Bearings: Maintain the rotor assembly n its correct position,
especially when load or speed parameters changes.
Figure 5. 8 Casing of compressor
Figure 5. 9 Centrifugal type compressors typical rotor
SV Thc Hin: Trn Xun Trng
Page 27
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 5. 10 Centrifugal type compressor thrust direction
Centrifugal compressors thrust balancing drum
Gas pressure is routed to the downstream side of the balancing drum to counteract the
thrust pressure caused by the impellers upstream
Figure 5. 11 Centrifugal compressor balance drum thrust
9. Compressor Variables
Compressors are often arranged in stages to increase efficiency, and this depends on
SV Thc Hin: Trn Xun Trng
Page 28
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Compression Ratio
Volumetric Flow Rate
Pressure & Flow Characteristics of the System
Attached here is a stage table of compressors to give comparative study between the
number of impellers in use, increase in temperature and power consumption.
10. Compressor Controls
The following types of drivers used to drive Compressor
Gas or Steam Turbines
Variable direct voltage Electric Motor
Variable alternating current frequency Electric Motor
Fixed Speed drives
Diesel Engines
Safety Systems and Controls
Compressors are usually controlled locally by Programmable Logic Controller
(PLC) or computer systems.
Critical signals from the Local Control Panels (LCP) are copied to the Central
Control Room displays for appropriate action.
Manual start-up and shut-down procedures must be followed carefully
Built-in protection systems contain, pre-lubricating and post- lubrication cycles
to protect bearings when cooling and heating.
In case where electrical lubricating pumps fail, gravity fed lubrication is
provided for back-up protection of bearings and shafts.
Additionally, the compressors will not start without certain recommended
permissive achieved: for instance lub oil temperature.
Centrifugal Compressor Problems
11. Problems and solution
Two main operating problems : Surge and Stonewall
Surge occurs when the compressor s operated at below its minimum capacity at
particular speed. It undergoes supply starvation and cannot provide sufficient
discharge pressure. The result is that reverse flow occurs. This reverse flow then
increases the discharge pressure and flow resumes forward, dropping the inlet pressure
once more. The cycle repeats rapidly and vibrations increase greatly. If the surge is not
controlled quickly, it can cause extensive damage to the compressor. Refer to
compressor operating curves for the comparative study.
Solution: Antisurge control.
Surge is an unstable operating condition, it is controlled by the recycling gas from the
discharge of the compressor and fed in to suction side of the compressor and this
maintains a minimum flow through the compressor
SV Thc Hin: Trn Xun Trng
Page 29
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER VI: VALVE, FLANGES AND PRODUCTION CHOKE
1. Valves
1.1. Common Types Of Valves:
1.1.1. Gate Valves:
These valves are fully open or shut in the operation and should not be throttled.
1.1.2. Ball and Plug Valves:
Fully opened or shut in the operation and should not be throftled.
1.1.3. Globe Valves:
Flow control valve, can be throttled and gives tight shut off.
1.1.4. Butterfly valves:
Used for lower flow rates I pressures. Risk of leaking usually cannot give full shut n
under pressure
1.1.5. Relief Valves:
Spring or pilot operated to open at a given pressure to protect systems from
overpressure
1.1.6. Check valves:
To allow flow in one direction only (Should NOT be used for an Isolation).
1.1.7. Actuator operated:
Quick acting for emergency shut off, usually big size valves and remotely operated
1.1.8. Twin Seal:
Used for tight shutoff in both directions
1.1.9. Needle Valves:
Used in high pressure operations, where bleed off or isolation to instruments is
required.
1.1.10. Ball check valves
Used in the sight or gauge glasses, (for effective operation, the valve handle on the
sight glass should be fully open.)
1.2. Working condition
The number of the series relates to the maximum working pressure expressed in psi at
a temperature of100F.
SV Thc Hin: Trn Xun Trng
Page 30
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
The maximum working pressure is affected by temperature and will be reduced by a
factor of 1.8% for each 50F increase in temperature above 100F to a maximum of
450F.
The following table gives the maximum working pressure as a function of
temperature.
Table 6. 1 API Flange Temperature to Pressure Rating.
Temp F
API 2000
3000
5000
10000
15000
100
150
200
250
300
350
400
450
2000
1964
1928
1892
1856
1820
1784
1748
3000
2946
2892
2838
2784
2730
2676
2622
5000
4910
4820
4730
4640
4550
4460
4370
10000
9820
9460
9280
9100
8920
8740
8560
15000
14730
14460
14190
13920
13650
13380
13110
For flanges less or equal to 14 diameter, the hydrostatic test pressure is 2 times the
maximum working pressure (MWP).
For flanges of equal or more than 16 diameter the hydrostatic test pressure is 1.5
times the maximum working pressure (MWP).
Table 6. 2 API Flange Test and Working Pressures.
Series API
Max WP psi
Test Pres Flanges
14 or Less
Test Pres for
Flanges >16
2000
3000
5000
2000
3000
5000
4000
6000
10000
3000
4500
1.3. Bolting Techniques
There are three accepted ways of tightening a bolt, stud or fastener
SV Thc Hin: Trn Xun Trng
Page 31
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
1.3.1. Torque
The use of torque is the most widespread throughout industry. Torque can be achieved
through manual means, such as:
Flogging spanners, torque multipliers, or hydraulic, air or electric powered wrenches.
Torquing is the area where most mistakes are made
1.3.2. Tension
Tensioning Tools are usually hydraulically powered and used for multiple or simultaneous
tightening of bolts.(The bolt is stretched and then the nuts are added). They are more accurate
(if maintained properly) than using torque since friction factors are not involved.
New bolts should be used and not retightened ones.
1.3.3. Heating
Bolt heating is a specialised process and often used by the Power Generation Industry
for tightening turbine-casing studs. The studs have a pre-drilled hole down their centre
into which an electrically powered heating element or wand is introduced.
1.3.4. Differences between Torque and Tension
Torque
Used for common or standard length bolts/studs.
Accuracy dependant on frictional effects.
No strain losses.
Suits short to medium length bolts.
Usual to tighten one bolt at a time.
Large tooling needed for high torques.
Tension (For applications using hydraulic bolt tensionsers.)
Requires one extra diameter of bolt length.
Accuracy independent of friction.
Strain losses need accounting for.
Suits medium to long bolts
Any number of bolts can be tightened at the same time.
Capable of large bolt loads in small spaces.
2. Flanges
2.1. Type of glanges
Below are typical bolt tightening sequences for flanges. Bolts are numbered in a
clockwise direction. The correct sequence prevents misalignment of the flanges and
SV Thc Hin: Trn Xun Trng
Page 32
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
ensures even energisation of the gasket seal across the flange gasket face.
Figure 6. 1 typical bolt tightening sequences for flanges
Figure 6. 2 typical bolt tightening sequences for flanges
SV Thc Hin: Trn Xun Trng
Page 33
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Figure 6. 3 typical bolt tightening sequences for flanges
Correct numbering of bolts should result in all odd numbers on one side of the flange
and even numbers on the other side.
2.2. Flange Bolt Tightening Sequences
Tightening should be carried out in a minimum of four passes.
Passes 1-3 following numbered bolt sequence.
Pass 4 tightening adjacent bolts all round the flange.
If using a Torque Wrench:
Ensure its calibrated properly
Make sure the bolts are clean and rust free
Use a hand wrench first then finish with the torque
wrench
Use correct lubricant to reduce unnecessary friction
When Tightening Flange Bolt Dont:
Draw the flange up tight using one or two close bolts
only. This will simply cause local crushing or pinching
of the gasket and result in leaks or failure
Over-tighten bolts to weaken or strip the thread.
Especially smaller diameters (under 1 inch)
SV Thc Hin: Trn Xun Trng
Figure 6. 4 Typical torge
wrench
Page 34
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
2.3. Flange Facings
2.3.1. Ring Type Joint
Used for more severe duties: gives a metal to metal seal.
2.3.2. Raised Face
Flat non metallic gasket are used and fitted within the bolts of the flange.
Faces should be clean but do not score the face when cleaning.
2.3.3. Flat Face
Sealing is achieved by compression of a flat non-metallic gasket. Used for lower
pressure applications.
2.4. Insulated Flanges
Are used to isolate an anti-corrosion electrical charge. An insulating sleeve is fitted
through both flange bolt holes over the bolts. Insulating washers are used beneath the
nuts. These separate a live pipeline section from a dead one.
3. Production Chokes
3.1. Purpose of chokes
The primary purpose of a Choke is to
Control production flow
Give precise repeatable control
Tight shut off (varies with choke wear)
Figure 6. 5 Production choke
SV Thc Hin: Trn Xun Trng
Page 35
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
3.2. Method of Choke Operation
Manual (local)
Pneumatic (remote)
Electro hydraulic (remote)
Chokes are located downstream of the wing valve on a xmas tree and are used
to reduce pressure and absorb pressure differential.
Figure 6. 6 Choke operating ares
3.3. Problem and solution
Choke damage in operation has three main causes
3.4. Crrrosion
Caused by corrosive and acidic fluids, bacteria.
Prevented by maintenance and corrosion inhibitor and correct operating practice
3.4.1. Erosion
Caused by high velocity solid particles after choke orifice
Prevented by correct operating practice and optimum choice of type
3.4.2. Cavitation:
Caused by pressure drop then pressure increase.
Repair and maintenance required.
SV Thc Hin: Trn Xun Trng
Page 36
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CHAPTER VII: CHEMICAL INJECTION
1. Objective
Chemicals and their reactions
Careful and Controlled use of Various Chemicals
Scale Inhibition
Prevention And Reduction of Corrosion
Prevention of Hydrate Formation
Hazards & Preventions of Normally Occurring Radioactive Material
Corrosion Mechanism
Chemical Injection Pumps
Uses and Handlings of Chemicals
2. General
In order to achieve maximum efficiency, in the operation of an offshore installation,
careful and controlled use of various chemicals is employed. Chemical injection plays
a vital role in hydrocarbon recovery and is aimed primarily at:
Reducing Production Costs
Achieving Export Specifications
Assisting Hydrocarbon Production
Minimising Production Problems
The aim of this section is to try and understand what the chemicals are doing and how
they act and interact.
2.1. Solids Deposition
Solids depositions cause hydrate, wax, asphaltines, and scale which results in
equipment plugging, downtime, damage to the equipment and additional costs or
penalties
2.2. Formation Of Emulsions
Emulsions and foam results in high viscosities and separation problems Interfaces
During Operation stages Interface s maintained between
2.3. Solids Deposits
Prevention & Reduction of Solids Deposits are carried out by following methods
3. Control
3.1. Gas Hydrates
Chemical Inhibitors
SV Thc Hin: Trn Xun Trng
Page 37
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Temperature/Pressure
Depressurisation
Chemical Treatment
3.2. Sand control
Completion Design
Fraccing/ Polymers
Separation
Mechanical (Pigging)
3.3. Scale control
Chemical Inhibitors
Mechanical (Pigging, Scraping]
Squeeze treatment
3.4. Waxes and Ashphaltenes control
Chemical Inhibitors
Temperature Management
Mechanical (Pigging, Scraping)
Figure 7. 1 A large gas hydrate plug in a subsea pipline
SV Thc Hin: Trn Xun Trng
Page 38
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
The Graph Shows The Effect Of Adding Methanol In Various Dose Rates.
Figure 7. 2 Effect of gas composition on hydrate formation tempratures
4. Hydrate Prevention:
Remove water at wellhead via sub sea separation
Inject thermodynamic inhibitor, e.g. methanol and glycol
Inject kinetic / threshold hydrate inhibitor (THI)
Maintain system conditions outside hydrate formation envelope by operating at
appropriate pressure and temperature
4.1. Wax Paraffin
Some hydrocarbon components will solidify or liquefy when the pressure and
temperature are reduced. This reduction occurs when the fluid flows from a hot
reservoir to the colder surface. Wax is a very common problem and it coats the insides
of pipes and pressure vessels.
Figure 7. 3 Wax Paraffin
SV Thc Hin: Trn Xun Trng
Page 39
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Wax/paraffin Characteristics:
Hard/soft solid deposits
Deposit highly dependant on oil heavy-end composition
Characterised by increased pipeline pressure drop
Can be formed in crude oil and condensate liquid
Wax Formation and Prediction:
Wax Appearance Temperature (WAT) / cloud point from laboratory tests
Engineers perform wax deposition modellin
Wax Mitigation I Control:
Maintain system temperature above WAT
Inject wax inhibitor chemical: selection very fluid system dependant
Periodic removal by scraper pigs
Can perform hot oil flushing
System Design Impacts:
Insulation and burial requirements for pipelines
Shutdown operation decision making
Round trip pigging and flushing of system
5. Asphaltenes
Ashphaltenes are hard pellets of hydrocarbon material formed when pressure drops.
They appear when reservoir pressure is below bubble point due to change in crude oil
composition they create problems usually in reservoir or well bore (Treated by scraper
intervention, and soaking with solvent benzene I xylene)
Figure 7. 4 Asphaltenes
SV Thc Hin: Trn Xun Trng
Page 40
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
6. Chemical Injection System Design
System Design Impacts
Oxygen Scavenger to remove oxygen and prevent corrosion
Scale Inhibitor to reduce formation of scales
Demulsifier to break emulsions and aid separation
Corrosion inhibitor to prevent and reduce corrosion
Biocide to kill micro-organisms or microbes (bugs)
Methanol to prevent hydrate formation
Hypochlorite to prevent organic growth
Figure 7. 5 Typical injection system
7. Chemical Injection
Chemical Injection Pumps
The various chemical injection pumps with separate heads of duty and standby multihead injection pumps are driven by electric motors. Each pump has an adjustable
capacity or stroke.
SV Thc Hin: Trn Xun Trng
Page 41
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Positive displacement diaphragm type pump has a discharge piping to the
relevant injection points
Pump suction protected by a Y type of strainer.
Pump capacity can be adjusted whilst pump is running or is stationary by means
of a hand-wheel in the gearbox, which varies the pump stroke length.
Pump calibration carried out by timing the rate of usage of the chemical in the
calibration pot.
Figure 7. 6 Chemical injection pumping system
Setting of The Injection Rate:
The Setting of the injection rate is done using graduated cylinder. The graduated
cylinder is filled and then main tank is isolated, the pump rate in CCs, or litres per
minute then timed and calculated.
8. Scale Inhibition
Scale is a term loosely applied to the mineral salts which have precipitated from
an aqueous (water) solution and have been deposited on the surfaces of
production pipe work, vessels and other equipment.
Accumulation of such deposits can restrict flows through control valves,
exchangers, flow straighteners, and isolation valves. Scale can also restrict the
performance of metering systems, pumps and rotors.
Sulphate scales are deposited due to incompatibility of waters, e.g. injected
seawater / aquifer water
SV Thc Hin: Trn Xun Trng
Page 42
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
Severe plugging at well tubing is possible due to scale deposition
Treat deposition via regular scale squeeze operation
Figure 7. 7 Typical scale deposition
9. Emulsion Control
Two types: Oil-in-water or water-in-oil
Viscosity increases and there is increased pressure loss
Stability measurement is made by bottle tests
Interface with topsides production chemist needed
SV Thc Hin: Trn Xun Trng
Page 43
Trng i Hc Du Kh Vit Nam
Bo Co Thc Tp Sn Xut
CONCLUSION
The one-month internship at the development production board of PVEP has given
me the overview about typical jobs of a production engineer. In which, Ive managed
to delve into fundamental knowledge for a production engineer such as pipelines,
wellhead tools, separator, pumps, compressors system..ect. Although, I am still yet to
practice these jobs in reality. However, its wonderful to have some knowledge
relating to production management as a senior production engineer by which Ive been
taught how to read a production report or a daily production report as well as suggest
solutions to effectively and promptly solve the emergencies. Most importantly, the
instructor gave me orientations for the graduation thesis that is suitable with my
capacity and interest as well as introduced me useful information for job applications
in the future.
As said above, this internship has helped me orientate the graduation thesis in the
next year of 2016. Therefore, I very expect to get supports from leadership board of
PVU for an appropriate internship place in the future so that I could have a successful
graduation internship and thesis , making first premises for successful job applications
and further career development.
Eventually, thank you very much to all who have supported me during this
internship. I tried my bests to complete this report reflecting what I had done and
learned, shortcomings are inevitable though. It will be very helpful to me to have your
sincere remarks and assessments, so that I could have better preparations for the next
one.
SV Thc Hin: Trn Xun Trng
Page 44
Trng i Hc Du Kh Vit Nam
SV Thc Hin: Trn Xun Trng
Bo Co Thc Tp Sn Xut
Page 45
Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Alfie - Cleaning System For Liquids - Instruction Manual - 2016Dokumen80 halamanAlfie - Cleaning System For Liquids - Instruction Manual - 2016Centrifugal SeparatorBelum ada peringkat
- Reclamation Pumps SpecificationsDokumen15 halamanReclamation Pumps SpecificationsAlvialvarezBelum ada peringkat
- Section 04 PUMP ROR CURVEDokumen46 halamanSection 04 PUMP ROR CURVEYassin MuhssenBelum ada peringkat
- Fire HSEF FM Europe: Diesel-Powered Firefighting Pump SetsDokumen48 halamanFire HSEF FM Europe: Diesel-Powered Firefighting Pump SetsPaula RiveraBelum ada peringkat
- 57278Dokumen16 halaman57278Nguyen Quang HungBelum ada peringkat
- Centrifugal Pump DesignDokumen44 halamanCentrifugal Pump Designdinsha100% (1)
- Submersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsDokumen2 halamanSubmersible Extra High Head Pump: Max. 230m Head and Excellent Durability, Optimum For High Head ApplicationsAnonymous CMS3dL1TBelum ada peringkat
- Goulds - ICO I-Frame SeriesDokumen16 halamanGoulds - ICO I-Frame SeriesAlexBelum ada peringkat
- Paper - Effects of Blade Number On Characteristics of Centrifugal Pumps - 2009Dokumen6 halamanPaper - Effects of Blade Number On Characteristics of Centrifugal Pumps - 2009Lucas Rizzardi SaldanhaBelum ada peringkat
- Novax Axial Fan Installation and MaintenanceDokumen4 halamanNovax Axial Fan Installation and MaintenanceChe GamboaBelum ada peringkat
- Small Scale Pumped IrrigationDokumen90 halamanSmall Scale Pumped IrrigationP.Sang-GeoBelum ada peringkat
- Agitator - Mixer For VesselsDokumen26 halamanAgitator - Mixer For VesselsSri AmshaBelum ada peringkat
- Hydraulic Machines - MCQDokumen8 halamanHydraulic Machines - MCQsudheer92Belum ada peringkat
- Centrifugal Pump2Dokumen15 halamanCentrifugal Pump2limakupang_matBelum ada peringkat
- Chapter 4-4.6 PDFDokumen37 halamanChapter 4-4.6 PDFBelayneh Tadesse100% (3)
- Performance Testing of A Modified Centrifugal Fan With Serrated Blade ImpellerDokumen4 halamanPerformance Testing of A Modified Centrifugal Fan With Serrated Blade ImpellerhabboBelum ada peringkat
- THE FLOODING TRANSITION WITH GASSED RUSHTON TURBINES - 1984 - Fluid Mixing IIDokumen9 halamanTHE FLOODING TRANSITION WITH GASSED RUSHTON TURBINES - 1984 - Fluid Mixing IIvane-16Belum ada peringkat
- 7 Bmba Sumergible LowaraDokumen60 halaman7 Bmba Sumergible LowaraHugo Miño CarrascoBelum ada peringkat
- Characteristics of PumpsDokumen7 halamanCharacteristics of PumpsKhiara Claudine EspinosaBelum ada peringkat
- New PK60Dokumen4 halamanNew PK60juan manuel sierra solisBelum ada peringkat
- Pages From Catalogue 2014-JetfanDokumen4 halamanPages From Catalogue 2014-JetfanPhanhai KakaBelum ada peringkat
- 4/3 AH-WRT™ - Horizontal Pump: InstallationDokumen3 halaman4/3 AH-WRT™ - Horizontal Pump: InstallationGuiver Santisteban IbañezBelum ada peringkat
- Sykes Specsheet - HH220-432-SR - Au-Nz-AfrDokumen3 halamanSykes Specsheet - HH220-432-SR - Au-Nz-AfrAdrie AmaiaBelum ada peringkat
- KREBS HMAX Pump BrochureDokumen8 halamanKREBS HMAX Pump Brochuresf wBelum ada peringkat
- D 60Hz Herborner F N US 01Dokumen38 halamanD 60Hz Herborner F N US 01Josh KravitzBelum ada peringkat
- Printing WPA108C11Dokumen1 halamanPrinting WPA108C11BM ThaísBelum ada peringkat
- 14M 270Dokumen2 halaman14M 270José Manuel García CabreraBelum ada peringkat
- Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1Dokumen1 halamanWpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1 Wpa108a05/1Gabriel Alejandro Marino EstayBelum ada peringkat
- ACMVDokumen110 halamanACMVx3350Belum ada peringkat
- Super-Titan: Split-Case Pumps With Power, Performance and Reliability For A World of ApplicationsDokumen6 halamanSuper-Titan: Split-Case Pumps With Power, Performance and Reliability For A World of ApplicationsDrakzBelum ada peringkat