Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Seafastening Calculations Transit ModifiedDokumen380 halamanSeafastening Calculations Transit ModifiedUtkarsh RamayanBelum ada peringkat
- Activa NewDokumen160 halamanActiva NewSiddharth Jain100% (1)
- Process Equipment Cost EstimationDokumen80 halamanProcess Equipment Cost EstimationKSSri100% (3)
- Steering Gear TestingDokumen9 halamanSteering Gear TestingArun GK100% (1)
- The Sdgs and Sustainable Fertilizer ProductionDokumen6 halamanThe Sdgs and Sustainable Fertilizer ProductionAnonymous vWSYmPBelum ada peringkat
- United States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Dokumen6 halamanUnited States Patent (191: Graves (45) Date of Patent: Oct. 7, 1997Anonymous vWSYmPBelum ada peringkat
- United States Patent (19) (11) Patent Number: 6,034,201: Schollhorn (45) Date of Patent: Mar. 7, 2000Dokumen3 halamanUnited States Patent (19) (11) Patent Number: 6,034,201: Schollhorn (45) Date of Patent: Mar. 7, 2000Anonymous vWSYmPBelum ada peringkat
- Iiiiiiiiiiiiiiii: United States Patent 1191Dokumen10 halamanIiiiiiiiiiiiiiii: United States Patent 1191Anonymous vWSYmPBelum ada peringkat
- Us 5684118Dokumen5 halamanUs 5684118Anonymous vWSYmPBelum ada peringkat
- Summer 2014: Opportunities For US Building Materials in The Chinese Senior Housing MarketDokumen8 halamanSummer 2014: Opportunities For US Building Materials in The Chinese Senior Housing MarketAnonymous vWSYmPBelum ada peringkat
- 2009 Wood Market Trend in JapanDokumen38 halaman2009 Wood Market Trend in JapanAnonymous vWSYmPBelum ada peringkat
- 1Dokumen7 halaman1Anonymous vWSYmPBelum ada peringkat
- Adhesives Part 1Dokumen6 halamanAdhesives Part 1Anonymous vWSYmPBelum ada peringkat
- Equipment New Reweble Energy PDFDokumen76 halamanEquipment New Reweble Energy PDFsugeng wahyudiBelum ada peringkat
- E13 Wood AdhesionDokumen174 halamanE13 Wood AdhesionAnonymous vWSYmPBelum ada peringkat
- Selective Oxidation of Methylal As A New Catalytic Route To Concentrated FormaldehydeDokumen5 halamanSelective Oxidation of Methylal As A New Catalytic Route To Concentrated FormaldehydeAnonymous vWSYmPBelum ada peringkat
- DRM Transmitter PresentationDokumen22 halamanDRM Transmitter PresentationJuan Jose PerezBelum ada peringkat
- Constraints in DBMS - Types of Constraints in DBMS - Gate VidyalayDokumen5 halamanConstraints in DBMS - Types of Constraints in DBMS - Gate VidyalayBivek Man SinghBelum ada peringkat
- MCB 12V-8A MCB 24V-5A Battery ChargerDokumen2 halamanMCB 12V-8A MCB 24V-5A Battery ChargerJosé Wilton AlvesBelum ada peringkat
- Welding Matlab CodeDokumen16 halamanWelding Matlab Codevenkat27081995Belum ada peringkat
- M.3 Pressure Switches Hex 24: Rohs IiDokumen18 halamanM.3 Pressure Switches Hex 24: Rohs IiSeyedAli TabatabaeeBelum ada peringkat
- Experiment SCDokumen5 halamanExperiment SCnitinmgBelum ada peringkat
- SECTION 1213, 1214, 1215: Report By: Elibado T. MaureenDokumen19 halamanSECTION 1213, 1214, 1215: Report By: Elibado T. MaureenJohnFred CativoBelum ada peringkat
- 360-Pungue Iwrm Strategy PresentationDokumen30 halaman360-Pungue Iwrm Strategy PresentationEdyz Piedadis PereiraBelum ada peringkat
- Digital Indicating Controller: Bcs2, Bcr2, Bcd2Dokumen10 halamanDigital Indicating Controller: Bcs2, Bcr2, Bcd2Bui TAN HIEPBelum ada peringkat
- 96 Tacoma SpecsDokumen10 halaman96 Tacoma SpecsFerran AlfonsoBelum ada peringkat
- Standard Costing ExercisesDokumen3 halamanStandard Costing ExercisesNikki Garcia0% (2)
- Photosynthesis LabDokumen3 halamanPhotosynthesis Labapi-276121304Belum ada peringkat
- BME (Steel)Dokumen8 halamanBME (Steel)Mohil JainBelum ada peringkat
- Health Safety StatementDokumen22 halamanHealth Safety StatementShafiqul IslamBelum ada peringkat
- Encore 7.1 BoxDokumen10 halamanEncore 7.1 BoxNicolas HarambilletBelum ada peringkat
- Jrules Installation onWEBSPHEREDokumen196 halamanJrules Installation onWEBSPHEREjagr123Belum ada peringkat
- Introduction Compression TestDokumen7 halamanIntroduction Compression TestEr Dinesh TambeBelum ada peringkat
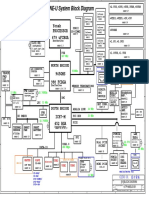
- Clevo M620ne-UDokumen34 halamanClevo M620ne-UHh woo't hoofBelum ada peringkat
- Fm-II Quiz 1 19-20 - Section1 - Set1Dokumen2 halamanFm-II Quiz 1 19-20 - Section1 - Set1nivedithashetty0123Belum ada peringkat
- Apple A9Dokumen10 halamanApple A9Savithri NandadasaBelum ada peringkat
- Deepwater Horizon Accident Investigation Report Appendices ABFGHDokumen37 halamanDeepwater Horizon Accident Investigation Report Appendices ABFGHBren-RBelum ada peringkat
- EMI RFI Generation From LRT SystemsDokumen27 halamanEMI RFI Generation From LRT SystemsShahidan StellarBelum ada peringkat
- Technical Data For Elevator Buckets - Bucket ElevatorDokumen1 halamanTechnical Data For Elevator Buckets - Bucket ElevatorFitra VertikalBelum ada peringkat
- Unistream-Installation Operation & MaintenanceDokumen24 halamanUnistream-Installation Operation & MaintenanceJoanna Lauer-TrąbczyńskaBelum ada peringkat
- Seamless Fiux Fored Wire - Megafil250Dokumen1 halamanSeamless Fiux Fored Wire - Megafil250SungJun ParkBelum ada peringkat
- Seminar Report 2Dokumen25 halamanSeminar Report 2DrMahendra Kumar Gokhroo0% (1)
- METCALDokumen28 halamanMETCALa1006aBelum ada peringkat