International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 2 Issue: 9
ISSN: 2321-8169
2596 2598
_______________________________________________________________________________________________
Wax Defects in Investment Casting and its Minimization
Ajay Bhardwaj Assistant Professor & Workshop Superintendent Department of Mechanical Engineering S.S.B.T
C.O.E.T Bambhori Jalgaon (M.S) India
mailme_ajaybhardwaj09@rediffmail.com
C. K Mukherjee Assistant Professor Department of Mechanical Engineering S.S.B.T C.O.E.T Bambhori Jalgaon
(M.S) India
Abstract-- In any kind of manufacturing, there are defects in materials, process, or products that need to be minimized or eliminated. In this
paper study has been done about wax defects and there minimization, generally in this method defects occur during waxing. This process uses
wax pattern which is subsequently melted from the mold, leaving a cavity having all the details of the original pattern. This method produce a
part of very close tolerances and this process does not need a parting line or any form of spilt mould.
Keywords: Investment Casting; Pattern wax; soluble wax; Wax preparation; Wax defects.
_____________________________________________*****_____________________________________________
1. INTRODUCTION:
[1] Investment casting process is also called as lost wax
process or precision casting; this process consists to two
stages. First a master pattern is made of steel or brass and it
is replica of the part to be cast. Around it, a spilt mould is
formed from gelatine or an alloy of low melting point. This
alloy is poured over the master pattern. After solidification
master mould is obtained. This master mould is used for
making the wax or lost pattern. Materials for preparing
master mould are plaster of paris or gypsum products for
non- ferrous castings, ethyl silicate, sodium silicate and
phosphoric acid for steel castings and sometimes fine-grain
silica sand is also used for preparing master mould. [2] The
process is generally used for small castings, but has been
used to produce complete aircraft door frames, steel castings
of up to 300 kg and aluminum castings of up to 30 kg. It is
generally more expensive per unit than die casting or sand
casting, but has lower equipment costs. It can produce
complicated shapes that would be difficult or impossible
with die casting, yet like that process, it requires little
surface finishing and only minor machining. Investment
casting is used in the aerospace and power generation
industries to produce turbine blades with complex shapes or
cooling systems. Investment casting is also widely used by
firearms manufacturers to fabricate firearm receivers,
triggers, hammers, and other precision parts at low cost.
Other industries that use standard investment-cast parts
include military, medical, commercial and automotive. [3]
Pattern waxes are blends consist of components like
petroleum waxes, natural waxes, natural and synthetic resins
and organic fillers. Paraffin is the most commonly used
petroleum waxes because it is less expensive compare to
other raw materials also controls or enhances the rheological
properties, which in turn affect the injection temperature and
fluidity of the pattern wax blend. Microcrystalline wax gives
some control to flow, hardness and strength of the pattern
wax.
The introduction of organic fillers has become an important
development in the formulation of investment casting
waxes.
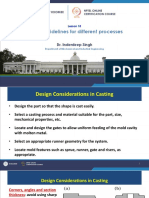
Following points should be considered while selecting
fillers.
Organic
Low ash content
Relatively high melting point
Non-reactive towards the base wax ceramic and
metallurgical processes
Fine particle size distribution
Specific gravity close to the base wax
The most commonly used fillers are Isopthalic, polystyrene
(Thermosetting & Thermoplastic), Bisphenol A and Hydrofill. The quality of wax pattern has direct affect on this
process.
Following are the defects while making wax pattern and
should be solved:
Deformation of wax pattern:
After getting wax pattern from mould, sometimes
deformation is caused by workers wrong operation; in
addition to size change narrow itself. Because it is common
that wax pattern flexure deforms in the cooling process, so
we should keep it carefully placed from pattern. Also too
2596
IJRITCC | September 2014, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 2 Issue: 9
ISSN: 2321-8169
2596 2598
_______________________________________________________________________________________________
soft wax material, unreasonable design of mould could be a
factor for deformation.
Wax is not fully filled into mould
It is due to the temperature of wax material i.e. too low.
Wrinkles on the surface of wax pattern.
Soluble Wax:
Majority of soluble wax consists of three raw materials
binder, filler and effervescing carbonate. The binder is
polyethylene glycol commonly known as PEG. PEG is
available in numerous molecular weights and is used in
various combinations to achieve the desired viscosity,
hardness and melting point characteristics. Filler improve
shrinkage characteristics it also helps the overall structural
strength of the blend, fibrous materials are used to improve
the strength and elastic properties of the wax, sodium
bicarbonate acts as the bulking agent.
Following are the important properties to be considered
during the development of investment casting:
Ash Content
Hardness
Viscosity
Ductility
Surface Tension
Wet ability of primary Coat
Volumetric Expansion
Surface Smoothness
Melt
Shrinkage, Cavitations or Sink.
Thermal Conductivity
Wax preparation: Wax preparation is an important step in
the investment casting process. If the wax surface is not
clean, the final casting surface will show defects. Likewise,
if the slurry is unable to adhere to the wax surface, the final
casting can have lifting defects, cracking and run outs.
Following are the wax defects which develop during wax
preparation and should be minimized and eliminated. [4]
1. Air Bubbles
Bubbles under the surface of the wax appear either when air
is injected into the mold along with the wax, or when air in
the mold is trapped during the wax injection process. In
either case, these air bubbles can pop when the casting
investment is vacuumed. When the bubbles pop, the void
fills with the investment slurry. Later, the metal fills around
these investment formations and presto-investment inclusion
defects. They most often appear as small rounded holes in
the castings. Inspect waxes for the presence of bubbles by
holding them up to a small table lamp and looking through
them. Light spots indicate bubbles in the wax, although how
easy it is to see them will depend on the "readability" of
your wax. repair these bubbles by popping them with a
heated wax tool and filling the exposed hole with wax A
better solution, however, is to eliminate the source of the
bubbles whenever possible. How that will be accomplished
depends on whether the air is being trapped during the wax
injection process, or whether it is being introduced with the
wax.
2. Trapped Air
Air must be able to escape from the mold at an equal, or
faster, rate than the wax being injected or it will be trapped.
These types of trapped air bubbles can be reduced by the
proper application of powder in mold vents, which allows
air to escape from the mold cavity during injection. It is also
possible to reduce trapped air in molds by reducing injection
pressure and slowing the injection rate.
3. Introduced Air
Bubbles that are introduced into the mold along with the
wax can come from several sources. One source is dissolved
gas in the wax. Another is air that becomes trapped when
new wax chips or dots are loaded into the wax pot: If small
air spaces between the cold waxes chips are covered over by
a molten surface before the air can escape, it is possible for
these tiny bubbles to remain trapped until they are injected
into the molds. To resolve this issue is to pre-melt wax in a
reservoir unit and vacuum de-gas it before loading it into
production wax pots. Another source of introduced air that
causes bubbles in wax is water vapor from condensation in
compressed air lines.
4. Powder and Silicon Spray
There should be the proper use and application of powder
and silicon spray for rubber molds. Silicon sprays are used
as lubricants or mold release agents to facilitate easy,
distortion-free removal of the wax from the rubber mold
cavity. Powder is used to create a microscopic path for the
air in the mold to escape through the air vents during the
injection process. Each of these products must be used
correctly for better solution.
5. Wax Tree Defects
Another defect is the wax tree. One of the most important
issues here is the quality of the connection between the gate
and the sprue. The gate/sprue connection (filet) should be
sealed and smooth all the way around.
CONCLUSION:
Investment casting is best known for its ability to produce
parts having excellent surface finish, dimensionally
accuracy and complex shapes due to defects in wax it result
in poor quality of finish. Problems should be prevented
2597
IJRITCC | September 2014, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
International Journal on Recent and Innovation Trends in Computing and Communication
Volume: 2 Issue: 9
ISSN: 2321-8169
2596 2598
_______________________________________________________________________________________________
early in the process, rather than fixed at the end. To reduce
or eliminate these defects injection condition, gate positions
should be modify, it is important to fully understand all parts
of the investment casting process, so that problems can be
easily identified and solved quickly. The production of
investment castings requires stringent control of quality,
handling of pattern wax during melting, conditioning and
injection stages directly reflect the quality of casting.
References:
[1]
Production Technology by R. K Jain
[2]
en.wikipedia.org/wiki/Investment_casting
[3]
www.paramelt.com/.../casting-wax/Investmentcasting-wax-Technical...
[4]
Identifying and Preventing Wax Defects Finding
Flaws by J. Tyler Teague - MJSA Journal
2598
IJRITCC | September 2014, Available @ http://www.ijritcc.org
_______________________________________________________________________________________
Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- COSTING of CASTINGDokumen34 halamanCOSTING of CASTINGSiddharth Gupta100% (1)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Manufacturing Report Royal SelangorDokumen13 halamanManufacturing Report Royal SelangorPutri Mahazir75% (4)
- Channel Estimation Techniques Over MIMO-OFDM SystemDokumen4 halamanChannel Estimation Techniques Over MIMO-OFDM SystemEditor IJRITCCBelum ada peringkat
- A Review of 2D &3D Image Steganography TechniquesDokumen5 halamanA Review of 2D &3D Image Steganography TechniquesEditor IJRITCCBelum ada peringkat
- Importance of Similarity Measures in Effective Web Information RetrievalDokumen5 halamanImportance of Similarity Measures in Effective Web Information RetrievalEditor IJRITCCBelum ada peringkat
- Diagnosis and Prognosis of Breast Cancer Using Multi Classification AlgorithmDokumen5 halamanDiagnosis and Prognosis of Breast Cancer Using Multi Classification AlgorithmEditor IJRITCCBelum ada peringkat
- A Study of Focused Web Crawling TechniquesDokumen4 halamanA Study of Focused Web Crawling TechniquesEditor IJRITCCBelum ada peringkat
- Predictive Analysis For Diabetes Using Tableau: Dhanamma Jagli Siddhanth KotianDokumen3 halamanPredictive Analysis For Diabetes Using Tableau: Dhanamma Jagli Siddhanth Kotianrahul sharmaBelum ada peringkat
- Prediction of Crop Yield Using LS-SVMDokumen3 halamanPrediction of Crop Yield Using LS-SVMEditor IJRITCCBelum ada peringkat
- Safeguarding Data Privacy by Placing Multi-Level Access RestrictionsDokumen3 halamanSafeguarding Data Privacy by Placing Multi-Level Access Restrictionsrahul sharmaBelum ada peringkat
- 45 1530697786 - 04-07-2018 PDFDokumen5 halaman45 1530697786 - 04-07-2018 PDFrahul sharmaBelum ada peringkat
- Itimer: Count On Your TimeDokumen4 halamanItimer: Count On Your Timerahul sharmaBelum ada peringkat
- Hybrid Algorithm For Enhanced Watermark Security With Robust DetectionDokumen5 halamanHybrid Algorithm For Enhanced Watermark Security With Robust Detectionrahul sharmaBelum ada peringkat
- 44 1530697679 - 04-07-2018 PDFDokumen3 halaman44 1530697679 - 04-07-2018 PDFrahul sharmaBelum ada peringkat
- 41 1530347319 - 30-06-2018 PDFDokumen9 halaman41 1530347319 - 30-06-2018 PDFrahul sharmaBelum ada peringkat
- 49 1530872658 - 06-07-2018 PDFDokumen6 halaman49 1530872658 - 06-07-2018 PDFrahul sharmaBelum ada peringkat
- Paper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineDokumen4 halamanPaper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineEditor IJRITCCBelum ada peringkat
- 2.casting and Powder MetallurgyDokumen11 halaman2.casting and Powder MetallurgyVisan NaiduBelum ada peringkat
- Form Design of Castings and WeldmentsDokumen38 halamanForm Design of Castings and WeldmentsAnonymous UEAa6FX60% (10)
- Full Report Vacuum CastingDokumen18 halamanFull Report Vacuum CastingAE GBelum ada peringkat
- 2 - Defects & RemediesDokumen29 halaman2 - Defects & RemediesShivam Aggarwal100% (2)
- Solving Warping On Ceramic Tile ProductionDokumen4 halamanSolving Warping On Ceramic Tile ProductionHector RamírezBelum ada peringkat
- 257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFDokumen112 halaman257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFsoul tunesBelum ada peringkat
- Effect of Binders On Ceramic MouldDokumen6 halamanEffect of Binders On Ceramic MoulduzairmetallurgistBelum ada peringkat
- Dupont Compounds UL 1446Dokumen20 halamanDupont Compounds UL 1446alex696Belum ada peringkat
- 08 CastingDokumen6 halaman08 CastinguzairmetallurgistBelum ada peringkat
- Advantages of Hot Isostatic Pressing (HIP) Production Routes For ProcessDokumen12 halamanAdvantages of Hot Isostatic Pressing (HIP) Production Routes For Processkaveh-bahiraeeBelum ada peringkat
- Colour Metallography of Cast IronDokumen9 halamanColour Metallography of Cast IronJoaquim Pedroso SilvaBelum ada peringkat
- E192 - RadiographyDokumen2 halamanE192 - RadiographyBalaji RGBelum ada peringkat
- SATCC Chapter 8Dokumen20 halamanSATCC Chapter 8Rui Lourenco50% (2)
- Casting ProcessDokumen72 halamanCasting ProcessFRO MusicBelum ada peringkat
- Product Development Process For Suspension Component Aided by Numerical SimulationsDokumen9 halamanProduct Development Process For Suspension Component Aided by Numerical SimulationsLuis Alberto Garrido MendozaBelum ada peringkat
- 2018 BuildCrete Stucco Plaster Pool Plaster Brochure 1Dokumen2 halaman2018 BuildCrete Stucco Plaster Pool Plaster Brochure 1ProvincianosBelum ada peringkat
- Casting QuestionDokumen5 halamanCasting QuestionAvishek GuptaBelum ada peringkat
- Application of Kailin Ceramic Foundry Sand in Shell Method CastingDokumen12 halamanApplication of Kailin Ceramic Foundry Sand in Shell Method CastingKaarthicNatarajanBelum ada peringkat
- TDS Korrobond 65Dokumen2 halamanTDS Korrobond 65Velina MilevaBelum ada peringkat
- Steel Castings, General Requirements, For Pressure-Containing PartsDokumen16 halamanSteel Castings, General Requirements, For Pressure-Containing Partsle hoang vietBelum ada peringkat
- CastingDokumen4 halamanCastingTasnim ArifBelum ada peringkat
- Model-Based Cost Estimates For Selecting A Die Casting ProcessDokumen14 halamanModel-Based Cost Estimates For Selecting A Die Casting ProcessNobodyBelum ada peringkat
- Design Guidelines For Different ProcessesDokumen16 halamanDesign Guidelines For Different ProcessesKarandeep SinghBelum ada peringkat
- Final Report 23 PDFDokumen29 halamanFinal Report 23 PDFadityaBelum ada peringkat
- Astm A217-A217mDokumen4 halamanAstm A217-A217mJoffre Valladares100% (3)
- New Classification of Defects and Imperfections For Aluminum Alloy CastingsDokumen13 halamanNew Classification of Defects and Imperfections For Aluminum Alloy CastingsBassel AlshamiBelum ada peringkat
- White Spots in Superalloys-JackmanDokumen14 halamanWhite Spots in Superalloys-JackmanAntonioBelum ada peringkat
- Plaster Mould CastingDokumen25 halamanPlaster Mould CastingProfMVSBelum ada peringkat