International Journal of Metallurgical &
Materials Science and Engineering (IJMMSE)
ISSN(P): 2278-2516; ISSN(E): 2278-2524
Vol. 5, Issue 3, Jun 2015, 9-26
TJPRC Pvt. Ltd.
SLURRY ABRASION RESPONSE OF DIE CASTING ALUMINIUM ALLOY (LM-13)
UNDER A WIDE RANGE OF EXPERIMENTAL CONDITIONS
SAGAR SINGH PARIHAR & RUPESH KUMAR TIWARI
Assistant Professor, ITM University Gwalior, India
ABSTRACT
Wear by slurry abrasion is a apparent problem in engineering components undergoing
to specific flow.
The existence of the components under slurry abrasive wear situations is largely decided by operating conditions and the
materials properties. Aluminium alloys are extensively used for abrasion resistant applications. Our research is on slurry
abrasion response of die casting aluminium alloy (LM-13) under a wide range of experimental conditions. The response
data is generated using methodical and simultaneous variation of test parameters. The experiments were performed using
silica sand slurry with different slurry concentration under different wheel hardness and load. The wear weight loss showed
an increasing tendency with the increase of test parameters. Aluminium alloys, by virtue of their exceptional combination
of properties, continue to evolve as direct replacements for steels. Though, the wider use of aluminium and its alloys is
frequently impeded by their reputation for poor tribological behaviour. The present research mainly focuses on simple
engineering scenario where comparative tribological behavior of surface engineered LM-13 in abrasive slurry has been
evaluated to identify treatments capable of improving its wear behavior.
KEYWORDS: Slurry Abrasion, Aluminium Alloys, Slurry Wear Behavior
LITERATURE REVIEW
Aluminium- silicon alloy and aluminium based metal matrix composites (MMCs) holding hard particles which
exhibit better operating performance and resistance to wear. Generaly during the industrial processes, abrasive slurries are
moved by rotating impellers. When these elements are fabricated from metal matrix composites materials offer greater
abrasive resistance and consequently a extended service life. Composites materials are usually described by having
hardness greater than abrasive particles and because of reinforcement these materials also having high fracture toughness
which results in high abrasive wear resistance [R.L. Deuis, C. Subramanian, J.M. Yellup ].
Due to exceptional blend of properties the titanium alloys are continue to advance as unswerving substitutes for
steels in production systems to meet the tough offshore application situations. However, titanium and its alloys is also
having character of poor tribological behavior. Therefore its become imperative to evaluate relative tribological
performance of surface engineered Ti6Al4VELI in abrasive slurry to spot treatments capable of improving its wear
performance. Sliding wear tests were done using a block-on-wheel test model in abrasive mud slurry to simulate potential
application conditions. [H. Dong, A. Bloyce, T. Bell].
The wear character of the composite were studied by conducting abrasive wear test, and slurry erosive test.
The abrasive wear performance of the metal matrix composites (MMCs) were examined by varying parameters. Dry Sand
Rubber Wheel Abrasive Wear testing machine was used to examine abrasive wear performance.The results show that the
wear resistance of TiB2-reinforced material enhanced with increase in TiB2 content. By and large results reveal that TiB2
www.tjprc.org
editor@tjprc.org
10
Sagar Singh Parihar & Rupesh Kumar Tiwari
particles clearly improve the wear performance of Al 6063 alloy. SEM was used to analyse the surface morphologies of the
worn out surfaces. [K. Sivaprasad, S.P. Kumaresh Babu, S. Natarajan, R. Narayanasamy, B. Anil Kumar, G. Dinesh].
Slurry pumps, and pipes carrying slurry of minerals and ores are subjected to wear in mineral processing
industries. The wear characteristics of equipments used under slurry abrasion environment is administered by the process
parameters and properties of abrasive particles in abrasive slurry. Various slurry abrasion tests were performed using
slurry abrasion test equipments with silica sand as the abrasive medium to evaluate the consequence of sliding distance,
normal load and slurry concentration . The morphology of the worn out surfaces after slurry abrasion test was examined
by scanning by electron microscope. The morphological studies of the worn surfaces showed traits variations in the wear
model under different test conditions [S.G. Sapate, A.D. Chopde, P.M. Nimbalkar, D.K. Chandrakar].
Microstructural characteristics of the alloy were modified by regulating the T6 heat treatment conditions and their
weight on hardness, strength and elongation of the samples in erosion-corrosion and abrasion environment were examined.
Quality of the Al-Si alloy samples were evaluated with Al usually used in agricultural machineries. Fabrication of a
component using the Al-Si alloy was also looked at to make out the viability of using the alloy system for the thought
applications. The study revealed the outcome of the samples in variety of conditions is by and large affected by conditions
like chemical composition, microstructural features and applied load, traversal distance and test characteristics.
The research revealed cast Al-Si is better to that of the predictable Al samples. The T6 heat treated Al-Si alloy exhibit
superb wear resistance characteristics under wide sets of testing conditions. [A. K. Gupta, B. K. Prasad, R. K. Pajnoo,
S. Das ]
The engineering equipments are vulnerable to surface hurt by slurry graze through transportation pipes carrying
ore and mineral slurries, extruders, sand pumps and agitators, Slurry abrasion caused significant stress which is by and
large influenced by hardness of abrasive particle, slurry concentration, particle size.[ Avishkar Rathod, S. G. Sapate & R.
K. Khatirkar]
INTRODUCTION
Automotive and aero space industries predominately use light metal AL based alloys because of their exceptional
characteristics such as, high strength to weight ratio, good formability, desirable corrosion resistance, high castability due
to low viscosity at molten state and high endurance strength. Whereas AlSi alloys like LM13 exhibit low coefficient of
thermal expansion, high coefficient of heat transfer, high strength at high temperature, and resistance to hot tear and
desired tribological performance making it suitable for piston alloys.
On the one hand wear is necessary for material removal but causes ill effect of premature failure of engineering
components. This leads to significant downtime and sometimes premature replacement of the equipments. Downtime and
replacement of equipments results in significant monitory loss to the organization. Abrasive wear is one of the most
common type of failure in industrial relevance. According to an estimate about 50% of the time equipments fail due to
abrasive wear. Total cost of failure due to abrasive wear is somewhere around whopping 2-4 % of the gross national
product for all nations. Abrasive wear normally take places while transporting abrasive slurries particularly in mining
applications. The wear pattern of equipments used in slurry environment is influenced by the process parameters such as
properties of abrasive particles in slurry and material properties. Aluminium and its alloys are extensively used for
enhancing wear life of engineering equipments in abrasive wear conditions. The abrasive wear properties of carbon steels
Impact Factor (JCC): 3.3529
Index Copernicus Value (ICV): 3.0
11
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
can be changed by varying hardness and microstructure by appropriate heat treatment. The quenched and tempered
carbon steel with martenstic microstructure exhibit 1.52.0 times improved resistance to slurry abrasion as contrast to
pearlitic microstructure.
Slurry abrasion is a probable problem in industrial equipments such as slurry pumps, pipelines carrying ore and
mineral slurries and extruders. The slurry abrasion test were carried out using silica abrasive particles. The consequence of
test parameter such as sliding distance, normal load, slurry concentration and size of particles size of abrasive medium on
a slurry abrasion characteristics of aluminum alloy was examined. The slurry abrasion volume loss enhanced with sliding
distance, normal load, slurry concentration and size of particles of abrasive medium. The outcomes implies that size of
particles and slurry concentration had comparatively stronger effect on wear loss as contrast to that of normal load
conditions. An attempt was made to correlate the abrasion wear characteristics with wide variety of test parameters.
EXPERIMENTAL INVESTIGATION
Experimental Setup
The slurry abrasion test with 300-450 m silica sand was performed on the LM13 alloy using slurry abrasion
tester TR-44. The slurry was prepared by mixing 1.5 kg of silica sand particles in 1 litre of distilled water. The slurry is
placed inside the slurry chamber where the rectangular specimen (57.3 x 25.7 x 12.3 mm)is placed with the help of lever in
contact with neoprene rubber wheel. The specimen is tested under different normal loads and with the different hardness of
rubber wheel of hardness 50, 60 and 70 durometer hardness. The revolution and the rotation are kept fixed.
Figure 1
Constuction of Slurry Abrasion Tester
The slurry abrasion test Rig TR-44 is designed to determine the resistance of metallic materials to scratching
abrasion by means of wet sand and rubber wheel test. The test data produced will reproducibly rank materials in their
resistance to scratching abrasion under a specified set of condition in conformity with ASTM G105.
Description of Equipment
This Test Rig is versatile with wide operating range, with realistic radial loads, and control systems.
The test Rig consists of a frame, a slurry unit with loading drive and control systems.
The main components of test Rig are installed in the frame. The frame is relatively rigid to avoid disturbing
deformations and vibrations. The slurry unit consists of a test chamber fitted with rubber wheel, radial loading and
www.tjprc.org
editor@tjprc.org
12
Sagar Singh Parihar & Rupesh Kumar Tiwari
slurry inlet and outlet. The loading system generates the radial load. On this test Rig both dynamic and static
loading is applied through same loading lever.
The drive system drive the rubber wheel, it consists of a power unit, an AC motor with reduction gear box output
shafts connected to wheels. For accurate rotational speed control, the power unit is driven by a variable frequency
drive; voltage to motor is controlled to decrease variation in rotational speed.
The control system controls the main operations of the test Rig.
The Abrasive Slurry Unit
The slurry unit consisting of a stainless steel chamber, rubber wheel, inlet and outlet ports for slurry, and loading
unit, all items mounted over the base plate. The abrasive wear occurs when abrasive passes between the rotating rubber
wheel and specimen. On this Rig the type of abrasive used is AFS 50/70n test sand.
Figure 2: Abrasive Slurry Unit
Rubber wheel for test is mounted inside a stainless steel leak proof chamber completely incasing it with a front lid
for replacement of rubber wheel; the front lid is made with a step to achieve 50 mm chamber width as required by ASTM
procedure G105. The chamber is fitted with an inlet and outlet port for slurry, when wheel dressing is required the
attachment is tightened on inlet port, in the vertical position. The rubber wheel is driven by a 2HP AC motor coupled to a
reduction gear box to reduce the base speed of motor by 7:1 ratio, further motor speed is varied by a variable frequency
drive, the reduction gear ensures full torque is delivered at all speeds. The gear box shaft protrudes on to spindle assembly,
the rubber wheel is mounted on spindle, and a proximity sensor disc to measure wheel speed is mounted on the rear side.
The rubber wheel is made of steel disc with outer layer covered with neoprene rubber molded to its periphery. The rubber
wheel is bonded to the rim and cured in a suitable mold, 4 paddles are fixed on either side of locking plate to agitate and
Impact Factor (JCC): 3.3529
Index Copernicus Value (ICV): 3.0
13
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
mix the slurry and propel it towards specimen. The neoprene rubber confirms to classification D 2000(SAE J200). The
outer dia of wheel is 178 mm and thickness 13 mm.
Specimen to be tested is pressed against the periphery of the wheel by a L shaped loading lever pivoted above the
chamber with a mechanical advantage of 1: 1.65, the specimen is fitted in the slot on the bottom of lever. Load applied is
by suspending dead weights on the free end of loading lever. Specimen size is 25.4x57.2x6.4 to 15.9 mm thick; specimen
is retained on position by a plate clamped on the side to prevent sliding out during test. A lever lifter is fixed below loading
lever; it raises the loading lever to prevent contact with wheel.
To prevent leakage of slurry the front of chamber is covered with stainless steel cover, the abrasive sand AFS
50/70 and de-ionized water for test are poured though the inlet port from chamber top, the slurry is retained inside the
chamber after test and removed by opening the lid, additionally a tank is place below chamber to remove the slurry.
The chamber is water cooled to keep slurry temperature constant, a inlet and outlet ports are fixed to supply cooling water.
Proximity Sensor
On the output shaft from the gear box a proximity sensor disc with slots on the circumference is mounted to
measure wheel speed, when wheel rotates disc also rotate with it, a proximity sensor fixed perpendicular to it on a bracket
with equal gap on disc circumference; signal is generated when sensor disc approaches the active surface with in the
specified switching distance. This sensor functions in contact less fashion and do not require any sensing mechanism.
An inductive proximity sensor is selected as it has excellent means of detecting the presence of a wide range of
metallic targets. This detection is accomplished without contacting target and is mechanically wear free. It is comprised of
a high frequency oscillator circuit followed by level detector, a post amplification signal circuit and drives a buffered solid
state output.
Figure 3: Proximity Sensor
www.tjprc.org
editor@tjprc.org
14
Sagar Singh Parihar & Rupesh Kumar Tiwari
In effect when the sensor disc is brought within effective range of the emitted field of the oscillator, a damping
action results which reduces the amplitude of oscillator. This amplitude shift is converted to digital signal by the level
detector, which drives the buffer stage. When the object is removed, the oscillator and digital output is turned to its former
state.
Controller
The operation of machine is from the front panel, fixed on convenient height for operation on the front panel of
machine. Test speed is set by rotating the potentiometer knob in the clockwise direction till the require speed is noticed on
the screen of the module, the test duration it is set by entering the values into the module using the soft keys. Press
start/stop switch and to begin & end test.
Figure 4: Display Screen
Technical Data & Specification
Table 1: Technical Data of TR-44
Sl no.
1
2
3
Description
Rated supply voltage
Rated supply current
Rated supply frequency
Harmonics
Dip in voltage
Voltage & unbalance
Voltage interruption
8
9
10
11
12
Operating temperature
Humidity
Altitude
Vibration
Radiation
13
Transportation temperature
14
Handling
Impact Factor (JCC): 3.3529
Remark
415 V 10 %
15 A 1 %
50 Hz 2 %
Not > 10 % of the total RMS phase to phase to voltage for the sum of
2nd & 5th harmonic. An additional 2% max of total RMS phase to phase
voltage for the sum of 6th to 13th harmonic.
Not > 20% of peak supply voltage for more than 1 cycle. There
should be more than one sec between successive dips.
Neither the voltage of the negative sequence component nor the
voltage of the zero sequence components shall exceed 2% of the positive
sequence component.
Supply interrupted is zero voltage for not more than 3sec, at any
random time in the supply cycle. There shall be more than 1 sec between
successive interruptions.
Between +5 & +40oC
Up to 50% @ 40 OC
Not exceeding 1000 mt above MSL
Anti-vibration pads provided for isolating vibration
Do not keep any other radiation equipment near it
Protection is provided to against failure while transporting between 25 oC & 55 oC
Sufficient gap provided on structure to use fork lift or hydraulic pallet
trolley for transport
Index Copernicus Value (ICV): 3.0
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
15
Table 2: Mechanical Specifications
Sl no
1
2
3
4
Part Name
AC Motor
Gear box
Variable frequency drive
Electricity and power
Range
1.5 kw,1415 rpm, 415 V, 50Hz, foot mounted
1:7 reduction ratio, with 3 output spindles
1.5 kw capacity
415 V x 1 x 5 Hz; 15A; 1.5 kw
Details
Remarks
Normal load
Dead weight loading. Dead weights of 5, 2, 1, 0.5 kg supplied
Speed
Variable speed in steps of 1 rpm, max 245 rpm
Test duration
Max 999999 rev
Base plate height
from floor
790 mm
Slurry Abrasion Tester Details
Slurry abrasion
chamber size
250 x 225 x 70 mm
Outlet port of
chamber size
30 x 160 mm
Initial force on
specimen due to dead
weight of loading
lever
2.25 kg
Loading lever length
and loading ratio
Lever length = 370 mm, ratio = 1.65
Wheel specification
and size
Steel disc with an outer layer neoprene rubber molded on periphery 178 X 13 mm thick
Specimen size
25.4X57.2X6.4 to 15.9 mm
Abrasive used
AFS 50/70 quartz grain sand
Equipment size l x b
xh
500 x 900 x 1500 mm
Weight of the
equipment
365 kg
www.tjprc.org
editor@tjprc.org
16
Sagar Singh Parihar & Rupesh Kumar Tiwari
Mechanical Design
Figure 5
Table 3: Description of Parts of TR-44
Item no.
Impact Factor (JCC): 3.3529
Description
01
Slurry chamber assembly
02
Slurry collection tank
03
Loading pin
04
Weight
05
Structure
06
Stirring paddle
07
Rubber wheel
08
Specimen spacer
09
Funnel
10
Top cover
11
Lever assembly and part detail
12
Lever support assembly
13
Wheel dressing arrangement
14
Motor
15
Anti vibration pad
16
Weight stand
Index Copernicus Value (ICV): 3.0
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
17
Figure 6: Dimensional Detail of Specimen
Operation
The abrasive wear depends on abrasive particle size, shape and hardness, the magnitude of the stress imposed by
the particle and the frequency of contact of the abrasive particle. These conditions are standardized to develop a uniforms
condition of wear. The tests conducted does not attempt to duplicate all the process conditions (abrasive size, shape,
pressure, or corrosive elements), it should only be used to predicting the exact resistance to of a given material in a specific
environment.
Test Summary
The slurry / wheel abrasion test involves the abrading of a specimen with a grit of controlled size & composition.
The paddle on the rotating wheel propel the slurry towards the specimen. The test specimen is pressed against a rotating
wheel at a specified force by means of a lever arm lies in a plane which is approximately tangent to the wheel surface, the
normal to the horizontal diameter along which the load is applied. The test duration and force applied by lever arm is
varied. Specimens are weighed before and after test and the loss in mass is recorded, abrasive resistance and wear number
are calculated.
Rubber Wheel
Three rubber wheels having shore A durometer hardness of 50, 60 or 70 are generally used for test, it consist of a
steel disc with an outer layer neoprene rubber molded to its periphery. The wheel size is 178 X 13 mm thick, thickness
clean the wheel with solvent, mount on the spindle and tighten with washer, check visually wheel is running true, if not
mount the dressing attachment in inlet port on chamber, ensure the file is facing the rubber surface.
www.tjprc.org
editor@tjprc.org
18
Sagar Singh Parihar & Rupesh Kumar Tiwari
Figure 6: Rubber Wheel and Specimen Assembly
Procedure for Wheel Dressing
Slowly rotate the knob of attachment till the file portion of attachment touches the outer surface of wheel.
Rotate knob in opposite direction till a 1mm gap is noticed between the file & the surface of wheel.
Rotate the wheel at 100 rpm.
Slowly rotate the knob to move the file down till it touches the rubber surface, hold this position for a minute to
clear the surface of wheel.
Stop wheel rotation; check the wheel surface for uniform removal of material, if not increase the movement of
knob to clear the wheel surface.
Specimen Prepration
Typical specimen is rectangular shape 25.4X57.2X6.4 to 15.9 mm thickness. The size may be varied according to
users need with the restriction that the length and width be sufficient to show the full length of scar as developed by the
test.
The specimen should be smooth, flat and free of scale, machined and ground to size to seat inside the holder
properly, scar surface should be parallel with in 50 microns taper to get a uniform wear scar on the surface.
Impact Factor (JCC): 3.3529
Index Copernicus Value (ICV): 3.0
19
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
Specimen Cleaning
Remove all dirt or foreign matter from the specimen. Clean the specimen with a solvent or cleaner and dry to
remove all the traces of solvent, steel specimen with residual magnetism should be demagnetized before use.
Figure 7: Timer/Speed Module Screen
Speed Setting
Speed is displayed on timer/ speed module screen, press START button on front panel and rotate the
potentiometer knob till the required speed is displayed on screen. Keep the position of potentiometer knob stationary for 1
min till the speed display is constant. Press STOP push button to stop spindle rotation.
Figure 5: Wheel Dressing
Setting Test Duration
Test duration in no cycles is set on timer module, on timer module two screen are seen, top screen displays
number of cycles and bottom screen display speed of rotation of spindle. Maximum display possible on top screen is
9,99,99,999, the values is set using 3 keys.
Set Key: to display the set value
Mode Key: to move the blinking display to next digit
Arrow Key: to increment display value
www.tjprc.org
editor@tjprc.org
20
Sagar Singh Parihar & Rupesh Kumar Tiwari
Normal Load Calibration
Normal load is calibrated using a cell with indicator; it is placed between a fixtures mounted in place of rubber
wheel locking plate &load lever. The load cell has a separate indicator for display.
Figure 6: Normal Load Calibration
Calibration Procedure
Unclamped & remove the locking plate on rubber wheel tighten the L type fixture at its place and another plate
with load cell fixed to specimen holder slowly lower the loading arm for bolt to touched the load cell button switch ON the
indicator and zero the display. Place 1 kg weigh on loading pan, record the display on indicator similarly repeat for other
load of 2, 4. & 5 kg and record the display values. The loading lever ratio is 2.33 and initial load exerted by loading lever
on rubber wheel is 2.25kg.
Compute the Load Value
Load on wheel = applied weight x loading lever ratio + initial load
= (m x 2.33 + 2.25) kg
Figure 7: Proximity Sensor
Experimental Procedure
Initially run the test with 50 durometer shore hardness wheel for 3000 revolution at 200 rpm, remove the slurry
and find the mass loss. Replace the rubber wheel with 60 durometer wheel and repeat the test for 3000 revolution at 200
Impact Factor (JCC): 3.3529
Index Copernicus Value (ICV): 3.0
21
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
rpm on the new specimen but with fresh slurry. Repeat the test on the specimen using 70 shore hardness wheel with fresh
slurry, care to be taken to clean the slurry chamber after each test and weigh the specimen to find mass loss.
Thoroughly clean & rinse the slurry chamber to remove the remnants of slurry from previous test
Lift the loading lever to rest on the lifter
Install the rubber wheel of nominal 50 durometer on the spindle, place the paddle on either side of wheel and
tighten the wheel with a washer. Take reading on the surface of rubber wheel using a shore a durometer
tester; record the average of the readings.
Mount the dressing attachment on the inlet port of slurry chamber and dress the surface of the wheel
Remove the attachment and replace with inlet cap, clean the entire surface of the wheel and chamber
thoroughly to remove any particles.
Clean the surface of LM13 for dirt, degrees and dry the specimen.
Weight the specimen to the nearest 0.001gm.
Clamp the specimen inside specimen folder portion on lever and fasten with side plate if thickness of
specimen is less than 12.7mm than use appropriate shim to build the height to 12.7mm.
Ensure the drain plug is tightened properly fill the slurry of 1.5kg of quartz sand AFS 50/70 and .94 kg of
water at room temperature and close the front lid and tighten for volts to lock the lid to prevent slurry
seepage/spillage/splash switch on the MCB to supply power to power to tester allow 1 min for stabilizing the
electronic circuit.
Press the start switch and rotate the set rpm knob till the speed display on module shows 200 rpm press.
Stop to arrest spindle rotation, but retain the position of set rpm knob.
Set the counter to 3000 revolution to shut of automatically after 3000 rev, press start switch to begin wheel
rotation.
Remove the lever lifter to lower the specimen holder carefully against the wheel to prevent bouncing and
apply a force 222 N.
Wheel rotates, the direction of rotation is from the slurry to the specimen, and the paddles on either side of the
wheel agitate and mix the slurry to propel it towards specimen.
Wheel rotation stops after completion of the preset revolution.
Remove the drain block and flush the slurry out of the vessel.
Open the front cover and scoop out the remaining slurry and discard it.
Remove specimen rinse free of grit and dry, allow it to cool to ambient temperature.
Weigh the specimen and compute mass loss.
Repeat the test for different wheel hardness and load.
www.tjprc.org
editor@tjprc.org
22
Sagar Singh Parihar & Rupesh Kumar Tiwari
The actual abrasion test is conducted on the same wear scar starting with 50 Durometer rubber wheels, for each
test the specimen is installed with the same orientation and position. For each new test fresh slurry is used. Follow the same
procedure mentioned in run-in test and repeat with 50, 60 & 70 Durometer rubber wheels in the order of hardness.
Operation
The abrasive wear depends on abrasive particle size, shape, hardness of wheel, magnitude of the load imposed by
lever arm and the frequency of contact of the abrasive particle. These conditions are standardized to develop a uniforms
condition of wear. The tests conducted does not attempt to duplicate all the process conditions (abrasive size, shape,
pressure, or corrosive elements), it should only be used to predicting the exact resistance to of a given material in a specific
environment.
Test Specimen
Material: LM13 (Al-Si12Cu1Mg1) or (EN 1706 AC-43100)
Chemical Composition of LM13:
Table1: Chemical Composition of LM13
Alloying Element
Silicon (Si)
Copper (Cu)
Magnesium (Mg)
Iron (Fe)
Manganese (Mn)
Nickel (Ni)
Zinc (Zn)
Lead (Pb)
Tin (Sn)
Titanium (Ti)
Aluminium (Al)
Percentage (%)
10-13
0.7-1.5
0.8-1.5
1.0 max
0.5 max
1.5 max
0.1 max
0.1 max
0.1 max
0.2 max
Remainder
Density: 2700 kg/m3 or 2.7 gm/cm3
Tensile Strength: 170-200 N/mm2
Brinell Hardness: 100-150
Modulus of Elasticity: 73 x 103 N/mm2
Endurance Limit: 85 N/mm2 for 5 x 107 cycles
Dimensions: 25.4 x 57.2 x 6.4 to 15.9 mm thickness
Impact Factor (JCC): 3.3529
Index Copernicus Value (ICV): 3.0
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
23
Process Parameters
Sand: AFS 50/70 quartz sand
Slurry Concentration: 1.5 kg sand and 1 kg water (60 % by wt.)
RPM: 200 rpm, Revolutions: 3000 rev
Weight of Lever: 1.5, 2 and 3kg
RESULTS AND DISCUSSIONS
Effect of Wheel Hardness
The test result obtained are three mass loss values corresponding to three average durometer hardness values
obtained for the normally 50, 60, 70 durometer rubber wheels.
Slurry Abrasion Test Using Weight 1.5 kg
volume loss (mm3)
469.04
278.41
www.tjprc.org
editor@tjprc.org
24
Sagar Singh Parihar & Rupesh Kumar Tiwari
Slurry Abrasion Test Using Weight 3 kg
volume Loss (mm3)
698.52
730.78
Effect of Normal Load Variation
Slurry abrasion test, using the rubber wheel of hardness 50 durometer
Slurry Abrasion Test Using Weights 1.5 kg, 2kg and 3kg
Slurry Abrasion Test, Using the Rubber Wheel of Hardness 60 Durometer
Conclusion and Future Scope
The slurry abrasion volume loss of LM13 alloy is analyzed over a wide range was performed using image analysis
technique. The characterization of slurry abrasion test apparatus was carried out on LM13 with AFS 50/70 silica sand
abrasive particles. The following conclusions can be obtained:
Impact Factor (JCC): 3.3529
Index Copernicus Value (ICV): 3.0
25
Slurry Abrasion Response of Die Casting Aluminium Alloy (LM-13) Under a Wide Range of Experimental Conditions
The volume loss of LM13 due to slurry abrasion is increases with increase in the normal load on the specimen in
the linear manner.
The volume loss of LM13 due to slurry abrasion first increases with increase in wheel hardness from 50
durometer to 60 durometer and then decrease on further increase in the wheel hardness, from 60 to 70 durometer.
In future much more studies are required to develop a reliable correlation which can include the effect of various
parameters affecting slurry abrasion, including heat treatment, which could be applied to wide range of Aluminum-silicon
alloys. The coating of the material is also one of the options which widely used in industries. Further study will also require
with different type of slurries and loads. These studies will provide the base for the selection and development of proper
material necessary for the components working under severe erosion conditions.
REFERENCES
1.
R. L. Deuis, C. Subramanian, J. M. Yellup, Abrasive wear of aluminium composites- a review, wear 201 (1996)
132-144, Elsevier.
2.
H. Dong, A. Bloyce, T. Bell, Slurry abrasion response of surface engineered Ti6A14VELI, Tribology
International 32 (1999) 517-526, Elsevier.
3.
K. Sivaprasad, S.P. Kumaresh Babu, S. Natarajan, R. Narayanasamy, B. Anil Kumar, G. Dinesh, Study on
abrasive and erosive wear behavior of Al 6063/ TiB2 in situ composites, Material Science and Engineering A
498 (2008) 495-500, Elsevier.
4.
S.G. Sapate, A.D. Chopde, P.M. Nimbalkar, D.K. Chandrakar, Effect of microstructure on slurry abrasion
response of En-31 steel, Materials and Design 29 (2008) 613-621, Elsevier.
5.
S.G. Sapate, A. Selokar , N. Garg, Experimental investigation of hardfaced martensitic steel under abrasion
conditions, Materials and Design 31 (2010) 4001-4006, Elsevier.
6.
Joel Hemanth, Abrasive and slurry wear behavior of chilled aluminium alloy (A356) reinforced with fused silica
(SiO2p) metal matrix composites, Composites: Part B 42 (2011) 1826-1833, Elsevier.
7.
K. Gupta, B. K. Prasad, R. K. Pajnoo, S. Das, Effect of T6 heat treatment on mechanical, abrasive and erosivecorrosive wear properties of eutectic Al-Si alloy, Trans. Nonferrous Met. Soc. China 22 (2012) 1041- 1050,
Elsevier.
8.
S. G Sapate, Jagdish Raut, Investigations on wear by slurry abrasion of hardfaced low alloy steel, Int. J. on
Production and Industrial Engineering, Vol. 03, No. 01, June 2012, AMAE.
9.
Avishkar Rathod, S. G. Sapate & R. K. Khatirkar, Shape factor analysis of abrasive particles used in slurry
abrasion testing, International Journal of Mechanical and Industrial Engineering (IJMIE) ISSN No. 2231 6477,
Vol-2, Iss-4, 2012.
10. R. Ashiri, B. Niroumand, F. Karimzadeh, M. Hamani, M. Pouranvari, Effect of casting process on microstructure
and tribological behavior of LM13 alloy, Journal of Alloys and Compounds 475 (2009) 321327, Elsevier.
11. www.stle.org/resources/lubelearn/wear/.
www.tjprc.org
editor@tjprc.org
Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Comparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanDokumen8 halamanComparative Study of Original Paithani & Duplicate Paithani: Shubha MahajanTJPRC PublicationsBelum ada peringkat
- 2 29 1645708157 2ijtftjun20222Dokumen8 halaman2 29 1645708157 2ijtftjun20222TJPRC PublicationsBelum ada peringkat
- Flame Retardant Textiles For Electric Arc Flash Hazards: A ReviewDokumen18 halamanFlame Retardant Textiles For Electric Arc Flash Hazards: A ReviewTJPRC PublicationsBelum ada peringkat
- 2 33 1641272961 1ijsmmrdjun20221Dokumen16 halaman2 33 1641272961 1ijsmmrdjun20221TJPRC PublicationsBelum ada peringkat
- Baluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaDokumen14 halamanBaluchari As The Cultural Icon of West Bengal: Reminding The Glorious Heritage of IndiaTJPRC PublicationsBelum ada peringkat
- 2 44 1653632649 1ijprjun20221Dokumen20 halaman2 44 1653632649 1ijprjun20221TJPRC PublicationsBelum ada peringkat
- 2 4 1644229496 Ijrrdjun20221Dokumen10 halaman2 4 1644229496 Ijrrdjun20221TJPRC PublicationsBelum ada peringkat
- 2 51 1651909513 9ijmpsjun202209Dokumen8 halaman2 51 1651909513 9ijmpsjun202209TJPRC PublicationsBelum ada peringkat
- Using Nanoclay To Manufacture Engineered Wood Products-A ReviewDokumen14 halamanUsing Nanoclay To Manufacture Engineered Wood Products-A ReviewTJPRC PublicationsBelum ada peringkat
- Development and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateDokumen10 halamanDevelopment and Assessment of Appropriate Safety Playground Apparel For School Age Children in Rivers StateTJPRC PublicationsBelum ada peringkat
- 2 52 1649841354 2ijpslirjun20222Dokumen12 halaman2 52 1649841354 2ijpslirjun20222TJPRC PublicationsBelum ada peringkat
- 2 51 1656420123 1ijmpsdec20221Dokumen4 halaman2 51 1656420123 1ijmpsdec20221TJPRC PublicationsBelum ada peringkat
- 2 67 1645871199 9ijmperdfeb202209Dokumen8 halaman2 67 1645871199 9ijmperdfeb202209TJPRC PublicationsBelum ada peringkat
- A Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)Dokumen8 halamanA Review of "Swarna Tantram"-A Textbook On Alchemy (Lohavedha)TJPRC PublicationsBelum ada peringkat
- Dr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahDokumen12 halamanDr. Gollavilli Sirisha, Dr. M. Rajani Cartor & Dr. V. Venkata RamaiahTJPRC PublicationsBelum ada peringkat
- Covid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangDokumen8 halamanCovid-19: The Indian Healthcare Perspective: Meghna Mishra, Dr. Mamta Bansal & Mandeep NarangTJPRC PublicationsBelum ada peringkat
- An Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaDokumen10 halamanAn Observational Study On-Management of Anemia in CKD Using Erythropoietin AlphaTJPRC PublicationsBelum ada peringkat
- Self-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsDokumen8 halamanSelf-Medication Prevalence and Related Factors Among Baccalaureate Nursing StudentsTJPRC PublicationsBelum ada peringkat
- 2 51 1647598330 5ijmpsjun202205Dokumen10 halaman2 51 1647598330 5ijmpsjun202205TJPRC PublicationsBelum ada peringkat
- Effectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewDokumen14 halamanEffectiveness of Reflexology On Post-Operative Outcomes Among Patients Undergoing Cardiac Surgery: A Systematic ReviewTJPRC PublicationsBelum ada peringkat
- Vitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019Dokumen16 halamanVitamin D & Osteocalcin Levels in Children With Type 1 DM in Thi - Qar Province South of Iraq 2019TJPRC PublicationsBelum ada peringkat
- Effect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementDokumen8 halamanEffect of Degassing Pressure Casting On Hardness, Density and Tear Strength of Silicone Rubber RTV 497 and RTV 00A With 30% Talc ReinforcementTJPRC PublicationsBelum ada peringkat
- Analysis of Bolted-Flange Joint Using Finite Element MethodDokumen12 halamanAnalysis of Bolted-Flange Joint Using Finite Element MethodTJPRC PublicationsBelum ada peringkat
- 2 67 1640070534 2ijmperdfeb202202Dokumen14 halaman2 67 1640070534 2ijmperdfeb202202TJPRC PublicationsBelum ada peringkat
- 2 67 1653022679 1ijmperdjun202201Dokumen12 halaman2 67 1653022679 1ijmperdjun202201TJPRC PublicationsBelum ada peringkat
- 2 67 1644220454 Ijmperdfeb202206Dokumen9 halaman2 67 1644220454 Ijmperdfeb202206TJPRC PublicationsBelum ada peringkat
- Numerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingDokumen18 halamanNumerical Analysis of Intricate Aluminium Tube Al6061T4 Thickness Variation at Different Friction Coefficient and Internal Pressures During BendingTJPRC PublicationsBelum ada peringkat
- Next Generation'S Energy and Time Efficient Novel Pressure CookerDokumen16 halamanNext Generation'S Energy and Time Efficient Novel Pressure CookerTJPRC PublicationsBelum ada peringkat
- Comparative Fe Analysis of Automotive Leaf Spring Using Composite MaterialsDokumen22 halamanComparative Fe Analysis of Automotive Leaf Spring Using Composite MaterialsTJPRC PublicationsBelum ada peringkat
- 2 67 1641277669 4ijmperdfeb202204Dokumen10 halaman2 67 1641277669 4ijmperdfeb202204TJPRC PublicationsBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Glass and Ceramics IndustryDokumen73 halamanGlass and Ceramics IndustryAngelica Joyce Benito0% (1)
- Alien (Fuzion) - Rules Summary (Atomik)Dokumen3 halamanAlien (Fuzion) - Rules Summary (Atomik)Dan SmithBelum ada peringkat
- Evolution of Advanced Geopolymeric Cementitious Material Via A Novel ProcessDokumen10 halamanEvolution of Advanced Geopolymeric Cementitious Material Via A Novel ProcessharveykwanBelum ada peringkat
- Steel Sheet, Metallic-Coated by The Hot-Dip Process For Corrugated Steel PipeDokumen4 halamanSteel Sheet, Metallic-Coated by The Hot-Dip Process For Corrugated Steel PipeWilliam AguilarBelum ada peringkat
- Science - Stage 8 - 01 - 10RP - AFP - tcm143-639987Dokumen18 halamanScience - Stage 8 - 01 - 10RP - AFP - tcm143-639987Farah Mohamed alaa100% (4)
- Geopolymer Concrete 2011 PDFDokumen42 halamanGeopolymer Concrete 2011 PDFbasanth babu100% (1)
- DIRD 02-DIRD Aerospace Applications of Programmable Matter PDFDokumen21 halamanDIRD 02-DIRD Aerospace Applications of Programmable Matter PDFypie01Belum ada peringkat
- Classification of Inorganic Polymers: Dr. PriyankaDokumen26 halamanClassification of Inorganic Polymers: Dr. PriyankaTanu SinghBelum ada peringkat
- NCERT Book Class 11 Chemistry Chemistry II Chapter 11 The P Block Elements PDFDokumen19 halamanNCERT Book Class 11 Chemistry Chemistry II Chapter 11 The P Block Elements PDFSubham RajputBelum ada peringkat
- CHEMISTRY (XII) CHAPTER 03 (Group IIIA and IVA Elements Short QuestionsDokumen6 halamanCHEMISTRY (XII) CHAPTER 03 (Group IIIA and IVA Elements Short QuestionsMajid HafeezBelum ada peringkat
- MQ3Dokumen3 halamanMQ3George JosephBelum ada peringkat
- Whitewares (Class-04)Dokumen40 halamanWhitewares (Class-04)Zahid HasanBelum ada peringkat
- Semiconductor PhysicsDokumen15 halamanSemiconductor PhysicsrupeshBelum ada peringkat
- E09 Handbook Xray DetectorsDokumen21 halamanE09 Handbook Xray DetectorsPavan KonaBelum ada peringkat
- Fatoni 2019 J. Phys. Conf. Ser. 1167 012031Dokumen11 halamanFatoni 2019 J. Phys. Conf. Ser. 1167 012031ShohanBelum ada peringkat
- List of 20 Elements and UsesDokumen3 halamanList of 20 Elements and Usestanhuikuan100% (1)
- MOS Transistor Principle: Unit-1Dokumen111 halamanMOS Transistor Principle: Unit-1moorthiapecBelum ada peringkat
- 9701 s12 Ms 22 PDFDokumen6 halaman9701 s12 Ms 22 PDFtinoda almaBelum ada peringkat
- API 5L GR.B SteelDokumen2 halamanAPI 5L GR.B SteelYosua Rielys PBelum ada peringkat
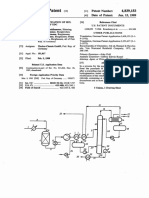
- Process For Purification of HCL From Edc PyrolysisDokumen6 halamanProcess For Purification of HCL From Edc Pyrolysisu2051721Belum ada peringkat
- Photovoltaic Silicon Wafer - SUMCO CORPORATIONDokumen21 halamanPhotovoltaic Silicon Wafer - SUMCO CORPORATIONlawrence_yuen_3Belum ada peringkat
- Nickel Tablets: Effect of Nickel On Coating Thickness (Sandelin Effect)Dokumen2 halamanNickel Tablets: Effect of Nickel On Coating Thickness (Sandelin Effect)Eng-Ahmed Allam100% (1)
- A Low Cost PON Transceiver Using Single to-CAN Type Micro-BOSADokumen5 halamanA Low Cost PON Transceiver Using Single to-CAN Type Micro-BOSAtempestguo8181Belum ada peringkat
- Safety Valves OverviewDokumen1 halamanSafety Valves OverviewKunming WangBelum ada peringkat
- Electronics SemiconductorsDokumen22 halamanElectronics SemiconductorsA B ShindeBelum ada peringkat
- An Introduction To Thin FilmsDokumen20 halamanAn Introduction To Thin FilmsSmitha Kollerahithlu100% (1)
- Introduction To VLSI Fabrication Technologies: Emanuele BaravelliDokumen38 halamanIntroduction To VLSI Fabrication Technologies: Emanuele BaravelliNelarapuMaheshBelum ada peringkat
- Electronic Configuration of ElementsDokumen3 halamanElectronic Configuration of ElementsVeeresh Ananda Butti88% (8)
- Group Iv: Carbon To LeadDokumen7 halamanGroup Iv: Carbon To LeadromiifreeBelum ada peringkat
- Heat Cured ElastomersDokumen40 halamanHeat Cured ElastomerslberrierBelum ada peringkat