Anda mungkin juga menyukai
- l04 Simulation Sheetmetalforming 2 PDFDokumen45 halamanl04 Simulation Sheetmetalforming 2 PDFNhan LeBelum ada peringkat
- Autoform Force PDFDokumen8 halamanAutoform Force PDFNhan Le100% (1)
- Auto Formplus R5 2 COASTDokumen64 halamanAuto Formplus R5 2 COASTLuizBelum ada peringkat
- AutoForm HydroDokumen86 halamanAutoForm HydroAbdullah Torun100% (1)
- AutoForm IncrementalDokumen190 halamanAutoForm Incrementaldubium8100% (5)
- AutoForm-CostEstimator Plus enDokumen2 halamanAutoForm-CostEstimator Plus enalopezalegria2160% (1)
- 03 SpringbackCompensationSeminar StepbyStepDokumen55 halaman03 SpringbackCompensationSeminar StepbySteper.nikhilpathak1100% (3)
- NX Sheet Metal Design PDFDokumen2 halamanNX Sheet Metal Design PDFHussein Zein0% (1)
- View AutoForm Simulation ResultsDokumen42 halamanView AutoForm Simulation ResultstuấnBelum ada peringkat
- Autoform training manual and video tutorial downloadDokumen2 halamanAutoform training manual and video tutorial downloadRobinson Parraga25% (8)
- NX 6 ProgDieProcess PDFDokumen32 halamanNX 6 ProgDieProcess PDFcidipBelum ada peringkat
- Springback I R7 UpdateDokumen125 halamanSpringback I R7 UpdateDANIEL DIAZBelum ada peringkat
- AutoForm Forming R8.0.1 ReleaseNotesDokumen17 halamanAutoForm Forming R8.0.1 ReleaseNotesRodolfo GarciaBelum ada peringkat
- PAM-STAMP 2G v2007: Curve editor(曲线编辑)Dokumen21 halamanPAM-STAMP 2G v2007: Curve editor(曲线编辑)123daloBelum ada peringkat
- AutoForm TrimDokumen20 halamanAutoForm Trimdubium8100% (1)
- Progressive Die Design Using NX-10-Video TutorialsTraining-Advanced Level-2Dokumen4 halamanProgressive Die Design Using NX-10-Video TutorialsTraining-Advanced Level-2Smartlearning TechnologyBelum ada peringkat
- Faz CT (.NT (-5) .: Accelerators '"Dokumen2 halamanFaz CT (.NT (-5) .: Accelerators '"AkhilMohananBelum ada peringkat
- AutoForm-Compensator Plus - Products - AutoForm EngineeringDokumen3 halamanAutoForm-Compensator Plus - Products - AutoForm EngineeringRanjan Kumar SinghBelum ada peringkat
- Unigraphics NX Design Applications Using NX MT10055 (Workbook)Dokumen106 halamanUnigraphics NX Design Applications Using NX MT10055 (Workbook)cyclotolBelum ada peringkat
- DF5.8.1 Formability Training ManualDokumen107 halamanDF5.8.1 Formability Training ManualkillimakilliBelum ada peringkat
- Metal Stamping Dies GuideDokumen7 halamanMetal Stamping Dies GuideedpsousaBelum ada peringkat
- Process Engineering R8 - UTDokumen85 halamanProcess Engineering R8 - UTabdel100% (1)
- Catia PartDokumen820 halamanCatia PartavinashsuhaanBelum ada peringkat
- !!!catia V5R12 Mechanical Design Solutions 1Dokumen2.065 halaman!!!catia V5R12 Mechanical Design Solutions 1api-26678597100% (2)
- NX WAVE Control Structure TutorialDokumen31 halamanNX WAVE Control Structure TutorialTomas Lopez100% (1)
- AutoForm Software Solutions enDokumen3 halamanAutoForm Software Solutions enNina GregorioBelum ada peringkat
- Advance Trick & Tips NX - Teamcenter (New)Dokumen34 halamanAdvance Trick & Tips NX - Teamcenter (New)Kishor kumar Bhatia100% (14)
- AutoForm OneStepDokumen96 halamanAutoForm OneSteplfsij67% (3)
- WORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2Dokumen120 halamanWORLDAUTOSTEEL 00 - AHSSGuidelines - V6 - 20170430 - Part2wulfgang66Belum ada peringkat
- Class A SurfacesDokumen23 halamanClass A Surfacespmm05479Belum ada peringkat
- AutoForm Plus R7.0.3Dokumen21 halamanAutoForm Plus R7.0.3Lily Cuellar100% (1)
- Class ADokumen45 halamanClass Aalexandrusss100% (4)
- Master Book For Press EN PDFDokumen84 halamanMaster Book For Press EN PDFPratik PandeyBelum ada peringkat
- CATIA V5 Surface Modeling Tutorial - Perfume BottleDokumen74 halamanCATIA V5 Surface Modeling Tutorial - Perfume BottlemoldandpressBelum ada peringkat
- Catia Assembly TutorialDokumen85 halamanCatia Assembly TutorialGrittyBurnsBelum ada peringkat
- Mold Tooling DesignDokumen92 halamanMold Tooling DesignAdi Fiera50% (2)
- Introduction To Injection Mold Design: Learning ObjectivesDokumen82 halamanIntroduction To Injection Mold Design: Learning ObjectivesVignesh WaranBelum ada peringkat
- AutoForm ProgSim enDokumen2 halamanAutoForm ProgSim entuấnBelum ada peringkat
- Tolerance Analysis of Deformable AssemblyDokumen287 halamanTolerance Analysis of Deformable Assemblymamunruet100% (2)
- Sheet Metal Stamping Process OverviewDokumen24 halamanSheet Metal Stamping Process OverviewDiego AcostaBelum ada peringkat
- C16 NX11 PDFDokumen82 halamanC16 NX11 PDFVignesh WaranBelum ada peringkat
- Catia Difference Tangent Curvature Curve and Surface AnalysisDokumen14 halamanCatia Difference Tangent Curvature Curve and Surface AnalysismeteorATgmailDOTcomBelum ada peringkat
- Cold and Hot Stamping Dies eDokumen12 halamanCold and Hot Stamping Dies eajaygupta.af3919Belum ada peringkat
- Calculation of Lifter Direction - GauravDokumen4 halamanCalculation of Lifter Direction - GauravJitesh ChaudhariBelum ada peringkat
- Toroid AlDokumen16 halamanToroid Alj dBelum ada peringkat
- JMSS 2 4 2010 PDFDokumen10 halamanJMSS 2 4 2010 PDFCafer BalBelum ada peringkat
- DS70 170Dokumen8 halamanDS70 170TowerBelum ada peringkat
- 3-D Measurements On PistonsDokumen4 halaman3-D Measurements On PistonsRajaSekarsajjaBelum ada peringkat
- Introduction To Cad: Computer-Aided Design (Cad)Dokumen47 halamanIntroduction To Cad: Computer-Aided Design (Cad)Ravi TarunBelum ada peringkat
- Zemko KapustovaDokumen7 halamanZemko KapustovaMNBelum ada peringkat
- Automation Tool For Sheet Metal Forming Using ANSADokumen9 halamanAutomation Tool For Sheet Metal Forming Using ANSANandaBelum ada peringkat
- QFormDokumen4 halamanQFormbasaricaBelum ada peringkat
- SMD Assignment 4Dokumen12 halamanSMD Assignment 4Monika kakadeBelum ada peringkat
- A W, J W: Lbert Eckenmann Ohannes EickmannDokumen10 halamanA W, J W: Lbert Eckenmann Ohannes Eickmannkalvino314Belum ada peringkat
- Graphical Computer Methods in The Design of Integrated CircuitsDokumen8 halamanGraphical Computer Methods in The Design of Integrated CircuitsTyas RicaBelum ada peringkat
- ATENA Engineering 3D TutorialDokumen93 halamanATENA Engineering 3D TutorialJustazz JustinasBelum ada peringkat
- CFD AssignmentDokumen20 halamanCFD Assignmentreader_fansBelum ada peringkat
- Dynamic Stability of Shaft Inerconnected Through Joint PDFDokumen9 halamanDynamic Stability of Shaft Inerconnected Through Joint PDFNhan LeBelum ada peringkat
- Using Limiting DrawDokumen2 halamanUsing Limiting DrawNhan LeBelum ada peringkat
- 4 Sheet Metal Forming Simulations For HeavyDokumen8 halaman4 Sheet Metal Forming Simulations For HeavyNhan LeBelum ada peringkat
- Thoi Chai PDFDokumen6 halamanThoi Chai PDFNhan LeBelum ada peringkat
- Analysis of Springback in Flanging ProcessDokumen8 halamanAnalysis of Springback in Flanging ProcessNhan LeBelum ada peringkat
- Design of Progressive Die for Motor Stator and Rotor Plate StackingDokumen6 halamanDesign of Progressive Die for Motor Stator and Rotor Plate StackingNhan LeBelum ada peringkat
- Thoi ChaiDokumen6 halamanThoi ChaiNhan LeBelum ada peringkat
- Optimizing Vehicle NVH Characteristics For Driveline Integration PDFDokumen15 halamanOptimizing Vehicle NVH Characteristics For Driveline Integration PDFCosmin ConstantinescuBelum ada peringkat
- Injection Moulding BasicsDokumen27 halamanInjection Moulding Basicsmrriassaty100% (1)
- Optimization of Process Parameters of Stamping FormingDokumen10 halamanOptimization of Process Parameters of Stamping FormingNhan LeBelum ada peringkat
- MFG Tooling - 10 Prog Tools-2 PDFDokumen11 halamanMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinBelum ada peringkat
- Ảnh Hưởng Lòng Khuôn Đến Sp Dập VuốtDokumen12 halamanẢnh Hưởng Lòng Khuôn Đến Sp Dập VuốtNhan LeBelum ada peringkat
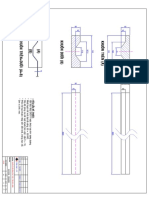
- Ban Ve Khuon Chan Thep Day 4mmDokumen1 halamanBan Ve Khuon Chan Thep Day 4mmNhan LeBelum ada peringkat
- Stamping Fea Model Input ReviewDokumen20 halamanStamping Fea Model Input ReviewNhan LeBelum ada peringkat
- PAMSTAMP2G Examplesmanual USDokumen20 halamanPAMSTAMP2G Examplesmanual USNhan LeBelum ada peringkat
- The Influence of Sheet ThicknessDokumen53 halamanThe Influence of Sheet ThicknessNhan LeBelum ada peringkat
- Luận Văn Dập Vuốt - 2015Dokumen9 halamanLuận Văn Dập Vuốt - 2015Nhan LeBelum ada peringkat
- 17 TiszaM.2013 RecentDevelopmentTrendsDokumen16 halaman17 TiszaM.2013 RecentDevelopmentTrendsNhan LeBelum ada peringkat
- Stamping Parts and ComponentsDokumen24 halamanStamping Parts and ComponentsNhan LeBelum ada peringkat
- AAM Manufacturing 3 FormingDokumen96 halamanAAM Manufacturing 3 FormingNhan LeBelum ada peringkat
- Production of Pulley Used in AutomobileDokumen15 halamanProduction of Pulley Used in AutomobileNhan LeBelum ada peringkat
- Materials ProcessesDokumen31 halamanMaterials ProcessesNhan LeBelum ada peringkat
- Experimental and Finite Element Evaluation of Bending for Mild SteelDokumen24 halamanExperimental and Finite Element Evaluation of Bending for Mild SteelNhan LeBelum ada peringkat
- Friction CoefficientDokumen4 halamanFriction CoefficientNhan LeBelum ada peringkat
- Automotive Applications StampingDokumen93 halamanAutomotive Applications StampingNhan LeBelum ada peringkat
- Generative Shape Design PDFDokumen173 halamanGenerative Shape Design PDFNhan LeBelum ada peringkat
- KaongaDokumen97 halamanKaongaNhan LeBelum ada peringkat
- Macroscale and Microscale Organic Experiments 7th Edition Williamson Solutions ManualDokumen26 halamanMacroscale and Microscale Organic Experiments 7th Edition Williamson Solutions Manualprunellamarsingillus100% (13)
- CELVIN NAS Transition V3.0 enDokumen6 halamanCELVIN NAS Transition V3.0 engoran milosavljevicBelum ada peringkat
- ARM Processor Cores: Prardiva MangilipallyDokumen17 halamanARM Processor Cores: Prardiva MangilipallyDavis RajanBelum ada peringkat
- CryptoKit Developers GuideDokumen377 halamanCryptoKit Developers GuideharneuBelum ada peringkat
- Bash BashrcDokumen3 halamanBash BashrcHappy GBelum ada peringkat
- Time Series: Chapter 4 - EstimationDokumen53 halamanTime Series: Chapter 4 - EstimationTom AlexBelum ada peringkat
- Posiflex OPOS Driver Installation V13xxDokumen11 halamanPosiflex OPOS Driver Installation V13xxelbakri abd elhakimBelum ada peringkat
- After 3G Report Truebex P3-Spot3Dokumen17 halamanAfter 3G Report Truebex P3-Spot3Wendri Defri YendriBelum ada peringkat
- Tcs Bancs Webservice Repository Document - InwarddirectcreditcorrectiontransactionDokumen8 halamanTcs Bancs Webservice Repository Document - InwarddirectcreditcorrectiontransactionMuhammad Sheharyar MohsinBelum ada peringkat
- A Customer Service Skills Training PlanDokumen5 halamanA Customer Service Skills Training PlanMwila Kasonde100% (1)
- Guidelines in Writing The Technology Research Journal ArticleDokumen5 halamanGuidelines in Writing The Technology Research Journal ArticleArlan GarcinesBelum ada peringkat
- SQL DBA ResumeDokumen6 halamanSQL DBA Resumeindhu jayanBelum ada peringkat
- VMware AirWatch Tunnel Guide Linux v8 - 4Dokumen82 halamanVMware AirWatch Tunnel Guide Linux v8 - 4forum4userBelum ada peringkat
- 國小英文單字表 PDFDokumen1 halaman國小英文單字表 PDFK TysonBelum ada peringkat
- SEALmatic MDokumen2 halamanSEALmatic MMarcos RojasBelum ada peringkat
- Azure - Lab 05Dokumen11 halamanAzure - Lab 05vikibabuBelum ada peringkat
- Citroenforum hr-MIRASCRIPT PDFDokumen6 halamanCitroenforum hr-MIRASCRIPT PDFNemanja BoricBelum ada peringkat
- 2016 09 05 Raspberry Pi Hadoop Setup v1Dokumen18 halaman2016 09 05 Raspberry Pi Hadoop Setup v1Luis BetancourtBelum ada peringkat
- Llblgen Pro v3Dokumen16 halamanLlblgen Pro v3rmolhoopBelum ada peringkat
- CentOS 7 & 8 Self StudyDokumen8 halamanCentOS 7 & 8 Self StudyLukki ArjunaBelum ada peringkat
- C28x Delfino MDW 8-1 PDFDokumen314 halamanC28x Delfino MDW 8-1 PDFROBERT BATISTA GOMESBelum ada peringkat
- W10 Vibrating Wire V-Notch Weir Monitor SystemDokumen4 halamanW10 Vibrating Wire V-Notch Weir Monitor SystemAdhitya Gilang IrawantoBelum ada peringkat
- MVC ArchitectureDokumen50 halamanMVC ArchitectureskakachBelum ada peringkat
- Factory Acceptance Test PlanDokumen6 halamanFactory Acceptance Test PlanpreciosariyazBelum ada peringkat
- Red Black TreeDokumen72 halamanRed Black TreeChitra S SrinivasanBelum ada peringkat
- Da Vinci's Machines - ALL EPISODES - DigitaloutDokumen1 halamanDa Vinci's Machines - ALL EPISODES - Digitaloutari sudrajatBelum ada peringkat
- AIAG B-10 Trading Partner Labels Implementation GuidlineDokumen89 halamanAIAG B-10 Trading Partner Labels Implementation GuidlineTrexa Gyreue0% (1)
- Xgenius A New Dimension: DatasheetDokumen9 halamanXgenius A New Dimension: Datasheetit themeBelum ada peringkat
- Document TailieudaihocDokumen40 halamanDocument TailieudaihocDương ThúyBelum ada peringkat
- Data Structure KCS301Dokumen2 halamanData Structure KCS301avinas_3marBelum ada peringkat