Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- LPG 51Dokumen1 halamanLPG 51Hoang NamBelum ada peringkat
- LPG 49Dokumen1 halamanLPG 49Hoang NamBelum ada peringkat
- LPG 45Dokumen1 halamanLPG 45Hoang NamBelum ada peringkat
- LPG 50Dokumen1 halamanLPG 50Hoang NamBelum ada peringkat
- Thank You: Questions - DiscussionDokumen1 halamanThank You: Questions - DiscussionHoang NamBelum ada peringkat
- LPG 47Dokumen1 halamanLPG 47Hoang NamBelum ada peringkat
- LPG 42Dokumen1 halamanLPG 42Hoang NamBelum ada peringkat
- LPG 34Dokumen1 halamanLPG 34Hoang NamBelum ada peringkat
- Top Tier: LNG Contractors Liquefaction PlantsDokumen1 halamanTop Tier: LNG Contractors Liquefaction PlantsHoang NamBelum ada peringkat
- LNG Terminal Flow Diagram: Vapor Return Line Boil-Off Gas CompressorDokumen1 halamanLNG Terminal Flow Diagram: Vapor Return Line Boil-Off Gas CompressorHoang NamBelum ada peringkat
- LPG 22Dokumen1 halamanLPG 22Hoang NamBelum ada peringkat
- LPG 44Dokumen1 halamanLPG 44Hoang NamBelum ada peringkat
- LPG 41Dokumen1 halamanLPG 41Hoang NamBelum ada peringkat
- LPG 32Dokumen1 halamanLPG 32Hoang NamBelum ada peringkat
- Shipping and Typical Ship Parameters: Nominal CapacityDokumen1 halamanShipping and Typical Ship Parameters: Nominal CapacityHoang NamBelum ada peringkat
- Typical LP MR Compressor: Axial Compressor Rotor Lifted From CasingDokumen1 halamanTypical LP MR Compressor: Axial Compressor Rotor Lifted From CasingHoang NamBelum ada peringkat
- Frame 7 Cutaway: Axial CompressorDokumen1 halamanFrame 7 Cutaway: Axial CompressorHoang NamBelum ada peringkat
- LPG 33Dokumen1 halamanLPG 33Hoang NamBelum ada peringkat
- LPG 30Dokumen1 halamanLPG 30Hoang NamBelum ada peringkat
- LPG 24Dokumen1 halamanLPG 24Hoang NamBelum ada peringkat
- Propane Compressor Driven by Frame 6 Gas TurbineDokumen1 halamanPropane Compressor Driven by Frame 6 Gas TurbineHoang NamBelum ada peringkat
- LPG 28Dokumen1 halamanLPG 28Hoang NamBelum ada peringkat
- Removal of Trace Mercury ContaminantsDokumen1 halamanRemoval of Trace Mercury ContaminantsHoang NamBelum ada peringkat
- Typical Propane Circuit Scheme Process FlowDokumen1 halamanTypical Propane Circuit Scheme Process FlowHoang NamBelum ada peringkat
- LPG 23Dokumen1 halamanLPG 23Hoang NamBelum ada peringkat
- Basic Refrigeration - Simple PFDDokumen1 halamanBasic Refrigeration - Simple PFDHoang NamBelum ada peringkat
- LPG 16Dokumen1 halamanLPG 16Hoang NamBelum ada peringkat
- Refrigeration Cycles: Types of Licensed ProcessesDokumen1 halamanRefrigeration Cycles: Types of Licensed ProcessesHoang NamBelum ada peringkat
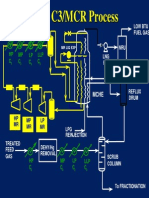
- Propane Precooled Mixed Refrigerant Cycle Pure Propane Refrigerant CycleDokumen1 halamanPropane Precooled Mixed Refrigerant Cycle Pure Propane Refrigerant CycleHoang NamBelum ada peringkat
- Typical Dehydration Scheme Process Flow: Regeneration Gas CompressorDokumen1 halamanTypical Dehydration Scheme Process Flow: Regeneration Gas CompressorHoang NamBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- 2006-2011 Yaris OEM Cruise Control DIY 20110315Dokumen34 halaman2006-2011 Yaris OEM Cruise Control DIY 20110315juanBelum ada peringkat
- Training Report On Manufacturing of SugarDokumen33 halamanTraining Report On Manufacturing of SugarShivam Mittal50% (6)
- If P 100N T1 T2 58: Design CodesDokumen1 halamanIf P 100N T1 T2 58: Design CodessereBelum ada peringkat
- Ew548f & Ew648f PDFDokumen21 halamanEw548f & Ew648f PDFMadu BiruBelum ada peringkat
- D7GDokumen8 halamanD7Gfirman manaluBelum ada peringkat
- 35423-10 Eco Testr Ph2Dokumen2 halaman35423-10 Eco Testr Ph2Sally Salina FarahBelum ada peringkat
- Technical SpecificationsDokumen10 halamanTechnical Specificationsxubi_xBelum ada peringkat
- 01-08-2023 Quality Assurance certificate-RERADokumen3 halaman01-08-2023 Quality Assurance certificate-RERAMohsin ShaikhBelum ada peringkat
- Uj440I Jaw Crusher Pioneering Solutions For You: Technical SpecificationDokumen2 halamanUj440I Jaw Crusher Pioneering Solutions For You: Technical SpecificationMeth MalimouBelum ada peringkat
- 4327 Corrosive Sulphur Flyer PDFDokumen2 halaman4327 Corrosive Sulphur Flyer PDFMichael Angelo VidalBelum ada peringkat
- HCPL-0302 DatasheetDokumen15 halamanHCPL-0302 DatasheetJeziel Vazquez NavaBelum ada peringkat
- QFD Case StudyDokumen13 halamanQFD Case StudyHunny BhagchandaniBelum ada peringkat
- (Environmental Engineering Vol. 2) Santosh Kumar Garg - SEWAGE DISPOSAL and AIR POLLUTION ENGINEERING. 2-Khanna Publishers (2012)Dokumen1.016 halaman(Environmental Engineering Vol. 2) Santosh Kumar Garg - SEWAGE DISPOSAL and AIR POLLUTION ENGINEERING. 2-Khanna Publishers (2012)syed tabBelum ada peringkat
- Sustainable Fibres Answer Key 1a8bc 61635565Dokumen1 halamanSustainable Fibres Answer Key 1a8bc 61635565Aayush BhartiBelum ada peringkat
- Comflor Composite Floor Deck Brochure UKDokumen32 halamanComflor Composite Floor Deck Brochure UKAma DavidescuBelum ada peringkat
- Pipeliner 8P+ PDFDokumen2 halamanPipeliner 8P+ PDFRohit MalhotraBelum ada peringkat
- FINAL-ESTIMATES Cacho Garalde Larbio Mateo Morales PetrolaDokumen28 halamanFINAL-ESTIMATES Cacho Garalde Larbio Mateo Morales PetrolaDr. WhoBelum ada peringkat
- Stainless Steel 317L PipesDokumen6 halamanStainless Steel 317L PipesNilesh JainBelum ada peringkat
- Exercises On Electric Motors.Dokumen11 halamanExercises On Electric Motors.Salman Muneer AhmedBelum ada peringkat
- Duo FlexDokumen8 halamanDuo FlexIsaac Martínez AlcocerBelum ada peringkat
- Modular CNC Mini Mill Assy-01Dokumen1 halamanModular CNC Mini Mill Assy-01ModularCNC100% (1)
- Zincanode 304 pc142Dokumen3 halamanZincanode 304 pc142kushar_geoBelum ada peringkat
- Feb IssueDokumen40 halamanFeb Issuesppram100% (1)
- Ansi SPS 1.1Dokumen28 halamanAnsi SPS 1.1DedeBelum ada peringkat
- Iron Ore Processing 2009 PDFDokumen41 halamanIron Ore Processing 2009 PDFglz1100% (2)
- JAC Mixer TruckDokumen112 halamanJAC Mixer Truckأحمد العابدBelum ada peringkat
- Manual Triplex PumpDokumen45 halamanManual Triplex PumpSalineñoApasionado100% (1)
- Method Statement For Pipeline WeldingDokumen21 halamanMethod Statement For Pipeline WeldingKhwanas Luqman100% (1)
- QBE2002-PDokumen4 halamanQBE2002-PAnonymous 7z6OzoBelum ada peringkat
- Subject - Machine Design - : Topic - Spur GearDokumen10 halamanSubject - Machine Design - : Topic - Spur GearRohit GhulanavarBelum ada peringkat