Anda mungkin juga menyukai
- Manual Mecanica Automotriz Matematica Aplicada GTZDokumen268 halamanManual Mecanica Automotriz Matematica Aplicada GTZNano Ac92% (87)
- Tablas de Codigos CNCDokumen15 halamanTablas de Codigos CNCWario M. Jagüey50% (2)
- Ciclos de Mecanizado (FANUC) PDFDokumen20 halamanCiclos de Mecanizado (FANUC) PDFEduardo Aleman Reyna100% (7)
- El Recetario de Chile Inacap PDFDokumen130 halamanEl Recetario de Chile Inacap PDFLuisina Vazquez100% (1)
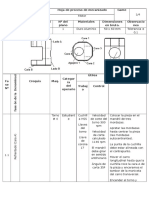
- Hoja de ProcesosDokumen4 halamanHoja de ProcesosCristian LudeñaBelum ada peringkat
- Tema 2.2 Introducción CNC PDFDokumen38 halamanTema 2.2 Introducción CNC PDFFernando100% (1)
- Tecnicas Del Automovil (Equipo Electrico)Dokumen461 halamanTecnicas Del Automovil (Equipo Electrico)spidermarvel83% (6)
- Hoja de Proceso CNCDokumen4 halamanHoja de Proceso CNCAnonymous hTGKGfJDA100% (1)
- Ejercicios CNCDokumen8 halamanEjercicios CNCJuan Diaz100% (1)
- Ejercicio CNC FresadoDokumen12 halamanEjercicio CNC FresadoMecanizado SenaBelum ada peringkat
- Velocidades y Avance para CorteDokumen6 halamanVelocidades y Avance para CorteEnain MurilloBelum ada peringkat
- Hoja de Procesos de TorneadoDokumen5 halamanHoja de Procesos de TorneadodricardocanBelum ada peringkat
- Informe Mini Fresadora CNCDokumen28 halamanInforme Mini Fresadora CNCLeo St Dominguez LeyvaBelum ada peringkat
- 7 CNC RoscaDokumen1 halaman7 CNC RoscaWilson YucraBelum ada peringkat
- Coordenadas Absolutas e Increment AlesDokumen25 halamanCoordenadas Absolutas e Increment AlesAngelica Patricia Laiton Pinilla100% (1)
- Triz IpsDokumen40 halamanTriz IpsGiovanniBelum ada peringkat
- PRELISTOS MixerconDokumen2 halamanPRELISTOS Mixerconalan314100% (1)
- Tornos CNC Con FANUC Series 0i PDFDokumen12 halamanTornos CNC Con FANUC Series 0i PDFEduardo QuiñonesBelum ada peringkat
- EsIA Cobre Panama PDFDokumen93 halamanEsIA Cobre Panama PDFJuan Carlos LiBelum ada peringkat
- Tabla de Velocidad de CorteDokumen5 halamanTabla de Velocidad de CorteAntonio DelgadoBelum ada peringkat
- 10 Ejemplos de Programacion CNCDokumen17 halaman10 Ejemplos de Programacion CNCJorge RengifoBelum ada peringkat
- Flowline MASTERCAMDokumen16 halamanFlowline MASTERCAMAlex Omar GuamánBelum ada peringkat
- Resumen de Ciclos de FANUCDokumen4 halamanResumen de Ciclos de FANUCDavid ObrienBelum ada peringkat
- Introducción A Los Motores de CombustiónDokumen187 halamanIntroducción A Los Motores de Combustiónmgy20Belum ada peringkat
- Ejercicios de Repaso Calculo Engranes RectosDokumen9 halamanEjercicios de Repaso Calculo Engranes RectosWil GaviriaBelum ada peringkat
- G02 - 03 Interpolacion CircularDokumen32 halamanG02 - 03 Interpolacion Circularhiram54Belum ada peringkat
- Formulas Torno y FresadoraDokumen24 halamanFormulas Torno y FresadoraJair Díaz0% (1)
- Ejercicio RefrentadoDokumen4 halamanEjercicio RefrentadoErlanDuarteBelum ada peringkat
- Ejercicios Guiados PromodelDokumen10 halamanEjercicios Guiados PromodelLuis Rodriguez VelezmoroBelum ada peringkat
- Examen (Problemas, Fresadora y Torno)Dokumen22 halamanExamen (Problemas, Fresadora y Torno)Gus De LizardiBelum ada peringkat
- Identificación de TornillosDokumen12 halamanIdentificación de Tornillosjosue lopez100% (2)
- CNC Exercises Milling SpanishDokumen39 halamanCNC Exercises Milling SpanishDaniel UtreraBelum ada peringkat
- 6.4 Calculo Weibull en ExcelDokumen8 halaman6.4 Calculo Weibull en ExcelNewman RiosBelum ada peringkat
- Plan de MantenimientoDokumen31 halamanPlan de MantenimientoKarina LopezBelum ada peringkat
- Manual de ProgramacionDokumen153 halamanManual de ProgramacionJosue Palacin100% (1)
- Practica 9Dokumen7 halamanPractica 9Galilea BandaBelum ada peringkat
- Tutorial de Maquinado Usando SwansoftDokumen8 halamanTutorial de Maquinado Usando SwansoftErickstoff LopezBelum ada peringkat
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDokumen5 halamanEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsBelum ada peringkat
- Hoja de ProcesoDokumen10 halamanHoja de ProcesoNestor LopezBelum ada peringkat
- Hoja de Procesos Martillo ComboDokumen2 halamanHoja de Procesos Martillo ComboGabriel Paredes33% (3)
- 4 Practicas Usando El Simulador Swansoft CNCDokumen6 halaman4 Practicas Usando El Simulador Swansoft CNCjomafiBelum ada peringkat
- Capítulo II Gestión de La Cadena de SuministroDokumen38 halamanCapítulo II Gestión de La Cadena de SuministroNICOLE ESTEPHANY CASTRO BLANCOBelum ada peringkat
- Ejercicios TornoDokumen12 halamanEjercicios TornoUriel RamírezBelum ada peringkat
- Ejercicios de Roscado PDFDokumen4 halamanEjercicios de Roscado PDFbelegFinrodBelum ada peringkat
- Mantoux Paul - La Revolucion Industrial en El Siglo XVIIIDokumen278 halamanMantoux Paul - La Revolucion Industrial en El Siglo XVIIIPaola Andrea Silva Hoyos100% (6)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Ejercicios CNC MarDokumen58 halamanEjercicios CNC Marfarias199100% (6)
- Practica 3 CNCDokumen4 halamanPractica 3 CNC04104647623Belum ada peringkat
- Ejemplo Pieza Torneado CNC Con WINUNISOFTDokumen5 halamanEjemplo Pieza Torneado CNC Con WINUNISOFTTony Marasca100% (1)
- Practica de Taller en Torno Y FresadoraDokumen11 halamanPractica de Taller en Torno Y FresadoraErik Adrian Lopez Torres33% (3)
- Examen Parcial - Torno CNC EmcoDokumen4 halamanExamen Parcial - Torno CNC EmcoCRILLOMARBelum ada peringkat
- Codigos G Torno CNCDokumen1 halamanCodigos G Torno CNCLuis Armando Valero AlcalaBelum ada peringkat
- Formulas de EstiradoDokumen3 halamanFormulas de EstiradoAntonio MartinezBelum ada peringkat
- Transmision Por Cadena ProblemasDokumen24 halamanTransmision Por Cadena Problemasmarkograw67% (3)
- Fabricacion de Una Polea PDFDokumen24 halamanFabricacion de Una Polea PDFjavierdario plazas rinconBelum ada peringkat
- Ejercicios de Programacion en Torno CNCDokumen17 halamanEjercicios de Programacion en Torno CNCAntonio AcostaBelum ada peringkat
- Ejercicio de Seminario Problemas FresadoDokumen13 halamanEjercicio de Seminario Problemas Fresadojhonbien1Belum ada peringkat
- Ejemplo Hoja de Proceso-Torno-2-2010Dokumen4 halamanEjemplo Hoja de Proceso-Torno-2-2010Carolina Ramirez67% (3)
- Operacion CMV Leadwell V30Dokumen26 halamanOperacion CMV Leadwell V30Jhon ValdiviezoBelum ada peringkat
- Ejercicios Resueltos Diagrama Hierro CabDokumen411 halamanEjercicios Resueltos Diagrama Hierro Cabkevin gasteluBelum ada peringkat
- Ejercicio CAD CAM Operaciones en Mastercam x5Dokumen10 halamanEjercicio CAD CAM Operaciones en Mastercam x5tizico5000Belum ada peringkat
- Deber Torno 201720Dokumen4 halamanDeber Torno 201720Carlos Alberto Andrade Naranjo100% (1)
- Rubrica 3Dokumen41 halamanRubrica 3Pablo Aguilar MartinezBelum ada peringkat
- Proyecto EcheverriaDokumen18 halamanProyecto EcheverriaMiguel CujiBelum ada peringkat
- Ejercicio 2 4ejeDokumen9 halamanEjercicio 2 4ejeCristian AndrangoBelum ada peringkat
- Mecanizado de Un EjeDokumen13 halamanMecanizado de Un EjejefferosonBelum ada peringkat
- Informe 04 CNC Gr1 MangiaDokumen9 halamanInforme 04 CNC Gr1 MangiaJairo Andres MangiaBelum ada peringkat
- Informe 05 CNC Gr1 MangiaDokumen9 halamanInforme 05 CNC Gr1 MangiaJairo Andres MangiaBelum ada peringkat
- Pia MaquinadoDokumen9 halamanPia MaquinadoAlberto Guadarrama OcampoBelum ada peringkat
- Programación Torno CNCDokumen9 halamanProgramación Torno CNCPatricioBelum ada peringkat
- Ciclos Fijos de MecanizadoDokumen11 halamanCiclos Fijos de MecanizadoCristian Rodriguez100% (1)
- Amán Anrango CNC Práctica#3Dokumen10 halamanAmán Anrango CNC Práctica#3HabanitaConstantineFrancoBelum ada peringkat
- Informe Procesos Llave FijaDokumen7 halamanInforme Procesos Llave FijaLina Maria Reyes GonzalesBelum ada peringkat
- Procesos ParcialDokumen10 halamanProcesos ParcialCRISTIAN ANDRES SANABRIA MARTINEZBelum ada peringkat
- Chef de Cocina NTE INEN 2 442 2008 75Dokumen9 halamanChef de Cocina NTE INEN 2 442 2008 75GiovanniBelum ada peringkat
- Preguntas de Diseño IndustrialDokumen4 halamanPreguntas de Diseño IndustrialGiovanniBelum ada peringkat
- 210 Materials and ToolsDokumen18 halaman210 Materials and ToolsGiovanniBelum ada peringkat
- Triz-Ips 3Dokumen53 halamanTriz-Ips 3GiovanniBelum ada peringkat
- FP Ayudante de CocinaDokumen22 halamanFP Ayudante de CocinaKrixbe LighBelum ada peringkat
- Analisis QFDDokumen1 halamanAnalisis QFDGiovanniBelum ada peringkat
- Triz-Ips 2Dokumen16 halamanTriz-Ips 2GiovanniBelum ada peringkat
- Glosario de Terminología Automotriz de ASE InglésEspañolGlosario de Terminología Automotriz de ASE InglésEspañolDokumen54 halamanGlosario de Terminología Automotriz de ASE InglésEspañolGlosario de Terminología Automotriz de ASE InglésEspañolJorge Garcés AlvearBelum ada peringkat
- Ventajas de Prezi y SlideshareDokumen7 halamanVentajas de Prezi y SlideshareGiovanniBelum ada peringkat
- Manual PREZI (FINAL 2) PDFDokumen12 halamanManual PREZI (FINAL 2) PDFdiafre1975Belum ada peringkat
- Reparaciòn de Sistemas de Frenos T1Dokumen175 halamanReparaciòn de Sistemas de Frenos T1Giovanni100% (2)
- Circuito Neumatica Diagrama de EstadoDokumen3 halamanCircuito Neumatica Diagrama de EstadoGiovanniBelum ada peringkat
- Analysis of Drilling Parameters in AircraftDokumen20 halamanAnalysis of Drilling Parameters in AircraftGiovanniBelum ada peringkat
- Espectro Atomico de LineasDokumen4 halamanEspectro Atomico de LineasGiovanniBelum ada peringkat
- Principios de Termodinámica y Motores TérmicosDokumen33 halamanPrincipios de Termodinámica y Motores TérmicosGiovanniBelum ada peringkat
- Introduccion A La HidraúlicaDokumen75 halamanIntroduccion A La HidraúlicaGiovanni100% (1)
- Mantenimiento Industrial 1 Cap1Dokumen48 halamanMantenimiento Industrial 1 Cap1GiovanniBelum ada peringkat
- Mecánica de Patio 3, Suspension ConvencionalDokumen16 halamanMecánica de Patio 3, Suspension ConvencionalGiovanniBelum ada peringkat
- Mantenimiento: 5SsDokumen92 halamanMantenimiento: 5SsGiovanniBelum ada peringkat
- LubricantesDokumen52 halamanLubricantesGiovanni100% (1)
- Costos Por ProcesosDokumen13 halamanCostos Por ProcesosEsteban AlvaradoBelum ada peringkat
- CALZADO - Cap (5) Instalaciones-Ubicacion y Servicios AuxiliaresDokumen10 halamanCALZADO - Cap (5) Instalaciones-Ubicacion y Servicios Auxiliaresathos_2587Belum ada peringkat
- Marco TeoricoDokumen14 halamanMarco TeoricoJoshua BatesBelum ada peringkat
- Presentacion Sap Capacitacion ResumenDokumen43 halamanPresentacion Sap Capacitacion ResumenYesly MartinezBelum ada peringkat
- Planta RegasificadoraDokumen8 halamanPlanta RegasificadoraKernel SistOpBelum ada peringkat
- Preguntas 11-11-2010Dokumen23 halamanPreguntas 11-11-2010Alevj DbBelum ada peringkat
- Costos Unitarios Comedor PrincipalDokumen74 halamanCostos Unitarios Comedor PrincipalosmardagaBelum ada peringkat
- Clases de Clientes PDFDokumen5 halamanClases de Clientes PDFNick YankeesBelum ada peringkat
- Calculo Del ImssDokumen9 halamanCalculo Del ImssJaaneth Villarreeal 'PdBelum ada peringkat
- Parcial Costo 2Dokumen25 halamanParcial Costo 2Nando Javii Viaña FonsekBelum ada peringkat
- Estudio de Materiales I Plan de EstudiosDokumen8 halamanEstudio de Materiales I Plan de EstudiosJhonSantiagoBelum ada peringkat
- 1 1 PFEIFER Catalogo General Transporte de Prefab 2003Dokumen13 halaman1 1 PFEIFER Catalogo General Transporte de Prefab 2003Katty LapoBelum ada peringkat
- Ejemplo Costos EstimadosDokumen52 halamanEjemplo Costos EstimadosGroverqmBelum ada peringkat
- Informe #062-2016 Opinion Rao Octubre 2016Dokumen9 halamanInforme #062-2016 Opinion Rao Octubre 2016Anonymous n6nGC84S8E100% (1)
- Sistemas de Gestion de CalidadDokumen121 halamanSistemas de Gestion de CalidadMiguel VelascoBelum ada peringkat
- Maquinaria para TunelesDokumen24 halamanMaquinaria para TunelesRodrigo AlejandroBelum ada peringkat
- Ficha Tecnica Extintores Manuales SepDokumen2 halamanFicha Tecnica Extintores Manuales SepEmilio Jose Andia AbregiBelum ada peringkat
- Folleto Estanterias CTB KanbanDokumen12 halamanFolleto Estanterias CTB KanbanJonatan MontalvanBelum ada peringkat
- Kangare ManualDokumen98 halamanKangare ManualMary Watson100% (2)
- Caso El Atun Volador-Alvaro MauricioDokumen16 halamanCaso El Atun Volador-Alvaro MauricioAndres felipe rivera100% (1)
- Actividad 1 Administración de Operaciones PDFDokumen62 halamanActividad 1 Administración de Operaciones PDFManuel MzaBelum ada peringkat
- TRABAJO FINAL Gestion de La Calidad Total 1Dokumen44 halamanTRABAJO FINAL Gestion de La Calidad Total 1Mixael CademaBelum ada peringkat