Anda mungkin juga menyukai
- Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsDari EverandGeometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection: A Handbook for Geometrical Product Specification Using ISO and ASME StandardsPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Che Do Cat1Dokumen7 halamanChe Do Cat1Giang Hoai VuBelum ada peringkat
- Optimization of Surface Roughness Parameters in Dry TurningDokumen7 halamanOptimization of Surface Roughness Parameters in Dry TurningVijay KumarBelum ada peringkat
- Applied SciencesDokumen14 halamanApplied Sciencessaurav kumar singhBelum ada peringkat
- 1I31 IJAET0829519 v9 Iss1 pp1 9Dokumen9 halaman1I31 IJAET0829519 v9 Iss1 pp1 9bruna.smachadocBelum ada peringkat
- Design Rule Checker For Sheet Metal Components Using Medial Axis Transforms and Geometric ReasoningDokumen33 halamanDesign Rule Checker For Sheet Metal Components Using Medial Axis Transforms and Geometric Reasoningramasamy_lBelum ada peringkat
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureDokumen6 halamanA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoBelum ada peringkat
- Applied Sciences: The Influence of Automated Machining Strategy On Geometric Deviations of Machined SurfacesDokumen15 halamanApplied Sciences: The Influence of Automated Machining Strategy On Geometric Deviations of Machined SurfacesHuseinBelum ada peringkat
- Ijmer 46064551 PDFDokumen7 halamanIjmer 46064551 PDFIJMERBelum ada peringkat
- A Review On Tool Wear Monitoring SystemDokumen7 halamanA Review On Tool Wear Monitoring Systemiaetsdiaetsd100% (1)
- Tool Wear Monitoring - v20180412Dokumen30 halamanTool Wear Monitoring - v20180412SuzanaPetrovicBelum ada peringkat
- Filtering Denoising GrindingDokumen15 halamanFiltering Denoising GrindingBilelennourBelum ada peringkat
- Ratchev - 2004 - Milling Error Prediction and Compensation in Machining of Low - Rigidity PartsDokumen13 halamanRatchev - 2004 - Milling Error Prediction and Compensation in Machining of Low - Rigidity PartsHui HeBelum ada peringkat
- Tool WearDokumen13 halamanTool Wearsakthistory1922Belum ada peringkat
- Prediction of Geometry Deviations in Additive Manufactured Parts: Comparison of Linear Regression With Machine Learning AlgorithmsDokumen22 halamanPrediction of Geometry Deviations in Additive Manufactured Parts: Comparison of Linear Regression With Machine Learning AlgorithmsRafael ZanettiBelum ada peringkat
- Using Virtual Manufacturing Simulation in 3D Cutting Forces PredictionDokumen4 halamanUsing Virtual Manufacturing Simulation in 3D Cutting Forces Predictionravi tejaBelum ada peringkat
- Process SelectionDokumen7 halamanProcess SelectionGhada MasryBelum ada peringkat
- 233 ArticleText 303 1 10 20171206Dokumen11 halaman233 ArticleText 303 1 10 20171206RAHUL CRBelum ada peringkat
- A Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDokumen7 halamanA Study of The Effects of Machining Parameters On The Surface Roughness in The End-Milling ProcessDesalegn DgaBelum ada peringkat
- Model Prediction of Defects in Sheet Metal Forming ProcessesDokumen12 halamanModel Prediction of Defects in Sheet Metal Forming Processeschandra jemyBelum ada peringkat
- A Review of Optimization Techniques, Effect of Process Parameter With Reference To Vibration in End Milling ProcessesDokumen14 halamanA Review of Optimization Techniques, Effect of Process Parameter With Reference To Vibration in End Milling ProcessesDr. Mahesh GopalBelum ada peringkat
- Development of An Intelligent System For Tool Wear Monitoring Applying Neural NetworksDokumen6 halamanDevelopment of An Intelligent System For Tool Wear Monitoring Applying Neural Networkshari0118Belum ada peringkat
- Development of Hybrid Predictive Models and Optimization Techniques For Machining OperationsDokumen14 halamanDevelopment of Hybrid Predictive Models and Optimization Techniques For Machining OperationsXavier ZukeBelum ada peringkat
- Intelligent Design and Optimization of Machining FixturesDokumen10 halamanIntelligent Design and Optimization of Machining FixturesKabalksBelum ada peringkat
- Design, Optimization, and Analysis of Machining Fixture Layout Under Dynamic ConditionsDokumen19 halamanDesign, Optimization, and Analysis of Machining Fixture Layout Under Dynamic ConditionsIJRASETPublicationsBelum ada peringkat
- ARCHIVE Proceedings of The Institution of Mechanical Engineers Part B Journal of Engineering Manufacture 1989-1996 (Vols 203-210) Volume 220 Issue 6 2006 (Doi 10.1243/09544054jem460sc)Dokumen7 halamanARCHIVE Proceedings of The Institution of Mechanical Engineers Part B Journal of Engineering Manufacture 1989-1996 (Vols 203-210) Volume 220 Issue 6 2006 (Doi 10.1243/09544054jem460sc)adarshgitamBelum ada peringkat
- Applsci 09 00479Dokumen25 halamanApplsci 09 00479Ashu DeshawerBelum ada peringkat
- Applsci 11 03259 v2Dokumen20 halamanApplsci 11 03259 v2AntonioBelum ada peringkat
- Optimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Dokumen6 halamanOptimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Rishikesh GunjalBelum ada peringkat
- Optimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.Dokumen10 halamanOptimizacija Elemenata Rezima Obrade Pomocu Planiranog Eksperimenta Kopcic O. Ekinovic S.wonder landBelum ada peringkat
- Wenhan Zeng - AMTDokumen18 halamanWenhan Zeng - AMTsubhromondal2017Belum ada peringkat
- Silva Et Al - Ijcim 2012Dokumen14 halamanSilva Et Al - Ijcim 2012RACHEL BOSSBelum ada peringkat
- 09 - Chapter 1Dokumen23 halaman09 - Chapter 1Amit TewariBelum ada peringkat
- Adaptive Control Based Condition Monitoring of CNC MachineDokumen10 halamanAdaptive Control Based Condition Monitoring of CNC MachineIJRASETPublicationsBelum ada peringkat
- Estimation of Tool Wear During CNC Milling Using Neural Network-Based Sensor FusionDokumen14 halamanEstimation of Tool Wear During CNC Milling Using Neural Network-Based Sensor FusionJason LiuBelum ada peringkat
- Journal Paper 1Dokumen6 halamanJournal Paper 1viswanand2203Belum ada peringkat
- Experimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDokumen11 halamanExperimentation and Prediction of Vibration Amplitude in End Milling With Reference To Radial Rake AngleDr. Mahesh GopalBelum ada peringkat
- Bayesian Network Approach To Root Cause DiagnosisDokumen17 halamanBayesian Network Approach To Root Cause DiagnosisDhinesh GanesanBelum ada peringkat
- IJTech IE 4208 Dry Milling Machining Optimization of Cutting paraDokumen11 halamanIJTech IE 4208 Dry Milling Machining Optimization of Cutting paraWAHYU DWI LESTARIBelum ada peringkat
- Ijaret: ©iaemeDokumen12 halamanIjaret: ©iaemeIAEME PublicationBelum ada peringkat
- 60 - Tool Wear PDFDokumen6 halaman60 - Tool Wear PDFfshtaBelum ada peringkat
- Prediction of Geometry Deviations in Additive ManuDokumen23 halamanPrediction of Geometry Deviations in Additive ManuGabrielle CurcinoBelum ada peringkat
- Surface Roughness Perfection by CAM InterpolationsDokumen14 halamanSurface Roughness Perfection by CAM InterpolationsEl Bechir MsaddekBelum ada peringkat
- The Influence of High-Speed Milling Strategies OnDokumen9 halamanThe Influence of High-Speed Milling Strategies OnYusufYükselBelum ada peringkat
- Tool Wear Monitoring Through Online Measured Cutting Force and Cutting Temperature During Face Milling Inconel 718Dokumen12 halamanTool Wear Monitoring Through Online Measured Cutting Force and Cutting Temperature During Face Milling Inconel 718Alex MartinezBelum ada peringkat
- Automated Design of Sheet Metal Punches For Bending Multiple Parts in A Single SetupDokumen15 halamanAutomated Design of Sheet Metal Punches For Bending Multiple Parts in A Single SetupErhanEkiciBelum ada peringkat
- CNC Machine ToolDokumen9 halamanCNC Machine ToolNaing Lin ooBelum ada peringkat
- Simulation of The Effect of Die Radius On Deep Drawing ProcessDokumen6 halamanSimulation of The Effect of Die Radius On Deep Drawing ProcessSac ChoBelum ada peringkat
- Modelling of GD&TDokumen6 halamanModelling of GD&TKarthik KarunanidhiBelum ada peringkat
- Wear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaDokumen8 halamanWear Analysis of Multi Point Milling Cutter Using FEA: Vikas Patidar, Prof. Kamlesh Gangrade, Dr. Suman SharmaAravindkumarBelum ada peringkat
- Tool LifeDokumen6 halamanTool LifePrashant SaxenaBelum ada peringkat
- End Mill Tools Integration in CNC Machining For Rapid Manufacturing Processes Simulation StudiesDokumen16 halamanEnd Mill Tools Integration in CNC Machining For Rapid Manufacturing Processes Simulation StudiesKumar AbhishekBelum ada peringkat
- Abstract:: Wasit Journal of Engineering Sciences Vol. (1), No. (1), 2013Dokumen21 halamanAbstract:: Wasit Journal of Engineering Sciences Vol. (1), No. (1), 2013Stefan TudoracheBelum ada peringkat
- Structure Simulation and Blade Design of An Aircraft EngineDokumen12 halamanStructure Simulation and Blade Design of An Aircraft Enginesirajul_musthafaBelum ada peringkat
- Submerged Arc Welding ParametersDokumen14 halamanSubmerged Arc Welding ParametersbozzecBelum ada peringkat
- Tool Wear and Surface Finish Investigation of Hard Turning Using Tool ImagingDokumen4 halamanTool Wear and Surface Finish Investigation of Hard Turning Using Tool ImagingM JefriantoBelum ada peringkat
- IJEART04317Dokumen8 halamanIJEART04317erpublicationBelum ada peringkat
- Design and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inDokumen11 halamanDesign and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inmazen banatBelum ada peringkat
- Abbott 2021 ApJL 915 L5Dokumen24 halamanAbbott 2021 ApJL 915 L5Manju SanthakumariBelum ada peringkat
- CS 161 (Stanford, Winter 2024)Dokumen2 halamanCS 161 (Stanford, Winter 2024)Catriel LopezBelum ada peringkat
- Sc3 Lecture Short CKT Currents BMR Feb.03, 2021Dokumen11 halamanSc3 Lecture Short CKT Currents BMR Feb.03, 2021Khizer AminBelum ada peringkat
- Inform: Extending PhoenicsDokumen42 halamanInform: Extending PhoenicsrsigorBelum ada peringkat
- Review For Final ExamDokumen29 halamanReview For Final ExamhaddanBelum ada peringkat
- COA LAb File-ShubhiDokumen28 halamanCOA LAb File-ShubhiKrishan Kant ShuklaBelum ada peringkat
- Diagbootx: // Public Release 1Dokumen4 halamanDiagbootx: // Public Release 1Tedy AdhinegoroBelum ada peringkat
- Kraken Intelligence's Taproot Primer - An Upgrade For The AgesDokumen37 halamanKraken Intelligence's Taproot Primer - An Upgrade For The AgesT. CC ElficBelum ada peringkat
- Shackle Marking InformationDokumen7 halamanShackle Marking Informationmalborn100% (1)
- 5510 0004 04 - 18 1021 Basic Principles of Ship Propulsion - MAN PDFDokumen68 halaman5510 0004 04 - 18 1021 Basic Principles of Ship Propulsion - MAN PDFAlex FatecBelum ada peringkat
- Omnibus Risk EstimatorDokumen6 halamanOmnibus Risk EstimatorConta do CerberusBelum ada peringkat
- Enhancement of IDoc TypeDokumen12 halamanEnhancement of IDoc TypeRakesh RaiBelum ada peringkat
- Chapter 11Dokumen53 halamanChapter 11Vijendhar ReddyBelum ada peringkat
- Lec.5 (Prameters of OHTL Pt.2)Dokumen10 halamanLec.5 (Prameters of OHTL Pt.2)AbdullahBelum ada peringkat
- Myp Math Standard Unit 02Dokumen4 halamanMyp Math Standard Unit 02Suran LeeBelum ada peringkat
- Bluetooth PresentationDokumen18 halamanBluetooth Presentationarjun_rathore8178Belum ada peringkat
- Haaland EquationDokumen1 halamanHaaland EquationAmir AzmiBelum ada peringkat
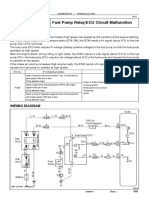
- DTC P1200 Fuel Pump Relay/ECU Circuit MalfunctionDokumen4 halamanDTC P1200 Fuel Pump Relay/ECU Circuit MalfunctiononealBelum ada peringkat
- 2020 Specimen Paper 1 Mark SchemeDokumen16 halaman2020 Specimen Paper 1 Mark SchemesarabBelum ada peringkat
- NMEADokumen38 halamanNMEADavidBelum ada peringkat
- AMC2019 StudentsResults Indonesia 8JDokumen4 halamanAMC2019 StudentsResults Indonesia 8JWinety Kristiana DewiBelum ada peringkat
- TFT SDK ManualDokumen107 halamanTFT SDK ManualRenier ServenBelum ada peringkat
- Maths Shortcuts by DayTodayGKDokumen20 halamanMaths Shortcuts by DayTodayGKAnand KesarkarBelum ada peringkat
- Discover Haxeflixel FullDokumen182 halamanDiscover Haxeflixel FullKristian Macanga100% (3)
- 07 Bubble BreakDokumen25 halaman07 Bubble BreakWeb LogueandoBelum ada peringkat
- Chapter 3 Ni ChupaghettiDokumen2 halamanChapter 3 Ni ChupaghettiRodemar RosarioBelum ada peringkat
- HCS2000Dokumen6 halamanHCS2000Nermin PalićBelum ada peringkat
- Tugas HKSA Deskriptor (Fitriani Choerunnisa (11171013) 3FA1)Dokumen4 halamanTugas HKSA Deskriptor (Fitriani Choerunnisa (11171013) 3FA1)fitriani choerunnisaBelum ada peringkat
- LSM330DLDokumen54 halamanLSM330DLalexanderBelum ada peringkat
- Medical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterDokumen5 halamanMedical Laboratory Technology Journal: Kadar Vitamin C Jeruk Sunkist Peras Dan Infused WaterlinggaBelum ada peringkat