Fundição Por Centrifugação
Diunggah oleh
Diego PimentaHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Fundição Por Centrifugação
Diunggah oleh
Diego PimentaHak Cipta:
Format Tersedia
10
Universidade do Estado do Rio de Janeiro
Departamento de Mecnica e Energia
Faculdade de Tecnologia
Campus Resende
Fernanda Leon Paula Nilo
Felipe Jos Farias de Oliveira
Igor Fontanezi Maia
Fenmenos decorrentes da solidificao dos metais
Fatores determinantes para a escolha do processo de fundio
Processo de fundio
Fundio por centrifugao
Resende
2015
11
Fernanda Leon Paula Nilo
Felipe Jos Farias de Oliveira
Igor Fontanezi Maia
Fenmenos decorrentes da solidificao dos metais
Fatores determinantes para a escolha do processo de fundio
Processo de fundio
Fundio por centrifugao
O presente trabalho tem como objetivo fazer uma
reviso bibliogrfica sobre temas como: os
fenmenos que ocorrem durante a solidificao
dos metais, fatores determinantes na escolha do
processo de fundio e fundio por
centrifugao. Temas estes que soreferentes
disciplina de Processos de Fabricao III, da
Faculdade de Tecnologia, campus de Resende,
curso de Engenharia de Produo com nfase em
mecnica.
Orientador: Professor Dr. Alexandre Alvarenga Palmeira
Resende
2015
12
RESUMO
NILO, Fernanda Leon Paulo; OLIVEIRA, Felipe Jos Farias de; MAIA, Igor Fontanezi.
Fenmenos decorrentes da solidificao dos metais,Fatores determinantes para a escolha
do processo de fundio, Processo de fundio e Fundio por centrifugao ,
2015,84f.Trabalho de Processos de Fabricao III Faculdade de Tecnologia, Universidade
do Estado do Rio de Janeiro, Resende, 2015.
A presente obra tem por objetivo fazer uma reviso bibliogrfica de temas relacionados com a
disciplina de Processo de Fabricao III, ministrados na Faculdade de Tecnologia (FAT). Os
temas que sero discutidos neste trabalho so: os processos decorrentes da solidificao dos
metais, fatores determinantes na escolha do processo de fundio, processos de fundio e
mais especificamente o processo de fundio por centrifugao.
Palavras-chave: fundio; fundio por centrifugao; processos de fabricao.
13
ABSTRACT
NILO, Fernanda Leon Paulo; OLIVEIRA, Felipe Jos Farias de; MAIA, Igor Fontanezi.
Phenomena resulting from the solidification of metals, decisive factors for the choice of
casting process, casting process and casting by centrifugation, 2015,84f. Manufacturing
Processes Work III Faculty of Technology, State University of Rio de Janeiro, Resende,
2015.
This work aims to make a literature review of issues related to the discipline of Manufacturing
Process III, taught at the Faculty of Technology (FAT). The issues to be discussed in this
paper are: the processes resulting from the solidification of metals, determining factors in
choosing the casting process, casting process and more specifically by spin casting process.
Keywords: foundry; casting by centrifugation; manufacturing processes.
14
LISTA DE FIGURAS
Figura 1- Dendrita originada na solidificao
13
Figura 2- Lingote solidificao no interior de uma lingoteira
14
Figura 3- Efeito dos cantos na cristalizao
14
Figura 4- Fenmeno de contrao, com o vazio ou chupagem resultante
16
Figura 5- Defeitos de contrao em volantes fundidos e modo de corrigi-los
16
Figura 6- Dispositivos utilizados para controle de vazios em lingotes e peas fundidas 17
Figura 7- Variao volumtrica do ao ao se resfriar a partir da faze lquida
18
Figura 8- Segregao em peas laminadas e forjadas
20
Figura 9- Solubilidade do hidrognio nos metais versus temperatura
21
Figura 10- Lingote: (a) lingote efervescente, (b) semi-acalmado e (c) acalmado
22
Figura 11- Mtodos de desgaseificao do banho metlico
23
Figura 12- Grfico comparativo de temperatura
25
Figura 13- Velocidades de nucleao e crescimento dos cristais
27
Figura 14- Crescimento com gradiente positivo
28
Figura 15- Crescimento com gradiente negativo
29
Figura 16- Sistema isomorfo A-B em condies de equilbrio
30
Figura 17- Microestrutura ps-solidificao
31
Figura 18- Solidificao de uma liga Co de um sistema A-B
33
Figura 19-Regio super-resfriada no lquido
34
Figura 20- Comparao entre temperatura no lquido e na solidificao
34
Figura 21- Solidificao de uma liga Co para Ko>1
35
Figura 22- Concentrao de Co/Ko e temperatura na interface lquido/slido
35
Figura 23- Temperatura do lquido em trs casos diferentes
36
Figura 24- Fases de uma liga euttica A-B
37
Figura 25- Composio de uma liga euttica A-B
38
Figura 26- Zonas macroestruturais
39
Figura 27- Preo unitrio versus nmero de peas para diversos processos
45
Figura 28- Concordncia de sees em peas fundidas
53
Figura 29- Conicidade recomendada no projeto do modelo e confeco do molde
55
Figura 30- Exemplo de modelos para fundio
57
Figura 31- Exemplo de modelos para fundio
58
Figura 32- Exemplo de modelos para fundio
59
15
Figura 33- Exemplo de modelos para fundio
60
Figura 34- Exemplo de modelos para fundio
61
Figura 35- Exemplo de modelos para fundio
62
Figura 36- Canal de alimentao
63
Figura 37- Canal de descida e distribuio
64
Figura 38- Dimensionamento de canais
65
Figura 39- Canais alimentadores
66
Figura 40- Canais massalotes
67
Figura 41- Presso desenvolvida pela fora centrifuga
69
Figura 42- Produtos originados da fundio por centrifugao
71
Figura 43- Sistema de fundio por centrifugao horizontal
74
Figura 44- Sistema vertical de centrifugar
75
16
LISTA DE TABELAS
Tabela 1- Raios atmicos e estruturas cristalinas
12
Tabela 2- Contrao no estado lquido
19
Tabela 3- Contrao no estado slido
19
Tabela 4- Comparao dos diversos processos de moldagem
47
Tabela 5- Condutividade trmica de materiais de moldes
49
Tabela 6- Seces mnimas recomendadas em peas fundidas
54
Tabela 7- Sees mnimas de orifcios em peas fundidas
55
17
SUMRIO
1- Introduo
10
2- Fenmenos decorrentes da solidificao dos metais
11
2.1- Cristalizao
11
2.2- Contrao de volume
15
2.3- Concentrao de impurezas
20
2.4- Desprendimento de gases
21
2.5- Solidificao de metais puros
24
2.5.1- Nucleao
24
2.5.2- Crescimento
27
2.6- Solidificao de ligas metlicas
30
2.6.1- Solidificao de solues slidas em condies de no-equilbrio 30
2.6.2- Super-resfriamento constitucional
32
2.6.3- Crescimento durante a solidificao de ligas
36
2.6.4- Solidificao de sistemas eutticos em condies de no-equilbrio 37
2.7- Macroestrutura bruta de solidificao
39
2.8- Segregao
40
2.8.1- Segregao dendritica (zonamento)
40
2.8.2- Segregao normal
40
2.8.3- Segregao inversa
41
2.8.4- Segregao gravimtrica
41
2.9- Variaes de volume durante a solidificao
42
2.9.1- Contrao de solidificao
42
3- Fatores determinantes para a escolha do processo de fundio
43
4- Processos de fundio
51
4.1 Desenhos da pea
52
4.2Projeto do modelo e confeco do modelo e molde
55
4.2.1-Consideraes sobre o projeto do modelo
56
4.3- Alimentao da pea
63
5- Fundio por centrifugao
68
5.1- Tipos de fundio por Centrifugao
71
18
5.1.1 Fundio por centrifugao horizontal
5.1.1.1Equipamentos de centrifugao horizontal
72
73
5.1.2 Fundio por centrifugao vertical
74
5.2 Moldaes utilizadas em fundio por centrifugao
76
5.3 Parmetros de fundio por centrifugao
77
5.3.1 Temperatura de processo
77
5.3.2 Vazamento do metal
78
5.3.3 Velocidade de rotao
78
5.3.4 Solidificao
79
5.3.5 Materiais utilizados
79
5.4 Vantagens e desvantagens da Centrifugao
80
6- Concluso
82
7- Referncias bibliogrficas
83
19
1- INTRODUO
O presente trabalho tem como objetivo apresentar uma reviso bibliogrfica sobre
temas relacionados com a matria ministrada no curso de Processos de Fabricao III. Os
temas so fenmenos decorrentes da solidificao dos metais, fatores determinantes para a
escolha do processo de fundio, processo de fundio e fundio por centrifugao.
A metodologia adotada para apresentar os fenmenos decorrentes da solidificao dos
metais foi apresentar dois autores, Chiaverini e Siegel, para abordar o contedo. O primeiro
autor, Chiaverini, define que a solidificao dos metais define-se em quatros pontos
principais, a cristalizao, contrao de volume, concentrao de impurezas e desprendimento
de gases. J Siegel, possui uma abordagem diferente mostrando que esses fenmenos
apresentam classificaes tais como a nucleao, segregao, crescimento e contrao de
volume, basicamente isto que apresenta este autor.
O prximo passo deste trabalho relatar os fatores que determinam a escolha do
processo de fundio. Neste ponto tambm se apresenta dois autores Soares e Siegel. Soares
mostra que para a escolha do processo devem-se levar em considerao os seguintes aspectos:
tamanho e geometria da pea, tipo de liga a ser fundida, acabamento e tolerncia dimensional
exigida e nmero de peas encomendadas. Siegel mostra um ponto de vista diferente expondo
que os fatores para a escolha do processo so: tipo do metal, tamanho da pea, volume de
produo, tolerncias dimensionais, acabamento das peas, propriedades mecnicas e fsicas
das peas, custo inicial dos equipamentos, custo dos materiais de moldagem, custo de preparo
do molde, mtodo de limpeza da pea, usinagem da pea e tratamento superficial.
O prximo tema a ser abordado no trabalho os processos de fundio. Para isto
recorre-se tambm a dois autores, Chiaverini e Siegel. Neste ponto o trabalho apresentar
somente alguns pontos principais relacionados aos processos de fundio, pois independente
da escolha do processo pontos como o desenho da pea, projeto do molde, confeco do
molde, alimentao das peas, eliminao das rebarbas e controle de qualidade, devem ser
levadas em considerao. O presente trabalho mostrar somente o desenho das peas,
11
alimentao das peas e projeto e confeco dos moldes.O ltimo tpico apresentado no
trabalho e o objetivo principal a fundio por centrifugao. O principal autor apresentado
neste tpico Bradaschia, que apresenta os seguintes tpicos relacionados com a fundio por
centrifugao: fundio vertical e horizontal, equipamentos de fundio por centrifugao,
parmetros de fundio e vantagens e desvantagens do processo.
2-
FENMENOS DECORRENTES DA SOLIDIFICAO DOS METAIS
O estudo sobre os fenmenos que ocorrem durante a solidificao dos metais de
grande importncia, pois quando ocorre solidificao do metal lquido no interior dos
moldes, pode ocasionar o surgimento de heterogeneidades. Estas no sendo tratadas
corretamente podem prejudicar no desempenho das peas fundidas e ocasionar a sua rejeio.
[1]
Os fenmenos decorrentes da solidificao so: cristalizao, contrao de volume,
concentrao de impurezas e desprendimento de gases. Tais fenmenos sero abordados
detalhadamente o mximo possvel, buscando definies e caractersticas sobre esses
fenmenos em diferentes autores. Esta abordagem ser tratada com base no autor Chiaverini,
posteriormente, ser abordado o mesmo tema, porm, com enfoque em outro autor,
Bradaschia, que expe em seu livro os seguintes pontos: a solidificao dos metais puros,
solidificao de ligas metlicas, microestrutura bruta da solidificao, segregao, variaes
de volume durante a solidificao.
2.1-
Cristalizao
A cristalizao ocorre quando um metal se solidifica. O processo de cristalizao ser
abordado com maior profundidade devido a ter uma grande influncia na fundio de peas
metlicas.
Os materiais slidos podem ser classificados de acordo com uma regularidade segundo
o qual os tomos ou ons esto arranjados uns em relao aos outros. Um material dito
cristalino quando se tem um arranjo repetitivo ao longo de enormes distncias atmicas,
caracterizando-se por ter uma ordem de longo alcance. [2]
A forma como os tomos se ordenam nos slidos cristalinos mostra que pequenos
grupos de tomos montam um padro repetitivo, com isto fica conveniente subdividir a
estrutura em entidades denominadas clulas unitrias. Uma clula unitria escolhida para
12
representar a simetria de uma estrutura cristalina. Assim uma clula unitria acaba por definir
a estrutura cristalina de acordo com a geometria e a posio dos tomos no seu interior. [2]
Vrias das propriedades dos slidos cristalinos dependem da estrutura cristalina do
material, ou seja, da forma como os tomos, ons ou molculas esto organizados no
espao.As estruturas cristalinas dos metais podem ser divididas em trs categorias, a cbica de
face centrada (CFC), cbica de corpo centrado (CCC) e hexagonal centrada (HC). [2]
A tabela 1 traz alguns materiais metlicos e seus tipos de estrutura cristalina, e ainda o
raio atmico desses materiais. O tipo de ligao atmica desses materiais so metlicas, e de
natureza no-direcional.[2]
Tabela 1- Raios atmicos e estruturas cristalinas.
Metal
Estrutura
Cristalina
Alumnio
Cdmio
Cromo
Cobalto
Cobre
Ouro
Ferro ()
Chumbo
CFC
HC
CCC
HC
CFC
CFC
CCC
CFC
Raio
Atmico
Metal
(nm)
0,1431
Molibdnio
0,1490
Nquel
0,1249
Platina
0,1253
Prata
0,1278
Tntalo
0,1442
Titnio ()
0,1241
Tungstnio
0,1750
Zinco
Fonte: Callister, 2008.
Estrutura
Cristalina
CCC
CFC
CFC
CFC
CCC
HC
CCC
HC
Raio
Atmico
(nm)
0,1363
0,1246
0,1387
0,1445
0,1430
0,1445
0,1371
0,1332
Revisado alguns conceitos sobre a cristalizao dos metais, parte-se agora para a sua
influncia nos metais quando solidificados.
A cristalizao consiste no surgimento das primeiras clulas cristalinas, que servem
como ncleos para depois para o crescimento dos cristais, originando posteriormente os gros
definitivos e estrutura granular tpica dos metais. [1]
Quando ocorre o crescimento dos cristais, estes por sua vez, no crescem
uniformemente, isto a velocidade do crescimento no a mesma em todas as direes, h
uma variao com os diferentes eixos cristalogrficos, e tambm dentro dos moldes onde o
material escoado para adquirir a forma da pea, o crescimento e limitado pelas paredes dos
prprios moldes. [1]
13
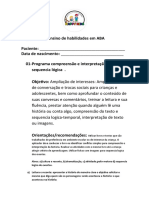
A figura 1 mostra o desenvolvimento e a expanso de cada ncleo de cristalizao,
originando um tipo de cristal que poderia ser assimilado a uma rvore com seus ramos, a esse
tipo de cristal d-se o nome de dendrita.[1]
Figura 1- Dendrita originada na solidificao.
Fonte: Chiaverini, 1986.
As dendritas formam-se em quantidades cada vez maiores at se encontrarem, o seu
crescimento , ento, impedimento pelo encontro das dendritas vizinhas, originando-se os
gros e os contornos de gros, que delimitam cada gro cristalino, formando a massa slida.
[1]
A figura 2 mostra o caso particular da solidificao de um metal no interior de um
molde metlico, de forma prismtica, chamado lingoteira, o qual vai originar uma pea
fundida chamada lingote. Na figura 2 ainda pode-se perceber os aspectos tpicos da seco de
um lingote mostrando algumas formas que os rgos adquirem durante a solidificao no
interior de uma lingoteira. [1]
14
Figura 2- Lingote solidificao no interior de uma lingoteira.
Fonte: Chiaverini, 1986.
A solidificao do lingote inicia-se nas paredes onde o metal lquido entra em contato,
os cristais formados e em crescimento acabam sofrendo a influncia das paredes do molde e
dos cristais vizinhos, de forma que estes tendem a crescer mais rapidamente na direo
perpendicular s paredes do molde. Desta forma pode-se originar, conforme so mostrados na
figura 2, nos cantos do lingote, efeitos indesejveis. [1]
A figura 3 mostra os efeitos dos cantos na cristalizao do metal, devido a grupos
colunares de cristais, crescendo de paredes contguas, se encontrarem segundo planos
diagonais. [1]
Figura 3- Efeito dos cantos na cristalizao.
Fonte: Chiaverini, 1986.
15
Estes efeitos indesejveis vm do fato de essas diagonais formarem planos mais
frgeis, no decorrer da conformao mecnicas a que essas peas so submetidas,
posteriormente, exemplo a laminao, podem ocorrer fissuras que acabam inutilizando o
material. [1]
2.2-
Contrao de volume
De acordo com Chiaverini, os metais quando se solidificam sofrem trs tipos de
contrao, a lquida, a contrao de solidificao e a contrao slida.
Sucintamente Chiaverini define a contrao lquida como a queda de temperatura, do
metal lquido, at quando se inicia a solidificao. A contrao de solidificao ocorre quando
h uma variao de volume durante a mudana do estado lquido para o slido. A contrao
slida corresponde variao de volume que ocorre j no estado slido, que ocorre quando a
pea j est atingindo a temperatura ambiente. [1]
Segundo Soares, a contrao lquida na prtica no tem tanta relevncia, pois sempre
ser fundido material para completar todos os moldes, acrescidos uns dez por cento,
compensando assim as perdas durante a transferncia do metal e o vazamento.
[5]
A contrao durante a solidificao acaba originando uma heterogeneidade conhecida
por vazios internos ou chupagem, que podem atrapalhar a qualidade da pea fundida. [5]
A figura 4 mostra este processo de chupagem, que se inicia com o metal no estado
lquido (a), passando posteriormente para a solidificao que se inicia nas bordas, onde a
temperatura mais baixa (b), e assim a solidificao vai encaminhando-se para o centro da
pea fundida (c), para depois ficar no estado conhecido como contrao slida (d). [1]
Figura 4- Fenmeno de contrao, com o vazio ou chupagem resultante.
Fonte: Chiaverini, 1986.
Os vazios citados podem ficam localizados na parte interna das peas, prximos da
superfcie, entretanto, invisveis externamente. O vazio ou chupagem podem ocasionar na
pea alguns defeitos como trincas a quente e tenses residuais, conforme a figura 5 mostra a
heterogeneidade das trincas a quente e a maneira mais correta de corrigi-las.[1]
16
Figura 5 Defeitos de contrao em volantes fundidos e modo de corrigi-los.
Fonte: Chiaverini, 1986.
Agora sobre as tenses residuais, elas podem ser eliminadas por um projeto de peas
adequado e por um tratamento trmico para alivio de tenses. [1]
Os vazios ou chupagens podem ser controlados ou eliminados, utilizando recursos
adequados, seja no caso de lingoteiras, seja no caso de moldes para peas fundidas. No caso
de peas fundidas, utiliza-se um alimentador. Na figura 6 utilizado um dispositivo para o
controle de vazios em lingotes e peas fundidas. Neste dispositivo o molde foi projetado de
uma forma que a entrada do metal lquido, atravs de canais, feita na seco mais grossa que
alimenta as menos espessas, ao mesmo tempo, o alimentador ficar de uma forma que o metal
lquido o suprir por inteiro, e nele ficar concentrado o vazio. [1]
17
Figura 6 Dispositivos utilizados para controle de vazios em lingotes e peas fundidas.
Fonte: Chiaverini, 1986.
De acordo com Soares, as variaes volumtricas de volume experimentadas pelo
metal desde a temperatura de superaquecimento at a temperatura ambiente so mostradas na
figura 7. [5]
Figura 7- Variao volumtrica do ao ao se resfriar a partir da faze lquida.
Fonte: Soares, 2000.
Mais especificamente sobre a contrao de volume, entende-se por este conceito a
diminuio de volume que as peas fundidas sofrem no processo de solidificao. Ao obter-se
o metal fundido no molde, este por sua vez ocupa o volume do modelo que se utiliza para
18
prepar-lo.O metal quando esfria acaba contraindo o volume final da pea fundida.
[3]
Torre mostra atravs da tabela 2 a contrao que as peas fundidas realizam quando
esto no estado lquido e a tabela 3 quando esto no estado slido.
Tabela 2 Contrao no estado lquido.
Metal
Fundio-gris
Ligas de Alumnio
Cobre
Ao
Lato
Bronze
Contrao
4%
3,5%
3,7%
7,2%
6,5%
7,4%
Fonte: Torre, 2004.
Tabela 3 Contrao no estado slido.
19
Metal
Aos-carbono
Aos-magnsio
Ligas de alumnio
Bronze
Bronze-alumnio
Bronze fosfrico
Zinco
Estanho
Fundio-gris:
1) Peas leves
2) Peas mdias
3) Peas pesadas
Fundio malevel branca
Lato peas finas
Lato peas espessas
Magnsio
Nquel
Chumbo
Contrao
2%
2,5 2,7%
1,5%
1,6%
2%
2%
2,5%
2,1%
1%
1%
0,8 0,9%
1,5 2%
1,6%
1,3%
2%
2%
2,6%
Fonte: Torre, 2004.
2.3-
Concentrao de impurezas
Existem algumas ligas metlicas que contm impurezas normais, que se comportam de
modo diferente, de acordo com o estado fsico da liga, ou seja, no estado lquido ou slido. O
caso mais geral o das ligas ferrosas, possuindo como impurezas normais os elementos
fsforo, enxofre, mangans, silcio e carbono.Quando essas ligas esto no estado lquido, as
impurezas esto totalmente dissolvidas no lquido, formando um todo homogneo.
[1]
Quando passa para o processo de solidificao, essas impurezas so menos solveis no
estado slido, o fsforo e o enxofre um exemplo. Ento na medida em que a liga vai se
solidificando, esses elementos vo acompanhando o metal lquido remanescente, indo
acumular-se, pois, na ltima parte slida formada.Nessas regies, a contrao de impurezas
forma o que se chama de segregao. [1]
A figura 8 mostra simbolicamente como a segregao pode se distribuir em peas
laminadas e forjadas. O maior problema da segregao que o material acaba apresentando
uma composio qumica no uniforme, e consequentemente propriedades mecnicas
diferentes. [1]
20
Figura 8 Segregao em peas laminadas e forjadas.
Fonte: Chiaverini, 1986.
2.4-
Desprendimento de gases
muito importante conhecer quais so os gases solveis no banho e em que
quantidades e o modo como so incorporados, pois, estes gases so de profunda importncia
por gerar defeitos nas peas fundidas, defeitos como bolhas e porosidades. [5]
Este tipo de fenmeno ocorre, com mais frequncia nas ligas de ferro-carbono. Ocorre
mais nessas ligas, pois, o oxignio combina-se com o carbono presente nessas ligas, formando
gases como o gs carbnico e o dixido de carbono que facilmente saem para atmosfera,
enquanto a liga estiver no estado lquido. [1]
medida que a viscosidade da massa lquida diminui, por causa da queda de
temperatura, fica mais difcil fuga desses gases, e estes gases acabam ficando retidos nas
proximidades da superfcie das peas ou lingotes, na forma de bolhas. [1]
Nos aos de baixo carbono, principalmente na forma de lingotes a serem forjados ou
laminados, as bolhas no so prejudiciais, pois, as temperaturas de conformao mecnica
tm suas paredes soldadas. Em alguns casos essas bolhas so at desejveis. [1]
A figura 9 traz um grfico que mostra a variao da solubilidade do hidrognio, que um
dos gases mais nocivos, com a temperatura para vrios metais. [5]
21
Figura 9 Solubilidade do hidrognio nos metais versus temperatura.
Fonte: Soares, 2000.
Dentre os metais que aparecem nesta lista o que mais prejudicado pelo hidrognio
o alumnio, pois a solubilidade do hidrognio praticamente inexistente o gs tem que se
recombinar o que acaba gerando microporosidades em toda a pea. J nas ligas ferrosas a
presena de gs carbnico atua como desgaseificante. As ligas de cobre em relao ao
hidrognio so relativamente mais sensveis, mas dependendo da composio qumica. [5]
Sobre o oxignio, ele reage preferencialmente com os elementos como silcio,
mangans, e alumnio formando xidos slidos, impedindo, que o oxignio entre em reao
com o carbono, produzindo assim o gs carbnico e o dixido de carbono, responsveis pela
produo de bolhas nas peas fundidas. [1]
Outro gs que pode se libertar na solidificao o nitrognio, que quando dissolvido
no banho no produz nenhum defeito na pea fundida. Nos aos, esse elemento combina-se na
forma de nitretos ou carbonitretos, e acabam atuando como endurecedores da matriz. Em ligas
no ferrosas o nitrognio praticamente insolvel, por isso este gs utilizado como
desgaseificante em ligas como as de cobre e alumnio. [5]
A figura 10 mostra de forma simplificada e esquemtica um, lingote efervescente (a)
semi-acalmado (b) e acalmado (c), com uma diminuio gradual de porosidade de a para c.
Em ligas base de cobrea solubilidade simultnea de hidrognio e oxignio costuma dar
22
origem a porosidades,devendo-se evitar que o hidrognio se dissolva no metal lquido.
[5]
Figura 10 Lingote: (a) lingote efervescente, (b) semi-acalmado e (c) acalmado.
Fonte: Soares, 2000.
Com a umidade do ar nos refratrios, na carga metlica e nas ferramentas se dissociam
com certa facilidade a altas temperaturas, com isso o banho metlico acaba absorvendo o
hidrognio e o oxignio. Sendo assim importante pr-aquecer as ferramentas e o cadinho
antes da sua utilizao, restringindo tambm o contato com o metal. [5]
Tomando os cuidados acima mencionados, e mesmo assim a quantidade de gases
dissolvidos gerarem porosidades, outros processos para a eliminao desses gases devem ser
feitos como:
Oxidao reduo: Onde a liga fundida sob atmosfera oxidante, tentando assim
minimizar a absoro do hidrognio, e posteriormente desoxidam rapidamente
instantes antes do vazamento da pea no molde. [5]
Pr-solidificao: utilizado quando se tem muita sucata mida. Ao solidificar uma
parte do gs forma bolhas e na segunda fuso o teor de gases ser menor, conforme
figura 11 (a). [5]
Borbulhamento de um gs: inerte conforme figura 11 (b) ou ativo, figura 11 (c), este
processo abaixa simultaneamente o hidrognio e o oxignio pela reduo parcial
desses gases na mistura. [5]
23
Refino a vcuo: utilizado para a produo de aos e ligas especiais, diminui
simultaneamente o teor de carbono e de oxignio, figura 11(d). [5]
Figura 11 Mtodos de desgaseificao do banho metlico.
Fonte: Soares, 2000.
2.5-
Solidificao de metais puros
2.5.1- Nucleao
Os metais slidos so cristalinos, os tomos arranjam-se ordenadamente no espao e
oscilam continuamente no espao e oscilam continuamente em torno de posies mdias.
[7]
A estrutura dos lquidos no muito conhecida bem menos que a dos slidos, por
exemplo. Conhece-se que no estado lquido os tomos permanecem num movimento
continuo, ou seja, movimentam-se desordenadamente. [7]
Conhece-se muito pouco do processo atmico em que se envolve a respeito da
solidificao. Por esse motivo, nesta abordagem ser discutida apenas dos pontos de vista
termodinmico e cintico, em que se entende a considerao de grande nmero de tomos
passando do estado lquido para o slido. [7]
Na enorme quantidade de tomos presente num liquido, por insignificante que seja o
seu volume, em determinado momento, alguns podem, dispor-se de modo ordenado, igual ao
que acontece no slido correspondente, mesmo em temperaturas superiores ao da fuso. Este
24
agrupamento atmico denomina-se embries, dentro do lquido, obtm-se uma estrutura igual
do slido. [7]
Os embries originam-se e desmancham-se dentro do lquido, estatisticamente, e seu
tempo de vida est unicamente dependente do tamanho e da temperatura. Ou seja, quando a
temperatura do embrio for pequena e o seu tamanho for grande, maior sua vida.
[7]
Inferior temperatura de solidificao (que constante para um metal puro, presso
constante), a energia livre de um agregado de tomos com a estrutura do slido menor que a
do mesmo agregado com a estrutura do lquido. [7]
Durante o processo de solidificao, liquido e solido so separados por uma interface.
Desta forma, a variao total de energia livre composta por dois termos. [7]
a) Este primeiro termos composto pela diferena de energia, por unidade de volume,
entre as fases slida e lquida;
b) A outra parcela composta pela energia livre da superfcie.
Com esses dois termos feito um balano de energia, pois os dois tm sinais opostos.
Assumindo que Gv seja a diferena de energia livre entre slido e liquido,por unidade de
volume, e a energia de superfcie da interface slido-lquido, por unidade de rea. A
variao total de energia livre durante a formao de um embrio esfrico de raio r
mostrado na equao 2.5. [7]
4
G = Gv 3 r3 + 4 r2
(2.5)
Observando a equao 2.5, percebe-se que o termo Gv ser negativo no com que o
embrio slido seja mais estvel que o liquido, pois, o termo4 r 2 tem sinal sempre
positivo. A figura 12 traz as curvas correspondentes a cada termo da equao 2.5, com as
respectivas situaes que podem ocorrer. [7]
a) Quando a temperatura maior que a temperatura de solidificao.
b) E quando a uma temperatura menor que a temperatura de solidificao.
25
Figura 12 Grfico comparativo de temperatura.
Fonte: Bradaschia, 1971.
Para se formar um embrio a qualquer temperatura T>T s, em que a temperatura de
solidificao Ts(figura 12 a) percebe-se que a energia livre sempre aumenta soma raio do
embrio, com isso, o embrio torna-se mais instvel e estas temperaturas quanto maior for seu
tamanho. [7]
Quando ocorre a solidificao, a temperatura menor que Ts(figura 12 b) e Gv
sempre ter sinal negativo. Portanto, embora para 0<r<r*, o crescimento do embrio cause
um elevao de energia livre, para r>r*, qualquer elevao no raio do embrio corresponde
a uma queda de energia livre. Chama-se raio crtico ao raio r*, um embrio que atinge o
raio crtico denominado ncleo.O raio crtico pode ser expresso conforme mostrado da
equao 2.6. [7]
2
r* = Gv
(2.6)
Para toda a abordagem apresentada at o presente momento foi feita admitindo-se:
Embries e ncleos esfricos. [7]
26
O embrio slido est separado do lquido por intermdio de uma superfcie em que
a energia a mesma que de uma superfcie entre enormes pores de lquido e de
slido. [7]
E que a diferena de energia livre de formao entre embrio e lquido a igual que a
apresentada entre volumes grandes de slido e lquido. [7]
Segundo Hume, apud. Bradaschia, atravs da teoria clssica estas limitaes so gerais
para qualquer tipo de tratamento de processos de nucleao. Esta teoria, quantitativamente,
bastante til como guia de raciocnio. [8]
No contedo apresentado no se fez distino quanto a posio em que se forma os
ncleos, e a composio destes suposta igual do lquido. Para estas condies apresentadas
denomina-se que a nucleao homognea, ou seja, ocorre ao acaso no seio do lquido e sem
a ajuda de impurezas ou adies.[7]
Nas situaes de nucleao homognea o raio crtico cai com o super-resfriamento
crescente porque a variao de energia livre eleva-se em valor absoluto, por outro lado, a
energia de superfcie da interface slido-lquido quase no varia. Portanto, quanto maior for o
super-resfriamento mais facilmente formar ncleos. E este o principal motivo para quanto
maior for o super-resfriamento menor o tamanho do gro, claro mantendo todas as outras
condies constantes. [7]
Em casos prticos ocorre a nucleao heterognea de um metal, porque inicia-se tanto
sobre as paredes de um molde quanto sobre impurezas insolveis, que os metais
comercialmente puros podem conter. Em condies como estas muito dificilmente ocorre o
fenmeno de super-resfriamento maiores que 1 a 10C. A nucleao heterognea largamente
utilizada no controle do tamanho de gro para peas fundidas. [7]
2.5.2- Crescimento
Com a diminuio de energia livre, o crescimento dos ncleos slidos um processo
espontneo. As velocidades de nucleao e crescimento dos cristais a partir do lquido variam
em funo da temperatura, conforme mostrado na figura 13. [7]
Figura 13 Velocidades de nucleao e crescimento dos cristais.
Fonte: Bradaschia, 1971.
27
A velocidade de crescimento dos cristais como a velocidade de nucleao, tem um
limite de velocidade. A mxima velocidade atingida pela nucleao ocorre temperatura mais
baixa que a mxima de crescimento dos cristais. Isto justifica a observao de que quanto
maior for o super-resfriamento, menor o tamanho de gro, pois, originam-se ncleos que
crescem lentamente. Quando a solidificao d-se a temperatura prxima da de fuso, a
velocidade de nucleao pequena e o crescimento acelerado, criando-se cristais grandes.
[7]
Existem caractersticas diferentes no processo de solidificao dos metais puros,
conforme o gradiente de temperatura no lquido seja positivo ou negativo.[7]
Crescimento com gradiente positivo de temperatura no lquidoa figura 14
exemplifica a distribuio de temperatura em um sistema que se solidifica em uma
nica direo, com um gradiente de temperatura positivo.
28
Figura 14 Crescimento com gradiente positivo.
Fonte: Bradaschia, 1971.
A linha AA representa a interface slido lquido, o slido cresce de maneira que a
interface permanece plana. Qualquer relevo na linha AA ter a sua extremidade em contato
com um lquido mais quente que o presente junto as cavidade do relevo. Por causa disso, o
crescimento fica deficiente nas extremidades e o relevo tende a sumir. [7]
Deve-se perceber que no caso do gradiente positivo de temperaturas no lquido um
caso prtico de extrema importncia, correspondente ao escoamento de calor pelas interfaces
interiores de um molde. No se observa, na prtica, paredes planas durante a solidificao de
uma pea, por consequncia do resfriamento no ser unidirecional e mesmo teores mnimos
de impureza podem tornar a parede plana instvel, como se verno tpico sobrea solidificao
de ligas.[7]
Crescimento com gradiente de temperatura negativo no lquido- nesta condio
o lquido alm da interface, linha AA, est super-resfriado e o slido praticamente
no existe, e quanto mais se avana alm da linha AA mais super-resfriado fica,
conforme exemplificado na figura 15.[7]
29
Figura 15 Crescimento com gradiente negativo.
Fonte: Bradaschia, 1971.
A interface obtm uma aparncia dentrtica, caracterizado por parecer com ramos de
uma rvore. O aparecimento de ramos secundrios nas dentritas causado pela liberao
veloz de calor latente junto regio que cresce mais rpida, provocando um aquecimento do
sistema localmente, elevando a probabilidade de surgir uma irregularidade ao longo de um
ramo primrio, enquanto o calor latente redistribudo. [7]
As dentritas apresentam um aspecto geometricamente regular devido a maior
facilidade que os tomos tm de prender-se em certos planos cristalogrficos de preferencia
na passagem, slido-lquido. As dentritas tem crescimento rpido e esto ligadas
preferencialmente em estruturas brutas de solidificao. [7]
2.6-
Solidificao de ligas metlicas
Este um tipo de caso de extrema importncia para finalidades prticas, dentro deste
situa-se a solidificao de metais comercialmente puros que tem um comportamento igual
de ligas por causa de suas impurezas. A solidificao de ligas tambm ocorre por um sistema
de nucleao e crescimento. Os tpicos estudados sobre nucleao para metais puros aplicamse tambm a ligas, entretanto, para o crescimento, este mais complexo em ligas do que em
30
metais puros, pois, esta complexidade ocorre devido redistribuio de soluto que ocorre
durante a solidificao. [7]
Nas condies de equilbrio termodinmico, as composies e porcentagens das fases
formadas na solidificao de uma liga, segundo Correia e Rhines, apud Bradaschia podem ser
previstas a partir do diagrama de equilbrio do sistema considerado, as regaras para este caso
so amplamente conhecidas e simples. [9][10]
2.6.1- Solidificao de solues slidas em condies de no-equilbrio
Um sistema isomorfo A-B, por exemplo, conforme mostrado na figura 16, em
situaes de equilbrio, abaixo da temperatura Ts, a liga de C em sua composio est
completamente slida, apresentando cristais de composio constante de C.[7]
Figura 16 Sistema isomorfo A-B em condies de equilbrio.
Fonte: Bradaschia, 1971.
A liga c solidifica-se dentro de molde, num processo de fundio (ou lingotamento). O
primeiro lquido a ser formar dentro do molde de composio C ter a composio D e
aparecer a temperatura TL. A representao deste slido feita por pequenos cristais (esses
cristais formam-se dentro do molde) e cresce na medida em que a temperatura cai. Quando
atingir a temperatura TL a cristalizao do slido estar composio F, a temperatura T 2
estar se depositando em um slido de composio G, e continua assim para qualquer
temperatura abaixo de TL, at a solidificao ser completada. [7]
Cessada a solidificao em condies de no-equilbrio, a microestrutura
apresentada de forma esquemtica na figura 17. As camadas mostradas, na realidade, no tm
31
fronteiras visveis, pois, as composies do slido variam continuamente em funo da
temperatura em que ele se origina, ao longo da linha solidus (figura16).[7]
Figura 17 Microestrutura ps-solidificao.
Fonte: Bradaschia, 1971.
A linha a esquerda do solidus a composio mdia que o slido segue, este desvio
tanto maior quanto maior a velocidade de resfriamento, pois esta diminui o tempo disponvel
para redistribuio de soluto por difuso. Os cristais formados denominam-se assim zonados
(cored). A principal consequncia da formao de cristais zonados a existncia de lquido
abaixo da temperatura solidus de equilbrio da liga. Aparecer liquido at (figura 16) a
temperatura Ts, quando a composio mdia do slido iguala-se do lquido de partida (C,
figura 16). [7]
2.6.2- Super-resfriamento constitucional
Nos metais puros, conforme mostrado nos outros tpicos, o crescimento durante a
solidificao influenciado pelo super-resfriamento trmico. [7]
32
J nas ligas metlicas o super-resfriamento sofre indiretamente por causa de
composies do lquido junto interface slido/lquido, no processo de solidificao, este
fator de extrema importncia para as estruturas de peas fundidas de ligas metlicas.[7]
No processo de solidificao de uma soluo slida em condies de no-equilbrio
cria-se gradientes de composio no lquido, junto interface slido/lquido, pois o slido est
se formando em qualquer instante possui composio diferente da do lquido. [7]
No havendo tempo para a decomposio dos gradientes por difuso no lquido, eles
seguem o crescimento do slido, constituindo a zona lquido juntamente interface
slido/lquido.[7]
Durante a solidificao o primeiro slido originado de uma liga C o do sistema A-B,
conforme mostrado na figura 18, tem composio KoCo em relao do lquido de partida. [7]
O termo Ko e denominado coeficiente de distribuio de equilbrio, Bradaschia define
o coeficiente Ko como a relao entre a concentrao de soluto no slido e a concentrao de
soluto no lquido em equilbrio com aquele slido.[7]
Sempre se supeKo constante, independente das hipteses simplificadoras, para
desenvolvimentos matemticos est hiptese de Ko constante est exposta na figura 18, onde
as linhas liquidus e solidus so retas. [7]
A solidificao se dar de forma unidirecional, aps a formao do primeiro slido, de
composio KoCo, o lquido fica enriquecido em soluto e vai colocar uma camada nova slida
mais enriquecida em soluto que a de antes.[7]
Figura 18 Solidificao de uma liga Co de um sistema A-B.
33
Fonte: Bradaschia, 1971.
O processo segue at atingir um estado parado, onde o soluto redistribudo por difuso
no lquido compensa o que no aceito pelo slido. [7]
O maior valor alcanado pela concentrao de soluto no lquido Co/Ko, juntamente
interface slido/lquido, caindo exponencialmente com a distncia da interface at o valor C o,
conforme mostrado na figura 19.[7]
No estado parado, o perfil de concentrao no lquido (figura 18) avana juntamente
com a interface slido/lquido. [7]
Com a composio no estvel do lquido, sua temperatura no inicio da solidificao,
com isto faz com que, mesmo com gradiente de temperaturas positivos no lquido, possa
aparecer em uma regio super-resfriada do lquido, devido composio varivel do lquido,
conforme exposto na figura 19.[7]
A variao de concentrao no lquido no um fator suficiente para existir superresfriamento constitucional, se o gradiente de temperatura no lquido for muito forte,
conforme mostrado na figura 20, pode ocorrer de no existir a zona super-resfriada
constitucionalmente. Para peas ou lingotes fundidos geralmente encontra-se a situao da
figura 19.[7]
34
Figura 19- Regio super-resfriada no lquido.
Fonte: Bradaschia, 1971.
Figura 20- Comparao entre temperatura no lquido e na solidificao.
Fonte: Bradaschia, 1971.
35
Todos os dados apresentados at o momento foram baseados por K o<1. Entretanto,
existe o fato de Ko>1, para isto existe um raciocnio anlogo, como exposto nas figuras 21,
22a e 22b.[7]
Figura 21- Solidificao de uma liga Co para Ko>1.
Fonte: Bradaschia, 1971.
Figura 22- Concentrao de Co/Koe temperatura na interface lquido/slido.
Fonte: Bradaschia, 1971.
36
2.6.3- Crescimento durante a solidificao de ligas
Pode ocorrer no processo de solidificao unidirecional de ligas a interface
slido/lquido plana, pois no h super-resfriamento constitucional, conforme exposto na
condio a da figura 23, e o gradiente positivo na temperatura do lquido. Este um caso de
extrema importncia prtica para a fundio. [7]
Figura 23- Temperatura do lquido em trs casos diferentes.
Fonte: Bradaschia, 1971.
Como o super-resfriamento constitucional tem uma escala muito pequena, conforme
caracterizado pela figura 22 b, o crescimento celular, isto caracterizado pelo surgimento de
fibras paralelas entre si e geralmente paralelas em direo solidificao. Este tipo de
crescimento rarssimo na prtica. [7]
Conforme falado o surgimento desta estrutura celular est ligado ao super-resfriamento
constitucional. Esta estrutura acaba por estabilizar qualquer relevo que aparea na interface
slido/lquido. E o relevo no se tornadendrtico. [7]
37
Segundo Faleiros, apud. Bradaschia, a rejeio do soluto (K o<1) no processo de
formao das dendritas faz com que elas acabem por serem zonadas. O zoneamento pode ter
seu aspecto esquematizado na figura 17 ou ser mais irregular, alternando regies ricas e
pobres de soluto, com aspecto de anis de crescimento. Estes anis so mostrados em uma
liga de alumnio como mostra a figura 17. [11]
2.6.4- Solidificao de sistemas eutticos em condies de no equilbrio
O processo de solidificao de uma liga A-B com uma composio E, conforme
mostrado na figura 24, ocorre temperatura constante TE,chamada temperatura euttica.[7]
Figura 24- Fases de uma liga euttica A-B.
Fonte: Bradaschia, 1971.
A solidificao de ligas eutticas em condies de no-equilbrio no um fator
importante para a tecnologia de fundio de no-ferrosos. Mas necessrio sim considerar a
solidificao de ligas no eutticas, mas pertencentes a um sistema euttico.[7]
38
Quando a velocidade de solidificao muito grande, maior ser a quantidade de
euttico, para uma composio especifica de liga, porque, quanto mais rpido a velocidade de
solidificao mais para a esquerda, (figura 25) desloca-se a composio mdia da soluo
slida zonada. [7]
Figura 25- Composio de uma liga euttica A-B.
Fonte: Bradaschia, 1971.
Um exemplo claro que para o tratamento trmico de homogeneizao mais
importante para lingotes fundidos pelos processos de lingotamento contnuo e semi-contnuo,
quando comparados com a fabricao de lingotes por processo mais tradicionais.[7]
2.7-
Macroestrutura bruta de solidificao
39
No estado bruto de solidificao um lingote apresenta uma seco transversal onde
pode haver diferenas macrogrficas de trs zonas: uma de coquilhamento, outra colunar e
outra zona de cristais equiaxiais, no meio da seco. A figura 26 exemplifica estas zonas da
macroestrutura. [7]
Figura 26- Zonas macroestruturais.
Fonte: Bradaschia, 1971.
Segundo Chalmers, apud. Bradaschia, a zona coquilhada formada na maior parte
principalmente por nucleao copiosa que ocorre no lquido solidificado que entra em contato
com as interfaces interiores do molde. [13]
De acordo comWeinberg e Walton, apud Bradaschia, a formao da zona colunar
condicionada por fatores trmicos e cristalogrficos. Os primeiros cristais formados num
lquido tem uma orientao desordenada, entretanto, aqueles que tm uma orientao de
crescimento dendritico rpido com a direo do mximo gradiente trmico crescem mais
velozmente, e dominam a frente do crescimento. [12] [14]
Segundo Biloni, apud Bradaschia, a zona equiaxial a mais desejada. As experincias
mostram que os gros da zona equiaxial em lingotes industriais provm de ncleos formados
ou na hora do vazamento do metal lquido ou durante solidificao, junto superfcie livre do
lingote. [15]
2.8-
Segregao
40
A segregao pode ser dividida em quatro tipos a segregao dendritica, normal,
inversa e gravimtrica. A segregao proveniente da rejeio do soluto Ko<1 da solidificao
das ligas. [7]
2.8.1- Segregao dendritica (zonamento)
A origem desse tipo de segregao j foram discutidas na seo 2.6, e tm
conseqncias sobre a microestrutura. [7]
Em algumas ligas possvel detectar a presena de zonamento, atravs de meios
metalogrficos comuns, porque isto ocorre por uma diferena de composio entre o centro e
a borda de um corte de dendrita. [7]
Mais atualmente, estudos quantitativos de segregao, comprovam que prtica
comum o uso de microsonda eletrnica, pois permite executar ma anlise qumica localizada,
em locais muito pequenos. [7]
Na prtica ocorre o surgimento de constituintes eutticos (ou peritticos) entre
dendritas, dependendo da intensidade da segregao dendritica, esta pode ocorrer tabm em
ligas diludas. [7]
A regio onde a segregao dendrtica atinge a sua mxima intensidade no contorno
de gro, ou seja, quase sempre o material de contorno de gro no estado bruto de solidificao
tem composio euttica (ou perittica). Pode-se constatar assim que o material fundido
possui uma fragilidade maior em comparao com o material conformado mecanicamente. [7]
A segregao dendritica tambm conhecida como microssegregao, e muito difcil
de ser evitada durante a solidificao de uma liga fundida, ela pode Sr controlada e diminuda,
porm, em alguns casos pode ser at eliminada via tratamento trmico. [7]
2.8.2- Segregao normal
um tipo de segregao que se caracteriza pela distribuio de soluto ao longo da
direo normal interface interior do molde, desconsiderando gradientes eventuais em outras
direes que podem ocorrer. [7]
Para uma avaliao da quantidade de segregao normal que pode ocorrer em uma liga
fundida, geralmente considera-se a concentrao de elementos impuros em funo da
41
distncia da interface interior do molde. Existem tcnicas que indicam qualitativamente a
segregao normal. [7]
Os tratamentos trmicos no causam efeitos perceptveis sobre a segregao normal,
porque a distncia de difuso envolvidas na redistribuio so sempre muito grandes. [7]
2.8.3- Segregao inversa
A segregao inversa um tipo que possui um mecanismo inverso que difere quanto
s origens das segregaes normais e dendrticas. Este tipo de segregao caracteriza-se por
uma concentrao maior nas bordas de uma seo fundida do que no meio da mesma, quando
a liga tem Ko<1. [7]
Em casos mais extremos, que so muito comuns em ligas com um intervalo de
solidificao muito grande, a segregao manifesta-se na forma de exudaes, muito ricas em
soluto, na superfcie da pea. [7]
De acordo com Adams, apud Bradaschia, este tipo de segregao quanto mais colunar
for a estrutura e maior for o intervalo de solidificao e mais gs estiver dissolvido no lquido
maior ser a intensidade da segregao. Este tipo de fenmeno no pode ser observado em
ligas que se expandem na solidificao. [16]
Para controlar este tipo de segregao, sempre se procura obter uma estrutura fina e
aquiaxial, durante o processo de lingotamento contnuo (ou fundio). Os tratamentos
trmicos no surtem efeito quanto ao controle deste tipo segregao, pois as distncias de
difuso envolvidas na redistribuio de soluto so muito grandes. [7]
2.8.4- Segregao gravimtrica
Este tipo de segregao caracteriza-se por segregar-se dentro do lquido porque as
densidades do slido e lquido so muito diferentes. [7]
Em ligas hipereutticas, a possvel segregao gravimtrica de ser considerada e em
ligas ricas em antimnio tambm (a fase rica em antimnio, primria, muito menos densa
que o lquido). [7]
Pode-se evitar a segregao gravimtrica com adies que muda a sequncia de
solidificao, produzindo fase primria com densidade prxima da do lquido, comumente, as
42
ligas que podem apresentar segregao gravimtrica so fundidas em peas com paredes fins,
em coquilha, de modo que, com a solidificao rpida, no h tempo para que o constituinte
menos denso sobrenade (ou para que o mais afunde). [7]
2.9-
Variaes de volume durante a solidificao
No processo de solidificao podem ocorrem variaes de volume (contrao, na
maioria dos casos), que devem ser consideradas no projeto da pea, moldes e canais, e podem
ocorrer defeitos de fundio. [7]
As contraes podem ser, geralmente, durante: [7]
- O resfriamento, no estado lquido. [7]
- No processo de solidificao, denominada contrao de solidificao propriamente
dita. [7]
- E no processo de solidificao do estado slido (contrao do slido). [7]
2.9.1- Contrao de solidificao
O processo de contrao de solidificao aparece durante a passagem de uma estrutura
desordenada do lquido, para uma estrutura ordenada do slido, denominada estrutura
cristalina. [7]
A estrutura do slido por ser mais regular, por ter um arranjo atmico mais ordenado,
mais denso, a contrao de solidificao mais rara, ou seja, ocorre com menos frequncia.
Portanto, a contrao de solidificao, segundo expe Bradaschia, variao mais
significativa dentre as que ocorrem durante o resfriamento de uma pea. [7]
Para no ocorrer lacunas na estrutura bruta de solidificao, deve haver uma
alimentao de metal liquido para junto das regies j solicitadas, este procedimento
realizado pelo projeto o molde, colocando-se alimentadores, de forma que o meio trmico das
peas estejam alojados nele. [7]
Outro processo para evitar as lacunas durante a solidificao da pea fundida
promover uma solidificao direcional, este processo feito direcionando o percurso de
solidificao. Este procedimento restrito para peas com geometrias simples, sem variaes
de seo. [7]
43
No comeo do processo de solidificao de uma pea, as primeiras lacunas decorrente
da contrao de solidificao, possuem muitos lquidos em suas vizinhana, estes lquidos
preenchem estas vizinhanas. No fim da solidificao das peas fundidas a contrao vai estar
nas ltimas regies solidificadas. [7]
2.9.2- Contrao do slido
Depois de resfriado o metal fundido este ainda pode sofrer contrao, esta contrao
denominada contrao do slido. Os moldes e as peas durante o processo de projeto devem
levar este tipo de contrao em considerao, pois para se querem obter um bom controle
dimensional est fenmeno de fundamental importncia. [7]
Algo que dever ser lembrado tambm que durante o resfriamento das peas elas
sofrem muitas tenses podendo levar as peas at a um trincamento, por muitas vezes estes se
exige do projetista a modificao do projeto da pea, e este por sua vez pode levar a um
agravamento devido resistncia aos esforos da contrao do slido. [7]
O metalurgista deve sempre considerar estes fenmenos que esto diretamente ligados
ao processo de solidificao das peas, e as possveis trincas que podem ocorrer devido a
fatores mecnicos e metalrgicos. [7]
3-
FATORES DETERMINANTES PARA A ESCOLHA DO PROCESSO DE
FUNDIO
Antes de escolher o processo de fundio, em que ser fabricada a pea, primeiro tem
que se verificar se cada um dos processos de fundio adequado ao: [5]
Tamanho e geometria da pea;
Tipo de liga a ser fundida;
Acabamento e tolerncia dimensional exigida;
Nmero de peas encomendadas.
44
Caso houver um empate entre dois ou mais processos de fundio, o que for
economicamente mais vivel ser o preterido. Entretanto, a avaliao econmica deve levar
em conta dois aspectos:
O custo de equipamento e (includo amortizao e manuteno) e material
permanente. Exemplo: um modelo para a fabricao de 1000 peas pode no ser
economicamente vivel, pois, a quantidade no cobre os custos de produo,
entretanto, se a quantidade aumentar para 10.000 peas poder ser mais vivel a
produo desse lote. [5]
O custo de produo: custos dos insumos, como a areia, o metal etc, incluindo mo
de obra taxas de administrao e lucro (over-head). [5]
Cada processo de fundio apresenta um custo unitrio envolvido, que varia
inversamente com o nmero de peas a produzir segundo uma dada equao. A figura 27
mostra como varia o custo de uma determinada pea fundida, sendo fabricada por diversos
processos de fundio, partindo claro do ponto de vista que todos os processos so viveis.
[5]
importante ressaltar que as peas produzidas pelos diferentes processos mostrados
na figura 27, tenham a mesma ordem de grandeza, ou seja, que utilizem a mesma proporo
de materiais. [5]
Vale ressaltar que os processos de fundio tambm competem economicamente com
outros processos de fabricao, como por exemplo, a conformao mecnica metalurgia do p
e a usinagem. O processo de fabricao escolhido ser sempre aquele que possuir o menor
custo envolvido. [5]
Figura 27 Preo unitrio versus nmero de peas para diversos processos.
Fonte: Soares, 2000.
Outro importante autor que destaca os fatores determinantes para a escolha do
processo de fundio Siegel. Que enumera esses fatores como:
a) Tipo de metal Este um fator eliminatrio na escolha de um processo de
fundio, pois o processo pode ser incompatvel com o material empregado para a fundio.
Assim, caso se trate, por exemplo, de peas de ao, processos tais como o de fundio sob
45
presso no so adequados para este tipo de material. Para peas de ao o processo de
fundio empregado tem que ser o de moldagem em casca ou de investimento, pois este tipo
de material com peas em pequenas dimenses tm uma temperatura elevada de vazamento.
[6]
b)Tamanho da pea a ser fundida- Para peas grandes e pesadas opta-se pelo
processo de fundio em areia seca, em areia cimento ou processo CO 2, pois estes
proporcionam uma rigidez e resistncia exigida para resistirem a altas presses. [6]
c)Volume de produo-Para a produo em grande escala, ou seja, para a produo
seriada o processo de areia verde o que melhor empregado, pela facilidade com que se
podem sincronizar todas as operaes, desde a preparao de areia, moldagem, vazamento e
desmoldagem. Por outro lado, o processo CO2, permite a produo de peas em series
pequenas ou mesmo a fundio de peas isoladas, por no precisar de mecanizao especial.
J o processo de moldagem em casca utilizado com vantagem para produes medias.
[6].
d)Tolerncias dimensionais- A tabela 4 mostra dados mdios quanto s tolerncias
dimensionais que podem ser obtidas com peas produzidas pelos vrios processos de
46
fundio. Recomenda-se para obter uma pea com um grau elevado de preciso recorrer-se
para o processo de investimento e de fundio em moldes permanentes ou sob presso.
[6]
e) Acabamento das peas- Para obter-se um grau de acabamento desejado indica-se
utilizar os seguintes processos: areia de macho, moldagem em casca, de investimento, e os de
moldes permanentes e os semipermanentes. [6]
f) Propriedades mecnicas e fsicas das peas- As condies de resfriamento das
peas e presses exercidas sobre metal durante o resfriamento influenciam diretamente sobre
as propriedades de grande maioria dos metais. A tabela 5 mostra a condutividade trmica de
muitos materiais utilizados para moldagem e devem ser escolhidos com critrio em cada
aplicao. As variaes de condutividade trmica dos materiais podem atingir valores de 1
para 20000, o que permite utilizar estes materiais como moldes, com o intuito de controlar a
velocidade de resfriamento das peas. [6]
Outro fator importante a ser controlado so os gases provenientes dos moldes, que
podem acarretar defeitos nas peas fundidas. Em relao a presses exercidas durante os
processos tais como o de centrifugao e o sob presso, os seus efeitos aparecem na reduo
da granulao da estrutura do metal e garantempeas mais densas pela eliminao de microporosidades e de gases. [6]
Tabela 4 Comparao dos diversos processos de moldagem.
Areia
Item
Processo
Areia verde - geral
verde timo
Tamanho e peso
1 ona vrias toneladas.
da pea
De 25 g at vrias
Moldage
Areia seca
m no cho
e em poo
Moldagem
em macho
Grande,
1 ona a vrias
qualquer
centenas de
peso.
libras.
De 25 g at
47
toneladas
centenas de
quilos.
Complexidade da
pea:
Superfcie externa
Areia verde limitada por
Ilimitados
com molde.
desenho do modelo,
para
ilimitado para machos.
machos.
Sem limites.
Superfcie interna
com macho.
Sem limites
Sem limites.
Sem limites
Nmero de peas:
Mnimo
Um
Um
Um
Mximo
Vida de molde limitada
Vida de
Vida da caixa
molde
de macho
limitada
1,3,4,5,6,7,8,
limitada
1,2,3,4,5,6,7,8,
910,11
Moldes e
machos
podem ser
colapsveis.
Ligas fundidas*
Tendncia de
Moldes e machos podem
ruptura devido ao
ser colapsveis.
Moldes e
machos
podem ser
colapsveis.
Modelos de madeira
Em geral
Caixas de
simples at modelos de
modelos de
macho e
metal usinado, caixas de
madeira.
secadores.
molde
Tipo de modelo
6
1,2,3,4,5,6,7,8,9,10,11
Tolerncias, mais
macho.
1/32 polAl0,25%
0,4m/dm
igual ou
ou menos mdias
3/32 polCu 0,8%
at 0,1 mm
melhor que
dim. P
areia verde
3/64 pol .F.cinz.0,4%
1/32 polF.F.mal.0,25%,
1/16 pol ao 0,5%,
1/32 polligas Mg 0,25%
Perpendicular ao
plano de
Incluindo valores acima
Acresc.
0,25mm ao
48
separao do
acima
molde
Acabam. Da
8
250 a 1000 RMS
superfcie Micropol. RMS
Esp. seco, pol:
Mnimo
3/16 pol ligas Al5
3/32pol ligas Cu
2,5
1/8polF.F.cinzento3
100 a 250
Algo melhor
RMS
do que a areia
O mesmo
verde
O mesmo que
que para
para areia
areia verde
verde
1/8polF.F.maleavel3
9
1/4 pol ao
6 a 13
5/32 pol ligas Mg
10
11
Mximo
Ilimitado em moldes no
Dimetro mnimo
cho ou no poo
1/4 pol.
3/16 pol.
3/16 a 1/4 pol
corresp. Aos
6mm.
9m.
5 a 6mm.
machos
Capac. Relativa
0,2 a 1
do orifcio
de refriamento do
molde
* 1 ferro fundido cinzento
5 ligas cobre
2 ferro malevel
6- ligas nquel
3 ao
7 ligas zinco
4 ligas alumnio8- ligas magnsio
9-ligas resistentes a calor e corroso
10- ligas estanho
11- ligas chumbo
Fonte: Siegel, 1977.
Tabela 5: Condutividade trmica de materiais de moldes.
Material
Areia seca
Areia verde
Tijolo slica
Magnesita
C-Si tijolo
Ferro fundido
cinzento
Ao (0,4%)
Grafita - tijolo
Alumnio
Cobre
T.A.
6,0
39,6
87
Condutividade Btu/hr/sq.ft/F/pol.
200F
1000F
0,133
0,300
0,672
6,8
9,8
36,4
30,7
-
2000F
0,600
13,5
21,9
-
325
280
360
698
1540
2730
Fonte: Siegel, 1977.
365
-
49
g) Custo inicial do equipamento- De grande importncia, pois, refletem diretamente
no custo de produo de peas fundidas. Um exemplo seria o custo em relao a dois
processos tais como o em areia seca e o CO 2, o elemento decisivo pode ser a existncia ou no
da estufa necessria onde elevaria seu custo. [6]
h) Custo dos materiais de moldagem- Este outro fator que influncia na escolha do
processo de fundio, pois, os custos dos materiais de moldagem constitui uma parcela
importante do custo de produo, estes por sua vez influem no preo da pea fundida.
[6]
Assim, preciso tomar considerao, no s o custo como tambm a possibilidade de
recuperao dos materiais em jogo. Este um fator tanto mais crtico quanto maior a
produo que se tem em vista. [6]
Para produo em pequenas escalas ou para a produo de peas isoladas compensa
mais o emprego de materiais mais caros mais que ofeream maior segurana na sua aplicao.
Para a produo em srie, o custo dos materiais torna-se mais critico, pois, tem a possibilidade
de acertar os fatores que influenciam sobre a qualidade do produto, por estes motivos
convm-se adotar processo que permitam uma maior economia de materiais. [6]
i) custo do preparo do molde- Todas as operaes que concorrem para o preparo do
molde a fim de que possa ser vazado, devem ser consideradas para que se chegue a uma
avaliao criteriosa do processo. A operao de moldagem representa apenas parte dos custos
de produo. [6]
A preparao da areia e seu transporte, o preparo e colocao dos machos, o transporte
e o vazamento dos moldes, o resfriamento, desmoldagem limpeza das peas, so operaes
em que devem ser considerados seus custos em comparao com outros processos. [6]
Por exemplo, o processo de moldagem em casca permite grandes economias
decorrentes do menor volume de areia a preparar, do peso das cascas, da facilidade das peas
e de sua limpeza, etc. [6]
j) Mtodo de limpeza das peas- Todas as peas depois de fundida dever ser limpa,
no deixando nenhum vestgio de areia ou outro material do molde. Quando as peas fundidas
destinam-se a usinagem posteriormente, a limpeza ter de ser mais rigorosa ainda, pois desta
forma economiza-se tempo de usinagem e tempo de vida til das ferramentas de usinagem.[6]
50
Para obter-se um grau de limpeza elevada recorrer-se a duas solues, proceder
limpeza das peas em maquinrios eficientes, como por exemplo, projees centrifugas de
abrasivos metlicos, ou utilizar processos mais caros para obter na desmoldagem peas
praticamente limpas. A escolha do processo de limpeza fica a critrio econmico.[6]
k) Usinagem da pea- A limpeza da pea fundida fica mais criteriosa se
posteriormente a pea ainda receber algum tipo de usinagem em mquinas ferramentas
automticas de grande velocidade, equipadas com ferramental caro e complicado. A ruptura
ou um rpido desgaste da ferramenta podem acarretar a parada na linha de usinagem. [6]
A usinagem pode determinar exigncias quanto s tolerncias dimensionais e de
acabamento, e pode dar preferncia a processos de moldagem que eliminam irregularidades
de dureza ou pequenos de feitos superficiais. Existe a prtica de deixar uma casca a mais de
material aps a fundio para ser usinada depois, porm esta casca sabe-se que a parte mais
dura do material sendo assim mais difcil de ser usinada e tambm onde frequentemente se
localizam porosidades provenientes do molde. [6]
l) tratamentos superficiais- O acabamento e grau de limpeza das peas devem ser
compatveis com o tratamento superficial que estas podem sofrer futuramente. Assim, peas
que se destinam a esmaltao a fogo, devem apresentar acabamento rugoso com o objetivo de
facilitar a aderncia do esmalte. Peas que se destinam a niquelao, cromeao e para pintura
devem apresentar um acabamento superficial bem fino. [6]
A tabela 4 procura englobar de forma concisa elementos numricos de comparao dos
diversos processos de moldagem. Em um mercado competitivo procura-se o processo de
fundio para cada pea, que apresenta as maiores vantagens, tanto econmica quanto de
qualidade da pea a ser fundida. Fundidores examinam exaustivamente as vantagens de cada
novo processo a fim de optar sempre pelo mais vantajoso, antes de adota-lo para suas linhas
de produo. [6]
Cada novo processo de fundio que se introduz no mercado sempre visa competir
com um processo j existente, mas tambm conquistar mercados limitados a outros processos
de trabalhar metais. Assim, com os processos de fundio em casca e de investimento, a
fundio compete diretamente com outros processos como o de forjamento e o de
estampagem na produo de numerosas peas, tais como virabrequins, vlvulas e outras peas
51
para a indstria automobilsticas. O processo de fundio centrifuga tambm compete com o
processo de forjamento. [6]
4-
PROCESSOS DE FUNDIO
Fundio um processo pelo qual se vaza metal lquido em um molde visando obter
objetos na forma final. Praticamente todo metal inicialmente foi fundido, por o lingote que
primeiramente foi fundido em uma lingoteira, dando a este forma de lingote.
[4]
A fundio datada a mais ou menos 4.000 anos antes de cristo, sendo assim, uma das
indstrias mais antigas no que se trata no trabalho com metais. Desde essa poca, muitos
mtodos tm sido empregados para fundir materiais. [4]
Os processos de fundio apresentam caractersticas prprias, mais especificamente
eles se dividem em quatro processos, so eles:
Fundio sob presso.
Fundio de preciso.
Fundio por centrifugao.
Fundio contnua.
O foco deste trabalho ser a fundio por centrifugao, os demais processos de
fundio no sero abordados.
Qualquer que seja o processo de fundio escolhido para a fabricao de peas, deve
considerar as seguintes etapas:
Desenho da pea.
Projeto do modelo.
Confeco do modelo.
Confeco do molde.
52
Alimentao das peas.
Vazamento no molde.
Limpeza e rebarbao.
Controle de qualidade.
A etapa que diferencia os vrios processos de fundio entre si a modelagem, ou
seja, a elaborao do molde na qual a pea fundida ser vazada, adquirindo assim a forma
final desejada. [1]
Algumas dessas etapas sero mais detalhadas no decorrer do trabalho apresentando
suas peculiaridades e posteriormente ser definido o processo de fundio por centrifugao
apresentando como feito este processo e suas vantagens e desvantagens quando comparados
aos outros processos de fundio.
4.1 Desenhos da pea
Quando se projeta uma pea para ser fundida devem-se levar em conta os fenmenos
que ocorrem durante a solidificao do metal lquido no interior do molde, evitando-se assim
que os defeitos que aparecem nesta etapa apaream tambm na pea. Esses defeitos j foram
tratados anteriormente, ou seja, a porosidade e as bolhas que surgem nesta etapa.
[1]
Assim os principais fatores a considerar, durante a execuo dos desenhos de uma
pea so;
Estrutura dendrtica.
Tenses de resfriamento.
Espessuras das paredes.
Devem-se considerar as seguintes recomendaes:
Proporcionar adequadamente as sees das peas, projetando-as com formas mais
suaves, ou seja, evitado cantos vivos e mudanas bruscas, conforme mostrado na figura 28.
53
Figura 28 Concordncia de sees em peas fundidas.
Fonte: Chiaverini, 1986.
Considerar uma espessura mnima de paredes, pois as paredes as paredes muito finas
no enchem bem o molde onde s peas sero vazadas, fazendo com que as peas no tenham
uma boa resistncia. A tabela 6 mostra algumas recomendaes a respeito das sees mnimas
das peas fundidas. [1]
Tabela 6 - Seces mnimas recomendadas em peas fundidas.
Seco mnima, em mm
Liga
Fundio em
Fundio em
areia
molde metlico
De alumnio
3,175 a 4,76
De cobre
2,38
Ferros fundidos
cinzentos
3,175 a 6,35
3,175 em reas
pequenas
3,175 em reas
pequenas
4,76 em reas
pequenas
Fundio sob presso
Grandes reas
Pequenas reas
1,905
1,143
2,54
1,524
54
De chumbos
1,905
1,016
De magnsio
4,00
4,00 a 4,176
2,032
1,27
Ferro malevel
3,175
Ao
4,76
De estanho
1,524
0,762
3,175
1,143
0,38
Ferros fundido
branco
De zinco
Fonte: Chiaverini, 1986.
A tabela 7 traz um guia para as dimenses mnimas de orifcios. Estes orifcios devem
ser perfurados depois da pea fundida, e a localizao dos orifcios deve ser extremamente
precisa em relao s outras sees das peas. [1]
Tabela 7- Sees mnimas de orifcios em peas fundidas.
Processo de
Dimetro (mm)
fundio
Em areia
D= onde D= dimetro do macho
t= espessura da seo em mm.
Em molde metlico
Sob presso:
D no deve ser menor que 6,35 mm.
D= t, geralmente maior que 6,35 mm
Ligas base de Cu
4,76
Ligas base de Al
2,38
Ligas base de Zn
0,79
Ligas base de Mg
2,38
Fonte: Chiaverini, 1986.
55
Outro importante fator destacado por Chiaverini prever a conicidade para uma
melhor confeco dos moldes. A figura 29 mostra que a confeco do molde pode ser muito
difcil se no houver conicidade suficiente o modelo. Recomenda-se que o ngulo de sada
tenha trs graus. [1]
Figura 29 Conicidade recomendada no projeto do modelo e confeco do molde.
Fonte: Chiaverini, 1986.
4.2 Projeto do modelo e confeco do modelo e molde
Neste tpico sero abordados os principais pontos sobre como projetar um modelo
para a fundio de peas, levando em considerao os requisitos necessrios para um projeto
adequado de um modelo.
Posteriormente, seroabordados quais so os pontos principais, requisitos tcnicos e os
materiais empregados para a confeco de um modelo e de um molde para a fundio de
peas.
4.2.1- Consideraes sobre o projeto do modelo
Entende-se por modelao todos os fatores necessrios para a fabricao de um corpo
chamado modelo, com o objetivo de se obter a partir deste a reproduo de peas fundidas, e
tendo como objetivo principal que a ideia expressa de um projeto. [6]
Na tcnica de modelao indispensvel considerar o projeto da pea, sendo que deve
ser feita tendo em vista a necessidade de reproduo em metal fundido e dentro da ideia
bsica de ser necessrio criar um negativo do modelo. [6]
56
Dentro dessas duas ideias bsicas, da fundio e da criao do negativo, o projetista
deve imaginar as melhores condies para a obteno de uma pea facilmente moldvel e que
propicie condies de enchimento o mais fcil possvel ao metal a ser utilizado. [6]
Peas mal projetadas alm de dificultarem a execuo da pea fundida, acarretam uma
elevao nos custos de produo, como tambm influenciam na qualidade das peas. E por
fim podem criar situaes complexas na produo. Por estes motivos deve-se sempre estar
atento ao projeto da pea, sempre visando sua melhor moldabilidade. [6]
As figuras 30, 31, 32, 33, 34 e 35 exemplificam peas ou elementos de peas que
podem ser executados de modo certo ou errados. [6]
Em todos os exemplos de peas certas, o critrio bsico adotado, tem por finalidade a
obteno de peas perfeitas, fceis de execut-las, e preenchendo as caractersticas mecnicas
que suportem os esforos a que sero submetidas. [6]
Figura 30 Exemplo de modelos para fundio.
57
Fonte: Siegel, 1977.
Figura 31 Exemplo de modelos para fundio.
58
Fonte: Siegel, 1977.
Figura 32 Exemplo de moldes para fundio.
59
Fonte: Siegel, 1977.
Figura 33 Exemplo de moldes para fundio.
60
Fonte: Siegel, 1977.
Figura 34 Exemplo de moldes para fundio.
61
Fonte: Siegel, 1977.
Figura 35 Exemplo de moldes para fundio.
62
Fonte: Siegel, 1977.
4.3-
Alimentao da pea
63
A alimentao da pea o processo pelo qual se enche o molde com o metal derretido.
Neste captulo ser exemplificado com figuras como esse processo feito. A figura 36 mostra
um canal de alimentao. [6]
Figura 36 Canal de alimentao.
Fonte: Siegel, 1977.
64
A figura 37 exemplifica a seo de um canal de descida e de distribuio com boas
condies para o vazamento sem que ocorra ar e sem que ocorram jatos turbulentos de
lquido. [6]
Figura 37 Canal de descida e distribuio.
Fonte: Siegel, 1977.
65
O dimensionamento de canais exemplificado na figura 38.
Figura 38 Dimensionamento de canais.
Fonte: Siegel, 1977.
66
As figuras 39 e 40 mostram o dimensionamento dos canais alimentadores e
massalotes, respectivamente.
Figura 39 Canais alimentadores.
Fonte: Siegel, 1977.
67
Figura 40 Canais massalotes.
Fonte: Siegel, 1977.
68
5-
FUNDIO POR CENTRIFUGAO
Neste captulo comear a ser introduzido o foco principal deste trabalho, a fundio
por centrifugao, mais para isso foi necessrio nos outros captulos expor conceitos
fundamentais para o entendimento dos processos de fundio, suas caractersticas principais,
os fenmenos que ocorrem durante o resfriamento do metal fundido e qual o procedimento
para a escolha de um processo de fundio. Depois de exposto estes conceitos e criado uma
base slida de conhecimentos e que ser introduzido fundio por centrifugao.
No processo mais comum de fundio, o molde cheio pelo metal pela fora da
gravidade e a presso existente no molde e causada pela metalosttica. E para isto existem
fatores como a densidade do metal e da altura de alimentao (da coluna) em que o molde
ser alimentado pelo metal fundido. [7]
No processo de fundio sob presso a gravidade trocada por uma fora externa
exercida por um pisto, este procedimento feito com o objetivo de proporcionar uma pea
sem porosidades e mais densa. [7]
A fundio por centrifugao, assim como a sob presso, procura obter as mesmas
vantagens, utilizando a fora centrifuga para isto. Est fora produzida pela rotao do
molde (da coquilha) e do metal nela contida, substituindo a presso mecnica. As presses
exercidas no molde podem ser bem elevadas. [7]
Um exemplo, conforme exposto na figura 41, mostra um molde cilndrico de raio
interno R contm uma camada de metal de densidade D e espessura E, gira em torno de
seu eixo longitudinal A uma Rotao N vezes por minuto. [7]
Para um elemento delgado de espessura r, a uma distncia r do centro do molde
cilndrico, a rea ser conforme exposto na equao 5.1 e o volume ser igual equao 5.2.
[7]
r
R
(5.1)
69
r r
R
(5.2)
A massa e a acelerao no sentido do centro so expostas na equao 5.3 e 5.4. [7]
Figura 41 Presso desenvolvida pela fora centrifuga.
Fonte: Bradaschia, 1971.
Dr r
R
(5.3)
V N r
=
r
900
(5.4)
70
A equao 5.4 est em unidades de dinas, em kgf equao 5.5. A fora total para
manter o sistema em movimento circular expressa na equao 5.6. [7]
N Drr
900 Rg x 1000
(5.5)
N D[R 3( RE)3 ]
ND
r dr=
5
5
9 R x 10 RE
27 Rg x 10
(5.6)
Partindo de um exemplo de que: [7]
O dimetro interno da coquilha de 300 mm.
Com um raio de 15cm.
Espessura da camada de metal 5cm.
Densidade de 8 g/cm3.
Velocidade de rotao 1.000 r.p.m..
Com esses valores aplicando-se a equao 5.5, obtm-se aproximadamente 4,7
kgf/cm2. Comparando com um processo clssico isso corresponderia a uma coluna de metal
de aproximadamente 6 metros de altura. Estas frmulas so aplicveis a peas simtricas e
assimtricas. [7]
perceptvel que a ao das foras centrfugas nesta ordem de magnitude, o metal
dentro do molde no processo de fundio centrfuga sofre uma violenta presso contra a
parede, presso est gerada pela fora centrifuga. [7]
Forma-se assim uma massa compacta e os gases mais leves migram para o interior das
peas fundidas. Comparando este processo com processo de fundio mais clssicos pode se
71
perceber que o objetivo alcana da mesma forma, porm, com materiais que ocupam uma
dimenso espacial menor e as peas fundidas obtm o mesmo grau de qualidade, ou seja,
eliminam porosidade e obtm peas mais densas assim como a fundio sob presso,
entretanto, sem a necessidade de esforos mecnicos. [7]
5.1-
Tipos de fundio por Centrifugao
Os tipos de fundio que aproveitam a acelerao centrfuga para melhoria da
densidade das peas fundidas e garantem uma estreita estrutura granular, um melhor detalhe,
propriedades mecnicas excelentes e distribuem o material fundido no molde so trs:
fundio centrfuga verdadeira, semicentrfuga e fundio centrifugada, porm essas se
diferem nos detalhes da sua aplicao. O sistema de trabalho simples e h economia de
material nesse tipo de fundio. [7]
No primeiro tipo, o metal derretido colocado na cavidade central do molde atravs de
um orifcio apropriado. Os moldes utilizados na fabricao de fundio centrfuga verdadeira
so redondos, e so geralmente feitos de ferro, ao, ou grafite. Pode ser utilizado algum tipo
de revestimento refratrio ou areia para a superfcie interna do molde. [7]
H muitas aplicaes da fundio centrfuga verdadeira na indstria de fabricao de
hoje. O processo tem vrias vantagens muito especficas. Produtos fabricados por esse
processo incluem vrios tubos, tais como canos de esgoto, tubulaes de gs e linhas de
abastecimento de gua, tambm buchas, anis, cilindros de leo do motor, tambores de freio,
e estoque de engrenagem em branco, como pode ser observado na figura42. [7]
72
Figura 42 Produtos originados da fundio por centrifugao.
Fonte: UDESC, 2015.
Para esse processo alguns meios mecnicos so necessrios para girar o molde.
Quando utilizado para a rea industrial, isto conseguido atravs da utilizao de rolos. O
molde gira em torno do seu eixo a uma velocidade que precisa ser bastante elevada para
preservar o metal fixo parede do molde, at ocorrer solidificao, pois se a velocidade for
baixa h risco de o metal vazar ou escorregar dentro do molde. [7]
Os moldes para peas pequenas podem ser rodados em torno de um eixo vertical. No
entanto, na maioria das vezes, sero rodados em torno de um eixo horizontal. Os efeitos da
gravidade sobre o material durante o processo de fundio de metal o que torna necessrio
lanar mais peas com foras geradas a partir da horizontal, em vez de rotao vertical. [7]
No tipo chamado de semicentrfuga, utilizado um macho central, geralmente de ao,
que solidifica rapidamente a parte interna da pea e ainda permite a fundio mesmo das
peas que no tenham a superfcie interior com a forma cilndrica, mas necessrio manter a
simetria axial. [7]
Mas para peas de qualquer forma ou tamanho o eixo de rotao ser sempre vertical.
Para moldes de grandes eixos, esse processo o mais adequado. A utilizao de um ncleo
73
forma um furo redondo ou outra forma O molde fica fixo a uma tabela de fundio e esse tem
o eixo direcionado no eixo de rotao. [7]
O ltimo tipo, chamado de fundio centrifugada, bem diferente dos outros dois,
mais parecido com a fundio normal. Geralmente, os moldes so de tamanho reduzido e so
dispostos fora do eixo de rotao e so alimentados por um canal situado no eixo. Para
aumentar a densidade das peas e melhorar a alimentao dessas, utilizada a fora
centrpeta. [7]
5.1.1 Fundio por centrifugao horizontal
Para se produzir peas com eixo de revoluo horizontal realizado o processo de
fundio por centrifugao horizontal.
Quatro caractersticas devem ser levadas em considerao e executadas de forma
precisa para uma mquina de fundio por centrifugao horizontal:
Deve ser regulvel a velocidade de rotao da moldao.
Capacidade de se espalhar o metal fundido na moldao rotativa da mquina.
Velocidade constante do derramamento do metal, para no haver variaes na espessura do
fundido.
A extrao do fundido deve ser permitido pela mquina.
Dependendo das formas geomtricas das peas que se quer produzir, da quantidade e
dos metais que sero utilizados, podem ser utilizados diferentes tipos de moldes. Esses podem
ser chamados de permanentes que so os moldes em grafite, ferro fundido e cobre e metlicos
com partculas de areia.
5.1.1.1 Equipamentos de centrifugao horizontal
74
Pode ser bastante variado o equipamento usado, de acordo com processo realizado e a
dimenso das peas que sero fundidas. Para a fundio horizontal de buchas de bronze e
outras peas parecidas, geralmente usada uma placa ou aranha fixada ao eixo pela
extremidade, sendo parafusado o molde. [7]
Quando se faz a produo em maior quantidade, o molde de ferro fundido ou de ao.
Para a colocao do metal, uma extremidade aberta e a outra fechada. O controle da
espessura da bucha feito por uma placa fixa extremidade aberta, onde contm um orifcio
central que ter o dimetro interno que se deseja. [7]
Quando se trata de peas com dimetro ou comprimento muito grande, utiliza- se um
cilindro, geralmente de ferro fundido, que gira sobre roletes a motor. At o cilindro pode ser o
molde, mas para isso comum ele ser revestido por uma camada de areia verde, permitindo
assim, que o mesmo cilindro seja usado vrias vezes para produo de peas de tamanhos e
formas variados. Para se usar areia, deve-se introduzir o metal a uma baixa velocidade de
rotao, para que no ocorra eroso do molde. [7]
Depois de se formar uma camada de metal solidificado na face, a velocidade
aumentada ao mximo que se deseja. Para fundio de peas de at 2 metros de dimetro e 3
metros de comprimento, como cilindro de calandragem em fbricas de papel, usado esse
processo. Se fosse realizado outro processo para fundir tais peas, isso seria muito difcil de
conseguir. [7]
Para se fabricar tubos de ferro fundido para redes de suprimento de gua, realizado
esse processo, esse sistema ilustrado na figura 43.
75
Figura 43 Sistema de fundio por centrifugao horizontal.
Fonte:Chiaverini, 1986.
5.1.2 Fundio por centrifugao vertical
Mas se o eixo vertical, o peso do molde e da pea se apoia sobre o rolamento de
escora, facilitando que peas pesadas sejam fundidas. Nesse tipo de eixo, o molde
completamente aberto em cima e a espessura da parede depende da quantidade de metal
vertida. Porm, se a pea tivesse comprimento maior do que o dobro do seu dimetro, a
velocidade de rotao exigida deveria ser o mximo para que se mantivesse a espessura da
parede mais uniforme. Para essas peas seriam indicados fundio horizontal ou o processo
semicentrfugo. [7]
Neste caso, o eixo de rotao sempre ser vertical, o equipamento tem uma placa
giratria onde se fixa o molde e um dispositivo que mantm o macho centralizado no molde.
Neste equipamento, tanto o molde quanto o macho podem ter outras formas diferentes da
76
cilndrica, contudo, deve ser simtrica ao eixo de rotao. Enquanto a plataforma gira, o metal
vertido rapidamente no espao entre o molde e o macho, at ser completamente enchido. [7]
No caso da produo em massa de buchas de bronze, o macho feito de ao, sendo
necessrio sua retirada medida que o metal for se solidificando, se isso no for realizado, a
contrao do metal pode prend-lo no lugar. Para resolver esse problema, a mquina tem um
acoplamento giratrio que levantado, mecnica ou manualmente, por meio de um cabo ou
de uma corrente. J o macho de areia, gesso ou algum outro material que se desfaz esse
equipamento no necessrio. [7]
O esquema desse processo ilustrado na figura 44.
Figura 44- Sistema vertical de centrifugar.
Fonte: Chiaverini, 1986.
77
O eixo de rotao na fundio centrifugada tambm sempre vertical. Como ser o
mtodo de fixao do molde depende do material de que este feito. [7]
Caso seja metlico, para produo de muitas peas, poder ser parafusado no eixo
diretamente, mas se for de areia, gesso ou outro material que tambm seja frgil, precisa ser
utilizado um suporte, uma espcie de cesta. [7]
Para verter o metal, feito por meio de um canal central que distribui para as
cavidades individuais. Deve-se ter um equilbrio na disposio simtrica das peas ao redor
do eixo e o contrapeso quando for fundir uma pea por vez. [7]
As diferenas entre esse processo e o anterior que o metal geralmente vazado no
molde estacionrio, e s iniciada a rotao depois de estar cheio. A funo da fora
centrfuga nesse caso a de melhorar a alimentao, na fundio por centrifugao horizontal
deve ser bem maior. [7]
5.2 Moldaes utilizadas em fundio por centrifugao
Podem-se fazer os moldes de vrios tipos de materiais, mas a preferncia pelo ferro
fundido ou o ao para fundio em grande escala. Na fundio centrifugada, principalmente
na do alumnio, os moldes podem ser bem complexos, assim como na fundio sob presso,
para que permita a produo de peas com partes reentrantes ou que sejam paralelas
perfeitamente. [7]
Quando se quer produzir quantidades mdias, geralmente se usa a grafita que tem as
vantagens de ser leve, conduzir bem o calor, ter facilidade de ser usinado e no ser atacado
pelos metais fundidos, pois esses no se aderem ao molde. [7]
Como ele mole, pode ser riscado e estragado, isso reduz a sua vida til. A grafita tem
o tamanho mximo limitado, isso acaba limitando tambm o tamanho do molde. [7]
Agora, se a quantidade de peas a serem fundidas for pequena, o tiver um tamanho
grande, utilizado areia, seca ou verde. Para se produzir os moldes, podem ser inclusos
densificadores que aumentam a velocidade de resfriamento de reas espessas. [7]
78
As conhecidas como superligas, que tm alta temperatura de fuso, geralmente so
fundidas utilizando o processo centrifugado com areias muito refratrias. [7]
Peas de tamanho pequeno, especialmente as de alumnio, comumente so fundidas
em moldes de gesso que permite uma superfcie mais lisa e detalhes mais precisos, o que
difcil de produzir com mais tipos de materiais. [7]
Na fundio semicentrfuga, so utilizados os machos, de ao para produo em larga
escala e de areia para quantidades menores e grandes tamanhos. Para esta finalidade no se
pode usar a grafita, pois ela muito frgil e para retirar o macho iria quebr-lo. [7]
Os canais de alimentao so usados s na fundio centrifugada, onde so pequenos.
Podem ser utilizados tambm massalotes, mas se for utilizado o molde corretamente isso no
ser necessrio. [7]
5.3 Parmetros de fundio por centrifugao
Os parmetros envolvidos na fundio por centrifugao so as seguintes:
Temperatura de processo.
Vazamento do metal.
Velocidade de rotao.
Solidificao.
Materiais utilizados.
Todos esses tpicos sero abordados no transcorrer do texto, porm, a velocidade de
rotao do molde e o vazamento sero mais aprofundados no estudo, pelo grau de importncia
destas variveis, pois afetam diretamente no processo de fundio por centrifugao.
79
5.3.1 Temperatura de processo
A temperatura do processo de fundio por centrifugao tem que ser mantida a mais
baixa possvel, pois para obter-se uma pea sem defeito o controle desta varivel de extrema
importncia. [18]
5.3.2 Vazamento do metal
No processo de vazamento do metal a temperatura pode ser igual ou inferior, mais no
muito, a aquela usa nos processos clssicos de fundio. A velocidade de vazamento tem de
ser a mxima possvel sendo que um fator limitante a fundio horizontal, pois, o metal
pode se fundir com a parede rotativa do molde, sem ocorrer formao de um poo na parte
de baixo do molde. [7]
5.3.3 Velocidade de rotao
Esta varivel muito inconstante, pois, varia muito devido ao tamanho da pea e o
processo usado (horizontal ou vertical). Na fundio semi e centrifuga a velocidade
calculada por dois mtodos. [7]
O primeiro mtodo leva em conta a velocidade perifrica, que conservada em estado
constante, essa velocidade mantida a 300 metros por minuto na maioria dos casos, no ponto
mais afastado do eixo de rotao. [7]
O segundo mtodo, amplamente utilizado, a preocupao a fora centrifuga que tem
que ser controlada, pois, esta deve ser de 50 a 100 vezes a da gravidade, esta fora centrifuga
calculada atravs da equao 5.7.
G=5,6 x 106 n d
(5.7)
80
Onde d o dimetro interno da pea em centmetros e n o nmerode rotaes
por minuto, sendo expressa em quilograma-fora por quilograma. [7]
Independente do mtodo utilizado, no existe nenhuma vantagem em ultrapassar a
velocidade tima de rotao. Esse excesso de velocidade pode provocar na pea trincas nas
suas bordas, alm de correr o risco do molde se quebrar, por excesso de presso. Caso a
velocidade seja baixa demais gotas de metal podem pingar na parte superior do molde dando
lugar a falhas. [7]
No comeo do vazamento, a velocidade de rotao pode ser controlada com o objetivo
de evitar a eroso dos moldes de areia e gesso, elevando-a at um valor de interesse quando
um pouco do metal j foi vazado. [7]
5.3.4 Solidificao
A solidificao dos materiais submetidos aos processos de fundio j foram
amplamente discutidos em captulos anteriores. Entretanto apenas como nota recordativa, j
que esta influi no processo de fundio por centrifugao, esta ser abordada sucintamente
neste tpico.
No processo de centrifugao horizontal a solidificao acontecepor
meio do arrefecimento ocasionado pelo intermdioda parede da moldao
e pela gua. Assim se forma a solidificao pela parte exterior da pea em
sentido ao seu interior. A solidificao ocasionada por diversosmotivos,
tais como a velocidade de rotao da moldao, a grossura da parede do
prprio molde, a temperatura inicial do molde e tambm pelas prprias
condies do nvel dos equipamentos a onde est ocorrendo fundio.
Estes motivosmexem significativamente com a qualidade,porque podem
criar defeitos superficiais e estruturais nas peas fundidas. [18]
5.3.5 Materiais utilizados
81
Quase todas as ligas metlicaspodem ser fundidas em processos
estticos e podem ser tambm ser processada por uma mquina de
fundio por centrifugao. As exclusesso as ligas em que os elementos
que as constituem apresentam divergncias significativas de densidade
entre si, porquedeste modo ocorre uma diviso desses elementos sendo
os elementos mais densos colocados nas zonas do material que est
sendo fundido de maior dimetro. Este o caso, por exemplo, de ligas de
ferro com um alto teor de carbono (entre 0,4 a 0,85% de carbono). [18]
5.4 Vantagens e desvantagens da Centrifugao
A fundio por centrifugao apresenta diversas vantagens sobre os processos mais
clssicos de fundio, entretanto, apresenta tambm algumas desvantagens. Resumidamente
as vantagens e desvantagens compreendem os pontos a seguir. [7]
Rendimento: Nas peas feitas por centrifugao ou semi centrifugao, existe uma
falta de canal de alimentao e massalotes o que resulta num alto rendimento. A pea atinge
90% ou mais em comparao ao metal vazado. At mesmo em peas feitas por centrifugao,
esta porcentagem bem maior que aquela alcanada nos processos clssicos. [7]
Uniformidade: As peas feitas por fundio por centrifugao apresentam uma
uniformidade de suas propriedades mecnicas muito boas em comparao com processos
clssicos de fundio, independente do tipo de molde utilizado, ou seja, a uniformidade
muito boa em moldes de aria ou moldes semi-permanetes. [7]
Nas sees convencionais, no h mudana de composio nas ligas que originam
solues slidas. Em alguns casos, por exemplo, nas ligas de cobre que contm chumbo,
ocorrer segregao da fase mais pesada na direo do meio para fora. Isto ocorre porque se
tem umaalta fora centrifugal, esta segregao pode ser muito maior do que na fundio
clssica, mas na maioria dos casos insuficiente para inviabilizar a pea. [7]
82
Propriedades mecnicas:Assim como nos processos mais clssicos de fundio, as
propriedades mecnicas das peas vo depender da liga e da velocidade de esfriamento do
metal. Comparando as peas fundidas por centrifugao, estas conseguem uma atingir
propriedades mecnicas que so mais uniformes e tem uma variedade de aproximadamente 10
% mais altas em peas feitas em moldes de areia at 30 a 40% melhor para as coquilhas. [7]
Custo: Os maquinrios e moldes envolvidos no processo de fundio por
centrifugao tem um custo elevado, mas para a produo em pequenas escalas os custos
tornam-se mais razoveis. Na produo de algumas peas especificas a fundio por
centrifugao o nico processo capaz de produzir a pea desejada e outro fator que dever ser
levado em conta a qualidade das peas produzida que acaba por justificar o investimento
feito no processo por centrifugao. [7]
Riscos operacionais: O processo de fundio por centrifugao exige que se tenha um
conhecimento dos processos bsicos de fundio e tambm um profundo conhecimento de
engenharia mecnica no que se diz respeito a mquinas giratrias. O processo de
centrifugao muito perigoso, pois quando se tem uma combinao de metal derretido (altas
temperaturas) e um equipamento rotativo exigem-se fatores que garantam a segurana dos
operadores, o processo deve possuir tambm uma manuteno impecvel. [7]
83
6-
CONCLUSO
Apresentado os temas relacionados com a disciplina Processos de Fabricao III,
conclui-se que o aprendizado da disciplina foi muito mais aprofundado com esta nova
metodologia de trabalho adotada. Portanto, fica claro para os alunos integrantes deste trabalho
que para o desenvolvimento tecnolgico e cientifico do pas, metodologias como estas devem
ser mais exploradas e aplicadas dentro dos centros universitrios. Assim, desenvolve nos
alunos a capacidade de pesquisar e buscar conhecimentos para alm do que ensinado dentro
das salas de aula.
84
7-
REFERNCIAS BIBLIOGRFICAS
[1] CHIAVERINI, V. -Tecnologia mecnica processos de fabricao e tratamento. So
Paulo, Editora McGraw-Hill, segunda edio, segundo volume, 1986.
[2] WILLIAM, D.; CALLISTER, JR. - Cincia e engenharia de materiais uma
introduo. Rio de Janeiro, Editora LTC, stima edio, volume nico, 2008.
[3] TORRE, J. - Manual prtico de fundio e elementos de preveno da corroso. So
Paulo,EditoraHemus, primeira edio, volume nico, 2004.
[4] DOYLE, L. E.; MORIS,J. L.; LEACHS, J. L.; SCHRADER, J. F. Processos de
fabricao e materiais para engenheiros.Rio de Janeiro, Editora Edgard Blcher LTDA,
primeira edio, volume nico, 1966.
[5] SOARES, G. A.; Fundio: mercado, processos e metalurgia. Rio de Janeiro, Editora
COPPE UFRJ, primeira edio, volume nico, 2000.
85
[6] SIEGEL, M.; Fundio. So Paulo, Editora ABM Associao Brasileira de Metais, nona
edio, volume nico, 1977.
[7] BRADASCHIA, C.; Curso de fundio de ligas no ferrosas. So Paulo, Editora ABM
Associao Brasileira de Metais, volume nico, 1971.
[8] HUME-ROTHERY, W.;Estruturas das ligas de ferro. So Paulo, Editora Edgard
BlcherLtda, p. 112-113, 1969. (Traduo da primeira edio inglesa, Pergamon Press, 1966).
[9] CORREIA, L. C.; Princpios bsicos de metalurgia. So Paulo, Editora Associao
Brasileira de Metais, pontos 16 e 17, 1958-1959.
[10] RHINES, F. N.; Phasediagrams in metallurgy. So Paulo, Editora MacGraw-hill book
Inc., 1956.
[11] FALEIROS, G. S.; Transformaes estruturais durante a homogeneizao de
alumnio comercialmente puro. So Paulo, Editora EPUSP, 1970.
[12] WEINBERG, F.; CHALMERS, B.; Furtherobservationsondendriticgrowth in metals.
EditoraCanadianJournalofPhysics, v. 30, p. 488, 1952.
[13] CHALMERS, B.; Principlesofsolidification. Editora John Wiley& Sons, 1964.
[14] WALTON, D.; CHALMERS, B.; The originofpreferredorientation in thecolumnar
zone ofingots. Editora Transactions AIME, v. 215.
[15] BILONI, H.; Estado atual da pesquisa na rea de solidificao dos metais e ligas.
Editora Metalurgia ABM, v.26, p. 803, 1970.
[16] ADAMS, D. E.; Segregation in aluminium-copper alloys. Editora Journal of the
Institute of Metals, v. 75, p. 809, 1949.
[17] Disponvel em:www.joinville.udesc.br/portal/professores/verran/materiais/Seminario_
Guilherme_Espin_dola_Fundi__o_por_Centrifuga__o.pptx. Visitadoem 20/06/2015.
86
[18] Semautor; Metalshandbook: Casting. Editora ASM International, 9
edio, volume 15, 1998.
Anda mungkin juga menyukai
- Processos de Fundição e SinterizaçãoDokumen30 halamanProcessos de Fundição e SinterizaçãoDavidson Soares da CostaBelum ada peringkat
- Processos Fundição DetalhadosDokumen97 halamanProcessos Fundição DetalhadosLuis OmenaBelum ada peringkat
- Introdução À Metalurgia Da SoldagemDokumen79 halamanIntrodução À Metalurgia Da SoldagemrenatobevBelum ada peringkat
- FundiçãoDokumen20 halamanFundiçãoeliseuhenrique100% (1)
- Introdução à Metalurgia da SoldagemDokumen211 halamanIntrodução à Metalurgia da Soldagemvladimirsoler01100% (1)
- Processos de fabricação por conformação mecânicaDokumen251 halamanProcessos de fabricação por conformação mecânicaKarine GössBelum ada peringkat
- 2-Aula de FundiçãoDokumen16 halaman2-Aula de FundiçãoRafael Da Silva AlvesBelum ada peringkat
- Apostila Soldagem-1Dokumen15 halamanApostila Soldagem-1Edinei RibeiroBelum ada peringkat
- Processos de conformação mecânicaDokumen251 halamanProcessos de conformação mecânicaAna Carolina Dos SantosBelum ada peringkat
- Processos de Fabricação Mecânica IDokumen2 halamanProcessos de Fabricação Mecânica IRamón RamalhoBelum ada peringkat
- Metalurgia de SoldagemDokumen209 halamanMetalurgia de SoldagemJames PhillipsBelum ada peringkat
- Conformação de MetaisDokumen68 halamanConformação de MetaisTaisa PachecoBelum ada peringkat
- Introdução à Metalurgia da SoldagemDokumen105 halamanIntrodução à Metalurgia da SoldagemJéfferson SantosBelum ada peringkat
- Questões sobre Processos de FundiçãoDokumen7 halamanQuestões sobre Processos de FundiçãoAntonio MarinhoBelum ada peringkat
- Processo de Fundição em Casca e CoquilhaDokumen12 halamanProcesso de Fundição em Casca e CoquilhaMatheus JoséBelum ada peringkat
- Aula 00 - PFM - Aula Inicial, Plano de EnsinoDokumen34 halamanAula 00 - PFM - Aula Inicial, Plano de EnsinoAntonio Carlos EvangelistaBelum ada peringkat
- Programa Aulas Processos Discretos de ProduçãoDokumen10 halamanPrograma Aulas Processos Discretos de ProduçãoLucas BarbosaBelum ada peringkat
- Ensaios de materiais para processos de fabricaçãoDokumen7 halamanEnsaios de materiais para processos de fabricaçãoWalter Gabriel de Abreu JúniorBelum ada peringkat
- Lista 1Dokumen7 halamanLista 1kelvinBelum ada peringkat
- Aços Fundidos: Classificação, Elaboração, Defeitos e FluidezDokumen61 halamanAços Fundidos: Classificação, Elaboração, Defeitos e FluidezSylvia Guarneri100% (1)
- Processo de FabricaçãoDokumen9 halamanProcesso de FabricaçãoWalcymara Fonseca Cavalcanti PinhaBelum ada peringkat
- Fundição em coquilha: relatório de grupoDokumen20 halamanFundição em coquilha: relatório de grupoLeonan SacchiBelum ada peringkat
- Relatório Moldagem PlenaDokumen15 halamanRelatório Moldagem PlenaRafael FariaBelum ada peringkat
- Lista de Exercícios #1 - Classif. Proc-FundiçãoDokumen3 halamanLista de Exercícios #1 - Classif. Proc-Fundiçãomirianle50% (2)
- Fundição e Processos SiderúrgicosDokumen188 halamanFundição e Processos SiderúrgicosEmanuell LimaBelum ada peringkat
- 5 - Relatório Fundição em CoquilhaDokumen14 halaman5 - Relatório Fundição em CoquilhaAlmir SktBelum ada peringkat
- Aços AcalmadosDokumen85 halamanAços AcalmadosFlavio NunesBelum ada peringkat
- Slide 1 - Introdução A Conformação Plastica Dos MetaisDokumen27 halamanSlide 1 - Introdução A Conformação Plastica Dos MetaisAglailson SilvaBelum ada peringkat
- Exercícios AP1 - Processos de Fabricação 2Dokumen8 halamanExercícios AP1 - Processos de Fabricação 2Jamisdean Sales dos SantosBelum ada peringkat
- Apostila Conformação MecânicaDokumen67 halamanApostila Conformação MecânicaIvonete SampaioBelum ada peringkat
- Processo de FabricaçãoDokumen19 halamanProcesso de Fabricaçãojonathan wesley da costaBelum ada peringkat
- 2022 2 LSJ FundiçãoDokumen91 halaman2022 2 LSJ FundiçãoLaraBelum ada peringkat
- Introdução à fabricação mecânica: processos e aplicaçõesDokumen95 halamanIntrodução à fabricação mecânica: processos e aplicaçõesJânio PabloBelum ada peringkat
- Plano de disciplina sobre fundição com introdução ao processoDokumen155 halamanPlano de disciplina sobre fundição com introdução ao processoFilipe AzevedoBelum ada peringkat
- Relatório Jurandir 20.05Dokumen12 halamanRelatório Jurandir 20.05Luis EduardoBelum ada peringkat
- Simulação Numérica para Minimizar Defeitos No Processo de Fundição Dos MetaisDokumen14 halamanSimulação Numérica para Minimizar Defeitos No Processo de Fundição Dos MetaisFernanda HillesheinBelum ada peringkat
- Efeito da pressão na liga ZA27Dokumen16 halamanEfeito da pressão na liga ZA27Fabiano AmorimBelum ada peringkat
- Conformação Mecânica - 1a Lista de ExercíciosDokumen4 halamanConformação Mecânica - 1a Lista de ExercíciosGabriel BrandãoBelum ada peringkat
- Tecnologia Mecânica: Processos de FundiçãoDokumen65 halamanTecnologia Mecânica: Processos de FundiçãoetokunBelum ada peringkat
- SumarioDokumen6 halamanSumarioMarlon DillBelum ada peringkat
- Processos de fabricação mecânicaDokumen28 halamanProcessos de fabricação mecânicahebsonbezerraBelum ada peringkat
- Laminadores IndustriaisDokumen29 halamanLaminadores IndustriaisManolo GipielaBelum ada peringkat
- Fundição e processos siderúrgicosDokumen14 halamanFundição e processos siderúrgicosThiago HenriqueBelum ada peringkat
- TEXTO APOIO - Tecnologias de FundicaoDokumen161 halamanTEXTO APOIO - Tecnologias de Fundicaothejayv24Belum ada peringkat
- 1 - Conformacao Plastica - ClassificacaoDokumen29 halaman1 - Conformacao Plastica - Classificacaoruibiavatti100% (1)
- Fundição e sinterização - Lista de exercícios 1Dokumen1 halamanFundição e sinterização - Lista de exercícios 1Maria Clara D’AnnunciaçãoBelum ada peringkat
- PMM - Exercício de Participação - 10012023Dokumen1 halamanPMM - Exercício de Participação - 10012023Pedro GuerreiroBelum ada peringkat
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDari EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoBelum ada peringkat
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDari EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasBelum ada peringkat
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDari EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoBelum ada peringkat
- Tratamentos térmicos e superficiais dos açosDari EverandTratamentos térmicos e superficiais dos açosPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Fundamentos da análise fractográfica de falhas de materias metálicosDari EverandFundamentos da análise fractográfica de falhas de materias metálicosBelum ada peringkat
- Análise do Light Steel Framing como método construtivo e na reabilitação eficaz e sustentávelDari EverandAnálise do Light Steel Framing como método construtivo e na reabilitação eficaz e sustentávelBelum ada peringkat
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDari EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEBelum ada peringkat
- Corrosão e Proteção dos MateriaisDari EverandCorrosão e Proteção dos MateriaisPenilaian: 5 dari 5 bintang5/5 (1)
- Precificação: Precificar Serviços e Empreitadas em EngenhariaDari EverandPrecificação: Precificar Serviços e Empreitadas em EngenhariaBelum ada peringkat
- Estudo Do Verbo Tempos e ModosDokumen13 halamanEstudo Do Verbo Tempos e ModosDiego PimentaBelum ada peringkat
- Petrobras0217 EditalDokumen30 halamanPetrobras0217 EditalFelipe GeronimoBelum ada peringkat
- Nuclep - Manual Retificado 160414Dokumen38 halamanNuclep - Manual Retificado 160414Diego PimentaBelum ada peringkat
- Apostila PCP UERJ HenriqueDokumen52 halamanApostila PCP UERJ HenriqueDanubio Herbest Gois MotaBelum ada peringkat
- Fundição Sob Pressão: Processos e ParâmetrosDokumen17 halamanFundição Sob Pressão: Processos e ParâmetrosFrederic FidalgoBelum ada peringkat
- Mu11 Tabela de Conversao de ParafusosDokumen1 halamanMu11 Tabela de Conversao de ParafusosDiego PimentaBelum ada peringkat
- Trefilação e Conformação de ChapasDokumen35 halamanTrefilação e Conformação de Chapasgiulliatto100% (1)
- WiFi Eduroam UMinho LinuxDokumen7 halamanWiFi Eduroam UMinho LinuxIze BarretoBelum ada peringkat
- 44a OBM Nível 3 - Dia 1Dokumen2 halaman44a OBM Nível 3 - Dia 1Louis VittonBelum ada peringkat
- Com A Manhã Chega A Neblina - George RR MartinDokumen23 halamanCom A Manhã Chega A Neblina - George RR MartinEverton OliveiraBelum ada peringkat
- RELA O CLASSIFICADOS Geral ETE SUBSEQUENTE 2023 1Dokumen120 halamanRELA O CLASSIFICADOS Geral ETE SUBSEQUENTE 2023 1Daniel FerreiraBelum ada peringkat
- Lindóia Office, Sala Virtual para ProfissionaisDokumen13 halamanLindóia Office, Sala Virtual para ProfissionaisdeboraBelum ada peringkat
- A Palavra de LaAchadAlDokumen12 halamanA Palavra de LaAchadAlnotBelum ada peringkat
- O que são fraçõesDokumen29 halamanO que são fraçõesAna Santos33% (3)
- Micetomas EumicoticoDokumen30 halamanMicetomas EumicoticoJocsã N. BarrosBelum ada peringkat
- Chartier e o Livro Digital-TradicionalDokumen3 halamanChartier e o Livro Digital-TradicionalMaria CarolineBelum ada peringkat
- Fatfis Nfe Cte Û SefazDokumen36 halamanFatfis Nfe Cte Û SefazArnaldo Cardoso PontesBelum ada peringkat
- Frases MatematicasDokumen2 halamanFrases MatematicasHipnotesteBelum ada peringkat
- Valéria Andrade - Dramaturgia Feminina No Nordeste e em PortugalDokumen9 halamanValéria Andrade - Dramaturgia Feminina No Nordeste e em PortugalWilliam Santana SantosBelum ada peringkat
- Livro - Como Fazer Um Roteiro de CinemaDokumen32 halamanLivro - Como Fazer Um Roteiro de CinemaFelipe Pereira100% (6)
- O que é Lean definiçãoDokumen4 halamanO que é Lean definiçãoJose luiz coelhoBelum ada peringkat
- Morfologia da Língua PortuguesaDokumen140 halamanMorfologia da Língua PortuguesawilliamcristoBelum ada peringkat
- Exercícios cognitivos para estimular o cérebro (Volume IDokumen34 halamanExercícios cognitivos para estimular o cérebro (Volume IAnne Hudson90% (10)
- Um Estudo Do Stackoverflow Sobre Perguntas e Soluções Sobre Microsserviços (Apresentação)Dokumen24 halamanUm Estudo Do Stackoverflow Sobre Perguntas e Soluções Sobre Microsserviços (Apresentação)Vinicius Cardoso GarciaBelum ada peringkat
- Modelo Interpretação BFPDokumen18 halamanModelo Interpretação BFPMarianna SousaBelum ada peringkat
- Resumo JAIDokumen4 halamanResumo JAIThiago BiazusBelum ada peringkat
- A Importância Do Trabalho para o HomemDokumen5 halamanA Importância Do Trabalho para o HomemJuraci Do RenatoBelum ada peringkat
- Pratica Dobras FalhasDokumen21 halamanPratica Dobras FalhasMário GermanoBelum ada peringkat
- Memorial Descritivo Indústria de BiscoitosDokumen19 halamanMemorial Descritivo Indústria de BiscoitosMarcos FregatiBelum ada peringkat
- Quilombolas Do MarajóDokumen23 halamanQuilombolas Do MarajóMaria Páscoa de Sousa100% (1)
- Projeto de vida - Etapa VI escolhas e caminhosDokumen2 halamanProjeto de vida - Etapa VI escolhas e caminhosLuís Otavio100% (2)
- CADERNO QUESTÕES TEORIA ADMINISTRAÇÃODokumen153 halamanCADERNO QUESTÕES TEORIA ADMINISTRAÇÃONoemi MirandaBelum ada peringkat
- Compreensão lógica e sequência de eventosDokumen3 halamanCompreensão lógica e sequência de eventosPriscila LinsBelum ada peringkat
- ANOVA e Testes de Médias Com o Software RDokumen80 halamanANOVA e Testes de Médias Com o Software RAntonio LoureiroBelum ada peringkat
- A família Maia e o casamento de PedroDokumen28 halamanA família Maia e o casamento de PedroLuisa Correia100% (1)
- RELATORIO AVALIACAO QUADRIENAL ComnotaeducaoDokumen85 halamanRELATORIO AVALIACAO QUADRIENAL ComnotaeducaoaugustoesouzaBelum ada peringkat
- Escoamento Laminar entre PlacasDokumen104 halamanEscoamento Laminar entre PlacasRafaela Araújo60% (5)