Anda mungkin juga menyukai
- T.D.R Montaje de Tijerales y Estructura Metalica. IE TintiDokumen5 halamanT.D.R Montaje de Tijerales y Estructura Metalica. IE TintiThania naydiaBelum ada peringkat
- Obras provisionales y seguridad en construcciónDokumen11 halamanObras provisionales y seguridad en construcciónIsabel FernandezBelum ada peringkat
- Rejilla en Cuneta TransversalDokumen2 halamanRejilla en Cuneta Transversalschwualb andresBelum ada peringkat
- Visita Técnica de Las Construcciones Ejecutadas Con Estructuras MetálicasDokumen19 halamanVisita Técnica de Las Construcciones Ejecutadas Con Estructuras MetálicasRildo Kenyi Apaza TitoBelum ada peringkat
- 02 Especificaciones Tecnicas - ArquitecturaDokumen61 halaman02 Especificaciones Tecnicas - ArquitecturaJIMMY LOZANOBelum ada peringkat
- Especificaciones Tecnicas ArquitecturaDokumen28 halamanEspecificaciones Tecnicas ArquitecturaVasquez Zelaya ZeusBelum ada peringkat
- Análisis Comparativo de La Edad Vs La Resistencia A La CompresiónDokumen183 halamanAnálisis Comparativo de La Edad Vs La Resistencia A La CompresiónYhony JalloBelum ada peringkat
- Especificaciones RompeDokumen21 halamanEspecificaciones RompeWilson Vasquez MariscalBelum ada peringkat
- ESPECIFICACIONES TECNICAS. YaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaDokumen18 halamanESPECIFICACIONES TECNICAS. YaaaaaaaaaaaaaaaaaaaaaaaaaaaaaaDiego Oviedo ValenciaBelum ada peringkat
- TDR Pintura EsmalteDokumen4 halamanTDR Pintura Esmaltefabricio rios antonioBelum ada peringkat
- Informe Tecnico Nro.001 - INSPECCIÓN DE ESTRUCTURAS METALICAS FGADokumen9 halamanInforme Tecnico Nro.001 - INSPECCIÓN DE ESTRUCTURAS METALICAS FGALuis Angel CordovaBelum ada peringkat
- TDR de Servicio de Adquisicion e Instalacion Tabique Divisorios Melamine SSHH A Todo CostoDokumen5 halamanTDR de Servicio de Adquisicion e Instalacion Tabique Divisorios Melamine SSHH A Todo CostojecarviBelum ada peringkat
- Coberturas metálicas para complejo recreativo JuliDokumen3 halamanCoberturas metálicas para complejo recreativo JuliHenry CariBelum ada peringkat
- t1 - Programación de ObraDokumen11 halamant1 - Programación de Obramilton cusi ramos0% (1)
- 14 - TDR de Acero Corrugado y OtrosDokumen4 halaman14 - TDR de Acero Corrugado y OtrosLUIS AMESBelum ada peringkat
- Resumen Ejecutivo de La Carretera Cambrune - SomoaDokumen5 halamanResumen Ejecutivo de La Carretera Cambrune - SomoaLeidy MaryBelum ada peringkat
- Terminos de Referencia-VentanasDokumen8 halamanTerminos de Referencia-VentanasWilber SacaBelum ada peringkat
- Metrado Reconstruccion 7x5 - ArquitecturaDokumen4 halamanMetrado Reconstruccion 7x5 - ArquitecturaLuisRoaRoaBelum ada peringkat
- TDR de Cplejo de Campo Ferial HilataDokumen4 halamanTDR de Cplejo de Campo Ferial HilataYordana Mamani VelasquezBelum ada peringkat
- 20 LucreDokumen11 halaman20 LucrebrelynBelum ada peringkat
- 3terminos de Referencia para Estructura Metalica y Cobertura ModeloDokumen82 halaman3terminos de Referencia para Estructura Metalica y Cobertura ModeloTeresa Jimenez Yovera100% (1)
- Implementación de bolardos automáticos en OaxacaDokumen26 halamanImplementación de bolardos automáticos en OaxacaOscar DiazBelum ada peringkat
- Hoja de Cálculo Diseño de Viga de ConexiónDokumen4 halamanHoja de Cálculo Diseño de Viga de ConexiónJOSE MARCIAL GARCIA VILLEGASBelum ada peringkat
- Tdr. Servicio de Eliminación de Material ExedenteDokumen3 halamanTdr. Servicio de Eliminación de Material Exedenteyober de la cruz moralesBelum ada peringkat
- Cotizacion Exp. Tecnico Casa-Com.Dokumen2 halamanCotizacion Exp. Tecnico Casa-Com.Ricardo Purisaca SanchezBelum ada peringkat
- TDR Suministro e Instalacion de Puesta A TierraDokumen2 halamanTDR Suministro e Instalacion de Puesta A TierraMilthon Apaza VelasquezBelum ada peringkat
- TDR - Servicio Osmosis-Instalacion de Ventana y Techo de PolicarbonatoDokumen11 halamanTDR - Servicio Osmosis-Instalacion de Ventana y Techo de PolicarbonatoDiego Paucca FloresBelum ada peringkat
- Especificaciones Tecnicas Arquitectura AyaviriDokumen66 halamanEspecificaciones Tecnicas Arquitectura Ayavirialex pumacahuABelum ada peringkat
- Especificaciones TecnicasDokumen123 halamanEspecificaciones TecnicasernestoBelum ada peringkat
- Especificaciones Tecnicas Instalaciones ElectricasDokumen29 halamanEspecificaciones Tecnicas Instalaciones ElectricasdenisBelum ada peringkat
- TDR Estructuras Metálicas - 01Dokumen10 halamanTDR Estructuras Metálicas - 01Rodrigo AvilesBelum ada peringkat
- Ppto - 059 - 2019 - Rev 04 - FORMATO PRODAC - Instalacion de Cerco Malla Olimpica H 1.80m - L 1128.00m - Prodac - GyM - Marcobre - Ing Julio BedregalDokumen44 halamanPpto - 059 - 2019 - Rev 04 - FORMATO PRODAC - Instalacion de Cerco Malla Olimpica H 1.80m - L 1128.00m - Prodac - GyM - Marcobre - Ing Julio BedregalPepe Lopez BandaBelum ada peringkat
- Esp. Tecnicas CoberturaDokumen3 halamanEsp. Tecnicas Coberturagina ccopa quechoBelum ada peringkat
- TDR-ELABORACION E.T-LOSA DEPORTIVA MalataDokumen4 halamanTDR-ELABORACION E.T-LOSA DEPORTIVA MalataCamila PerezBelum ada peringkat
- Especificaciones TécnicasDokumen34 halamanEspecificaciones TécnicasJohan Mendez BullonBelum ada peringkat
- Memoria de Calculo de Programacion de Una ObraDokumen7 halamanMemoria de Calculo de Programacion de Una ObraJoel ChavezBelum ada peringkat
- TDR WINCHE ELECTRICOooDokumen2 halamanTDR WINCHE ELECTRICOooMaritza ChuraBelum ada peringkat
- 2 - Et Carpinteria MetalicaDokumen72 halaman2 - Et Carpinteria MetalicajoseBelum ada peringkat
- EETT 020-01 Extintores de 6 KG CO2Dokumen5 halamanEETT 020-01 Extintores de 6 KG CO2Sebastián SemideiBelum ada peringkat
- E.T. Puerta ContraplacadaDokumen5 halamanE.T. Puerta ContraplacadarpalaciosjplBelum ada peringkat
- Planilla de Metrados - Balsa FlotanteDokumen20 halamanPlanilla de Metrados - Balsa FlotanteYanet Medina QuedoBelum ada peringkat
- Electrificación rural Jaén-CajamarcaDokumen2 halamanElectrificación rural Jaén-CajamarcaJORGE ELI BENAVIDES CIEZABelum ada peringkat
- 22 Buzones para AlcantarilladoDokumen5 halaman22 Buzones para AlcantarilladoFernando Emilio Morales VeraBelum ada peringkat
- Detalle de Especificaciones Tecnicas Instalaciones Electricas Sector SaludDokumen13 halamanDetalle de Especificaciones Tecnicas Instalaciones Electricas Sector SaludIrex FalconBelum ada peringkat
- 04.01. Especificaciones TécnicasDokumen14 halaman04.01. Especificaciones TécnicasEdson CribilleroBelum ada peringkat
- Especificaciones TecnicasDokumen175 halamanEspecificaciones TecnicasIvan Guerra RuizBelum ada peringkat
- Policarbonato JuliacaDokumen3 halamanPolicarbonato JuliacaWillian Ruelas GomezBelum ada peringkat
- PO-OP-SG-6003 - Excavacion Con Proteccion de EntibadosDokumen13 halamanPO-OP-SG-6003 - Excavacion Con Proteccion de EntibadosJose Montero SaavedraBelum ada peringkat
- Memoria Descriptiva - 02 EstructurasDokumen14 halamanMemoria Descriptiva - 02 EstructurasD'kEiFaQqBelum ada peringkat
- Especificaciones Tecnicas Del Centro Civico Santo TomasDokumen21 halamanEspecificaciones Tecnicas Del Centro Civico Santo TomasGim Joseph Galdós RománBelum ada peringkat
- Especificaciones Tecnicas de SSHH y CamerinoDokumen69 halamanEspecificaciones Tecnicas de SSHH y CamerinoAlejandro Gómez GarcíaBelum ada peringkat
- Mercado de AbastosDokumen7 halamanMercado de Abastosjavier aparco berrocalBelum ada peringkat
- TDR - Servicio Servicio de Elaboracion de Rejilla Metalica Segun DiseñoDokumen3 halamanTDR - Servicio Servicio de Elaboracion de Rejilla Metalica Segun DiseñoJuver Olmos HuallpaBelum ada peringkat
- 16 T.D.R. Servicio de Calculo Estrutural de Cobertura MetalicaDokumen3 halaman16 T.D.R. Servicio de Calculo Estrutural de Cobertura MetalicaLizbeth Lagos RodriguezBelum ada peringkat
- Cotizacion de Techo HuancabambaDokumen3 halamanCotizacion de Techo HuancabambaJuan Carlos Benites MoscolBelum ada peringkat
- Especificaciones Tecnicas ArquitecturaDokumen103 halamanEspecificaciones Tecnicas ArquitecturaMerlly MoralesBelum ada peringkat
- Especificaciones Tecnicas Sanitarias Mercado ChantaDokumen29 halamanEspecificaciones Tecnicas Sanitarias Mercado ChantaAnonymous qMkOm8HBelum ada peringkat
- Especificaciones Tecnicas Obras Provicionales, Seg y Salud, PreliminaresDokumen38 halamanEspecificaciones Tecnicas Obras Provicionales, Seg y Salud, PreliminaresK'theriine MirellaBelum ada peringkat
- Descripcion Tecnica de AcuDokumen95 halamanDescripcion Tecnica de AcuStKevin100% (2)
- NTC 5832 PDFDokumen75 halamanNTC 5832 PDFCarlos RicoBelum ada peringkat
- Seleccion Caño Rodamiento PDFDokumen1 halamanSeleccion Caño Rodamiento PDFExequiel LopezBelum ada peringkat
- Seleccion Caño RodamientoDokumen1 halamanSeleccion Caño RodamientoExequiel LopezBelum ada peringkat
- Cuentas Fabian A 3 Meses (Conflicto)Dokumen2 halamanCuentas Fabian A 3 Meses (Conflicto)Exequiel LopezBelum ada peringkat
- TubosDokumen5 halamanTubosDamián BojkoBelum ada peringkat
- Tesis PDFDokumen104 halamanTesis PDFCristhian AlvaradoBelum ada peringkat
- Inf - Pip - CT - Tabla Dimensional de Productos - Schedule PDFDokumen2 halamanInf - Pip - CT - Tabla Dimensional de Productos - Schedule PDFRafo Vega Guerovich100% (1)
- Solid Works-Chapa Metálica y Piezas SoldadasDokumen219 halamanSolid Works-Chapa Metálica y Piezas Soldadasrianco3776397% (38)
- Uniones Ángulo ASDDokumen19 halamanUniones Ángulo ASDExequiel LopezBelum ada peringkat
- AlambradosDokumen1 halamanAlambradosExequiel LopezBelum ada peringkat
- Plano Ensamble AnclajeDokumen1 halamanPlano Ensamble AnclajeExequiel LopezBelum ada peringkat
- Computo y Presupuesto - Lista de CantidadesDokumen3 halamanComputo y Presupuesto - Lista de CantidadesExequiel LopezBelum ada peringkat
- Revision Puente GruaDokumen1 halamanRevision Puente GruaExequiel LopezBelum ada peringkat
- Plan de EstudioDokumen8 halamanPlan de EstudioExequiel LopezBelum ada peringkat
- 191Dokumen1 halaman191Exequiel LopezBelum ada peringkat
- Hoja 23Dokumen1 halamanHoja 23Exequiel LopezBelum ada peringkat
- 0 Presentacion y ProgDokumen18 halaman0 Presentacion y ProgExequiel LopezBelum ada peringkat
- Propiedades de MateralesDokumen1 halamanPropiedades de MateralesExequiel LopezBelum ada peringkat
- Grupo 3Dokumen19 halamanGrupo 3Exequiel LopezBelum ada peringkat
- CosasDokumen1 halamanCosasExequiel LopezBelum ada peringkat
- Mate320133461011157 2229Dokumen3 halamanMate320133461011157 2229Exequiel LopezBelum ada peringkat
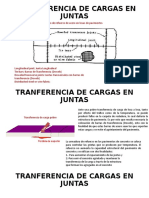
- Juntas en PavimentosDokumen40 halamanJuntas en PavimentosRenzo OréBelum ada peringkat
- AGUA-POTABLE-norma-IS-010 DitribucionDokumen19 halamanAGUA-POTABLE-norma-IS-010 DitribucionINGRID MARIELY HUAMANI CCAMABelum ada peringkat
- Anexo N 03 Estructuras Pronied 3 1 Introduccin 11 Objetivo La Presente MemoriaDokumen17 halamanAnexo N 03 Estructuras Pronied 3 1 Introduccin 11 Objetivo La Presente MemorialaputiñaBelum ada peringkat
- Precios Unitarios BimsaDokumen10 halamanPrecios Unitarios BimsaKaren LaraBelum ada peringkat
- Estructura colapso Champlain Towers MiamiDokumen22 halamanEstructura colapso Champlain Towers MiamiLuis Miguel OchoaBelum ada peringkat
- Infraestructura HidraulicaDokumen43 halamanInfraestructura HidraulicaAnibal MedinaBelum ada peringkat
- Memoria Descriptiva - LibertadDokumen7 halamanMemoria Descriptiva - Libertaddilmer eli mires vasquezBelum ada peringkat
- Informe de SeguridadDokumen35 halamanInforme de SeguridadRodrigo AlarconBelum ada peringkat
- Hoja de VidaDokumen32 halamanHoja de VidaAldaiir Barretto CalizayaBelum ada peringkat
- Memoria DescriptivaDokumen6 halamanMemoria DescriptivaGuicela Armas IngaBelum ada peringkat
- Silabo Ingenieria de La Construccion URPDokumen4 halamanSilabo Ingenieria de La Construccion URPLeroy PomaBelum ada peringkat
- Puzolana y Escoria de Altos HornosDokumen25 halamanPuzolana y Escoria de Altos HornosAngel Mendoza RamosBelum ada peringkat
- INFOGRAFIADokumen5 halamanINFOGRAFIAJesus A. HernandezBelum ada peringkat
- Informe Ii - Escalonado Grupo N°06Dokumen13 halamanInforme Ii - Escalonado Grupo N°06PEACE BETHBelum ada peringkat
- Construcción captación agua Cachcca-PujunDokumen30 halamanConstrucción captación agua Cachcca-PujunChristian CH100% (1)
- TESISDokumen130 halamanTESISBladimirBelum ada peringkat
- ZinCo Guia Planificacion SistemasDokumen36 halamanZinCo Guia Planificacion SistemasZINCO ANDINA GREEN ROOF / TECHOS VERDESBelum ada peringkat
- ViviendasDokumen44 halamanViviendasfranciscorv04Belum ada peringkat
- Migu El Cortés Yepes: FresadorDokumen1 halamanMigu El Cortés Yepes: FresadorMiriam Cortés SáezBelum ada peringkat
- Reglamento de Contruccion Nuevo Ciudad Juarez, ChihuahuaDokumen176 halamanReglamento de Contruccion Nuevo Ciudad Juarez, ChihuahuacerejoseBelum ada peringkat
- Acero de Refuerzos, EncofradosDokumen166 halamanAcero de Refuerzos, EncofradosWester Alfredo Vega AlarconBelum ada peringkat
- Texto Descriptivo Salidas de CampoDokumen3 halamanTexto Descriptivo Salidas de Campocacostae1834Belum ada peringkat
- Especificaciones Tecnicas TingladoDokumen43 halamanEspecificaciones Tecnicas TingladoHILARION COPA MAMANIBelum ada peringkat
- Fornituras Pared CucoDokumen6 halamanFornituras Pared CucoGerardo Martin Elorz100% (1)
- Memoria Descriptiva Casa Davila (Piura) - TayanDokumen3 halamanMemoria Descriptiva Casa Davila (Piura) - TayanLuis Portuguez GuevaraBelum ada peringkat
- Materiales de Construccion y PropiedadesDokumen6 halamanMateriales de Construccion y PropiedadesVia Vargas Camila100% (1)
- A.03 Desague Tercer PisoDokumen1 halamanA.03 Desague Tercer PisoNilton Ventura ValquiBelum ada peringkat
- Historia de La GrúaDokumen20 halamanHistoria de La GrúaCristian BedoyaBelum ada peringkat
- HORMIGÓN CON CHUÑO COMO AGREGADODokumen6 halamanHORMIGÓN CON CHUÑO COMO AGREGADOJesus Villegas CervantesBelum ada peringkat
- 1889 - Serie 1-2-3Dokumen19 halaman1889 - Serie 1-2-3repuestosagricolaazulBelum ada peringkat