Anda mungkin juga menyukai
- Aisi 4340Dokumen3 halamanAisi 4340vaseaBelum ada peringkat
- Metallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case StudyDokumen19 halamanMetallurgical and Weldability Aspects of The New-Generation Martensitic Stainless Steels: A Case Studyvasea100% (1)
- CA6NMDokumen2 halamanCA6NMjoene3Belum ada peringkat
- Din 1302 SupplementDokumen2 halamanDin 1302 SupplementRodrigo García Cruz100% (1)
- 1984 Surf Roughness PGDokumen8 halaman1984 Surf Roughness PGHussn YazdanBelum ada peringkat
- Material and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieiDokumen1 halamanMaterial and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieivaseaBelum ada peringkat
- Aisi 4130 Si Aisi 4140Dokumen1 halamanAisi 4130 Si Aisi 4140vaseaBelum ada peringkat
- Surface Roughness ConversionsDokumen2 halamanSurface Roughness ConversionsvaseaBelum ada peringkat
- Surface Roughness Conversion ChartDokumen1 halamanSurface Roughness Conversion ChartAnonymous LtbsU1zBelum ada peringkat
- Article 2Dokumen6 halamanArticle 2vaseaBelum ada peringkat
- Surface Roughness ConversionsDokumen2 halamanSurface Roughness ConversionsvaseaBelum ada peringkat
- Helicoil Plus en 0100Dokumen56 halamanHelicoil Plus en 0100vaseaBelum ada peringkat
- CATALOG KeensertmetricDokumen4 halamanCATALOG KeensertmetricvaseaBelum ada peringkat
- WLODAWERpart2 PDFDokumen80 halamanWLODAWERpart2 PDFvivek1312Belum ada peringkat
- Gating-Risering Sec2Dokumen35 halamanGating-Risering Sec2jagan_4u100% (1)
- Basic SuperalloysDokumen20 halamanBasic SuperalloysvaseaBelum ada peringkat
- 12.role of FerriteDokumen2 halaman12.role of FerritevaseaBelum ada peringkat
- Diseno de Mazarotas PDFDokumen45 halamanDiseno de Mazarotas PDFAriel GarciaBelum ada peringkat
- Flow 3d Cast PDFDokumen15 halamanFlow 3d Cast PDFvasea100% (1)
- 5 SchaefflerDokumen14 halaman5 Schaefflervasea100% (1)
- Propeller Turbine Vs Kaplan TurbineDokumen26 halamanPropeller Turbine Vs Kaplan TurbineUmarKhan0% (1)
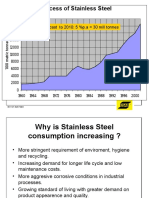
- Success of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesDokumen14 halamanSuccess of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesvaseaBelum ada peringkat
- Design of Gating and Riser System For Grate Bar CastingDokumen6 halamanDesign of Gating and Riser System For Grate Bar CastingvaseaBelum ada peringkat
- Flow 3d Cast PDFDokumen15 halamanFlow 3d Cast PDFvasea100% (1)
- Astm A 247 - 67 R98Dokumen2 halamanAstm A 247 - 67 R98Er WidodoBelum ada peringkat
- Cast MaterialsDokumen6 halamanCast MaterialsJhonny AlvarezBelum ada peringkat
- JIS G5501-1995 Gray Iron CastingsDokumen12 halamanJIS G5501-1995 Gray Iron CastingsNicole Keith100% (2)
- Iron SpecsDokumen1 halamanIron SpecsvaseaBelum ada peringkat
- Tech Data 8APPENDIXAPolymerQuenchingDokumen13 halamanTech Data 8APPENDIXAPolymerQuenchingBalram JiBelum ada peringkat
- Cast Iron Vs Ductile IronDokumen2 halamanCast Iron Vs Ductile IronJayakrishnan RadhakrishnanBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Silicon CarbideDokumen5 halamanSilicon Carbiderockeysuseelan100% (2)
- Free Material 18Dokumen32 halamanFree Material 18Shabbir AhmadBelum ada peringkat
- Selection of Flow MeterDokumen63 halamanSelection of Flow MeterAnonymous wIPMQ5rh50% (2)
- Industrial Process of Martensite FornationDokumen23 halamanIndustrial Process of Martensite Fornationqnikil7_669442093Belum ada peringkat
- Solution Manual: Fundamental Fundamentals of Heat and Mass Transfer 6th Edition Chapter 1Dokumen1 halamanSolution Manual: Fundamental Fundamentals of Heat and Mass Transfer 6th Edition Chapter 1Justin PenaBelum ada peringkat
- Blend NR-BRDokumen12 halamanBlend NR-BRcronoromBelum ada peringkat
- Glulam Span TableDokumen4 halamanGlulam Span TablemartinrorBelum ada peringkat
- Seminar On Flow ControlDokumen13 halamanSeminar On Flow ControlPranav SundaresanBelum ada peringkat
- Chapter Two (Basic Concepts of Thermodynamics)Dokumen28 halamanChapter Two (Basic Concepts of Thermodynamics)ايات امجد امجدBelum ada peringkat
- Chapter 2 Crystal Structures of MaterialsDokumen105 halamanChapter 2 Crystal Structures of MaterialsMuhd Akram Abu BakarBelum ada peringkat
- EC8651-Transmission Lines and RF SystemsDokumen17 halamanEC8651-Transmission Lines and RF SystemsPriyadharshini S VenkateshBelum ada peringkat
- Integrated Circuit Fabrication ProcessDokumen14 halamanIntegrated Circuit Fabrication ProcessSanthosh DheerajBelum ada peringkat
- Pavement Materials KJJDokumen44 halamanPavement Materials KJJAlfred KameyaBelum ada peringkat
- 1.1.1 MSC Material Science SyllabusDokumen51 halaman1.1.1 MSC Material Science SyllabussanjeevchsBelum ada peringkat
- LEDGE Beam DesignDokumen1 halamanLEDGE Beam DesignIrfan Ali100% (1)
- Experimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG WeldingDokumen6 halamanExperimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG Weldingsurendiran123Belum ada peringkat
- KINETIC PARTICLE THEORY - Set 1 - PDFDokumen6 halamanKINETIC PARTICLE THEORY - Set 1 - PDFalokBelum ada peringkat
- Soil Engineering & Geotechnics: Analysis of Potential ProblemsDokumen1 halamanSoil Engineering & Geotechnics: Analysis of Potential ProblemsdzingoBelum ada peringkat
- Asdadfwassfbdfbdsbfdfsb PDFDokumen6 halamanAsdadfwassfbdfbdsbfdfsb PDFpBelum ada peringkat
- Interactions Between Base Paper and Coating Color in Metered Size Press CoatingDokumen99 halamanInteractions Between Base Paper and Coating Color in Metered Size Press CoatingHuy NguyenBelum ada peringkat
- 121 Handout 3Dokumen9 halaman121 Handout 3abby wamikeBelum ada peringkat
- Surface ChemistryDokumen23 halamanSurface ChemistryManisankar PalaiBelum ada peringkat
- Partial Pressure Equilibrium and EntropyDokumen6 halamanPartial Pressure Equilibrium and EntropyJoeBelum ada peringkat
- Composite Bolted Joints Analysis Programs - Venkaya PDFDokumen11 halamanComposite Bolted Joints Analysis Programs - Venkaya PDFAnonymous 1rLNlqUBelum ada peringkat
- M3 Intermolecular Forces of AttractionDokumen17 halamanM3 Intermolecular Forces of AttractionEvangeline AgtarapBelum ada peringkat
- CCH 70-3 InglésDokumen81 halamanCCH 70-3 InglésDavid Andres Cañas SuarezBelum ada peringkat
- Day 14 Heat Treatments of SteelDokumen20 halamanDay 14 Heat Treatments of Steelعزت عبد المنعمBelum ada peringkat
- Chapter 6 - Stresses in SoilDokumen29 halamanChapter 6 - Stresses in SoilJonniel De Guzman0% (1)
- Latihan Prostrans Mantap PDFDokumen44 halamanLatihan Prostrans Mantap PDFyudhaputraBelum ada peringkat
- Info RightDokumen18 halamanInfo RightMahessing BonamallyBelum ada peringkat