Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Ground Improvement TechniquesDokumen29 halamanGround Improvement TechniquesMeEr AahilBelum ada peringkat
- The Design of A Slotted Vertical Screen Breakwater PDFDokumen13 halamanThe Design of A Slotted Vertical Screen Breakwater PDFscrane@Belum ada peringkat
- Genie GTH 4013Dokumen202 halamanGenie GTH 4013Sam Manutenção100% (2)
- Load Flow and SC ETAPDokumen4 halamanLoad Flow and SC ETAPmuraliBelum ada peringkat
- CH 3 Gas Refrigeration CycleDokumen20 halamanCH 3 Gas Refrigeration CycleMeleseBelum ada peringkat
- Fire Pump Installation GuideDokumen3 halamanFire Pump Installation GuideJeff D. AgustinBelum ada peringkat
- Optical Properties of MaterialDokumen63 halamanOptical Properties of MaterialNoviBelum ada peringkat
- Amcor 2016Dokumen69 halamanAmcor 2016Romulo AlvesBelum ada peringkat
- ECU Mount-On-Engine Vibration StudyDokumen6 halamanECU Mount-On-Engine Vibration StudyElroy LeeBelum ada peringkat
- SOF National Science Olympiad 2018-19 GuidelinesDokumen7 halamanSOF National Science Olympiad 2018-19 GuidelinesRahul SinhaBelum ada peringkat
- All Terrain Vehicle Wiring PDFDokumen3 halamanAll Terrain Vehicle Wiring PDFVINAY KUMARBelum ada peringkat
- Multidisciplinary Nature of Environmental StudiesDokumen6 halamanMultidisciplinary Nature of Environmental StudiesWiz Calvin ManutdBelum ada peringkat
- Distillation and Vapor Pressure Test of Gasoline Fuel: Fuels TestedDokumen3 halamanDistillation and Vapor Pressure Test of Gasoline Fuel: Fuels TestedReyes, Ishmael Edward John U.Belum ada peringkat
- Assessing The Impact of Industrial RobotsDokumen14 halamanAssessing The Impact of Industrial RobotsKarthik SRSBelum ada peringkat
- Valve RecessionDokumen26 halamanValve RecessionHamid HasanBelum ada peringkat
- Specification For Smoke Bomb Test PDFDokumen4 halamanSpecification For Smoke Bomb Test PDFARUNBelum ada peringkat
- Motor (ABB Type)Dokumen50 halamanMotor (ABB Type)Rolando Nunez del Prado B.Belum ada peringkat
- Air Cooler LeafletDokumen2 halamanAir Cooler LeafletSaad zubayr MBelum ada peringkat
- Transport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000Dokumen21 halamanTransport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000touhidBelum ada peringkat
- Mechanical OperationDokumen14 halamanMechanical OperationThiyaga RajanBelum ada peringkat
- Rectification ProcessDokumen5 halamanRectification ProcessDilnaz TegispayBelum ada peringkat
- LT AB Cable GTPsDokumen3 halamanLT AB Cable GTPsnishant sainiBelum ada peringkat
- Power Generation: Selection GuideDokumen114 halamanPower Generation: Selection GuideRobiBelum ada peringkat
- Deepwater Training Seminar Presented ToDokumen36 halamanDeepwater Training Seminar Presented ToSergio Jesus MarquezBelum ada peringkat
- Hydrographic SurveyDokumen24 halamanHydrographic SurveyKamal Veer100% (1)
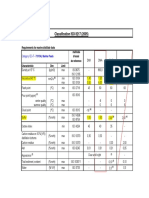
- Classification ISO 8217 (2005)Dokumen5 halamanClassification ISO 8217 (2005)Salah JallaliBelum ada peringkat
- FMM Question Set 1Dokumen16 halamanFMM Question Set 1Abhijit KuchbhilikhtaBelum ada peringkat
- Makita 8271DWAE Bedienungsanleitung D328acDokumen48 halamanMakita 8271DWAE Bedienungsanleitung D328acJonathan Giovanni Asti CastilloBelum ada peringkat
- 1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshDokumen65 halaman1004 Saiesh 1005 Brembley 1006 Russell 1007 MukeshbenonBelum ada peringkat
- FFRT-100: Standard SpecificationsDokumen2 halamanFFRT-100: Standard SpecificationsbibhansuBelum ada peringkat