Anda mungkin juga menyukai
- Belt Conveyor Pulley Design - Why The FailuresDokumen9 halamanBelt Conveyor Pulley Design - Why The FailuresWaris La Joi WakatobiBelum ada peringkat
- E200704 301 PDFDokumen7 halamanE200704 301 PDFvilobhsBelum ada peringkat
- Is 8531 1986Dokumen6 halamanIs 8531 1986Srini KumarBelum ada peringkat
- CV 01 Shaft Report Drive P5Dokumen2 halamanCV 01 Shaft Report Drive P5Waris La Joi WakatobiBelum ada peringkat
- Cold Vulcanizing SolutionDokumen4 halamanCold Vulcanizing Solutionritesh shrivastav0% (1)
- Conveyor Industry Conveyors PDF: Uploads 2012/06Dokumen6 halamanConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaBelum ada peringkat
- BS 2890-1989 Troughed Belt Conveyor PDFDokumen35 halamanBS 2890-1989 Troughed Belt Conveyor PDFjessBelum ada peringkat
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDokumen22 halamanFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramBelum ada peringkat
- Tech Spec. of EOT CraneDokumen7 halamanTech Spec. of EOT CraneSuresh MuttaBelum ada peringkat
- Iso 5293 1981Dokumen8 halamanIso 5293 1981Rajaram JayaramanBelum ada peringkat
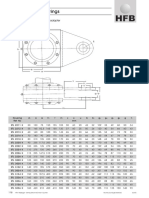
- Axle HoldersDokumen1 halamanAxle HoldersjoseocsilvaBelum ada peringkat
- En - Iso - 14890 (2013)Dokumen3 halamanEn - Iso - 14890 (2013)Hà Khểnh0% (1)
- Mato Belt Cleaner CatalogueDokumen12 halamanMato Belt Cleaner Catalogueleeyod100% (1)
- E1102m PDFDokumen283 halamanE1102m PDFBhawani Singh RajawatBelum ada peringkat
- DRC1200 - Hard Rock Sizer A Twin Roll Sizer Designed For Mobility PDFDokumen2 halamanDRC1200 - Hard Rock Sizer A Twin Roll Sizer Designed For Mobility PDFfran01334Belum ada peringkat
- Soportes Take UP STL Series - Rodamientos SmilovicDokumen4 halamanSoportes Take UP STL Series - Rodamientos SmilovicAlejandro SmilovicBelum ada peringkat
- Conveyor ChainsDokumen184 halamanConveyor ChainsAchinBelum ada peringkat
- Feeder Breaker 1200mtph Project01!08!08Dokumen3 halamanFeeder Breaker 1200mtph Project01!08!08Herman AbdullahBelum ada peringkat
- Helix Delta T-5 - HelpDokumen274 halamanHelix Delta T-5 - Helpgkforoghan100% (1)
- Ducon Technical Proposal - Rev00 - 15.01.2018Dokumen24 halamanDucon Technical Proposal - Rev00 - 15.01.2018Swati Rohan Jadhav100% (1)
- Bearing Centre and Face Width in Conveyor PulleyDokumen8 halamanBearing Centre and Face Width in Conveyor PulleyPrashant MishraBelum ada peringkat
- Belt Jointing ProcedureDokumen5 halamanBelt Jointing ProcedureproxywarBelum ada peringkat
- Iso 3684 1990Dokumen8 halamanIso 3684 1990joaquin fuentealba moralesBelum ada peringkat
- Conveyor Gallery - Structural Design ParameterDokumen21 halamanConveyor Gallery - Structural Design Parametershailendra rathoreBelum ada peringkat
- Carbon Steel Tee Rails: Standard Specification ForDokumen7 halamanCarbon Steel Tee Rails: Standard Specification ForAAYBelum ada peringkat
- Splice Belt DesignDokumen9 halamanSplice Belt DesignriteshsamantrayBelum ada peringkat
- Chassis MechanicsDokumen37 halamanChassis Mechanicsneerajsingh000007Belum ada peringkat
- Shell Thickness PDFDokumen6 halamanShell Thickness PDFLucia ZambranoBelum ada peringkat
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDokumen14 halamanAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89Belum ada peringkat
- KWS Cat PDFDokumen126 halamanKWS Cat PDFThaveep RatanakuhaBelum ada peringkat
- Wagons Modern Bulk Material HandlingDokumen4 halamanWagons Modern Bulk Material Handlingparuchurivenkat5272Belum ada peringkat
- Aa BPG 375001Dokumen36 halamanAa BPG 375001JDBelum ada peringkat
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementDokumen5 halamanPipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyBelum ada peringkat
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDokumen4 halamanStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezBelum ada peringkat
- Transfer Station Design For Iron OreDokumen7 halamanTransfer Station Design For Iron Oreedmond1000Belum ada peringkat
- Conveyor Belt Engineering TablesDokumen5 halamanConveyor Belt Engineering Tablestaohung1120Belum ada peringkat
- Shrink Disc MAVDokumen36 halamanShrink Disc MAVTim kuBelum ada peringkat
- Dunlop Conveyor Belt Design Manual - P2Dokumen15 halamanDunlop Conveyor Belt Design Manual - P2perdhana2000Belum ada peringkat
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDokumen34 halamanSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598Belum ada peringkat
- Coefficient of Friction PDFDokumen8 halamanCoefficient of Friction PDFWaris La Joi WakatobiBelum ada peringkat
- Aac Spec 373001 PDFDokumen13 halamanAac Spec 373001 PDFJakesBelum ada peringkat
- CEMA 6 Belt Conveyors Belt AlignmentDokumen2 halamanCEMA 6 Belt Conveyors Belt Alignmentali kajbafBelum ada peringkat
- Brochure - Slide Gate Valve - Pubc-0502-SvDokumen2 halamanBrochure - Slide Gate Valve - Pubc-0502-SvedgarspalaciosBelum ada peringkat
- Idlers - Medium To Heavy Duty PDFDokumen28 halamanIdlers - Medium To Heavy Duty PDFEd Ace100% (1)
- Backstop For ConveyorDokumen28 halamanBackstop For ConveyorabdulscribdBelum ada peringkat
- Finite Element Analysis and Improved Design of Large Scale Belt Conveyor DrumsDokumen13 halamanFinite Element Analysis and Improved Design of Large Scale Belt Conveyor Drumsjhon ortizBelum ada peringkat
- AUMUND Bucket Elevators 180801Dokumen16 halamanAUMUND Bucket Elevators 180801Tino TorehBelum ada peringkat
- Gundlach Roll Crushers BrochureDokumen2 halamanGundlach Roll Crushers Brochurerajeevup2004Belum ada peringkat
- Aa Spec 377002Dokumen9 halamanAa Spec 377002jonodo89Belum ada peringkat
- Aa Spec 331001Dokumen13 halamanAa Spec 331001Mardi RahardjoBelum ada peringkat
- Applications & Advantages of Pipe ConveyorsDokumen4 halamanApplications & Advantages of Pipe Conveyorsayaskant751001Belum ada peringkat
- Elastic Stability of Circular Cylindrical ShellsDari EverandElastic Stability of Circular Cylindrical ShellsPenilaian: 5 dari 5 bintang5/5 (1)
- Structural Health MonitoringDari EverandStructural Health MonitoringDaniel BalageasBelum ada peringkat
- Asymmetric Cylindrical GearsDokumen6 halamanAsymmetric Cylindrical Gearsकृष्णकुमार दत्तात्रेय जोशीBelum ada peringkat
- ARB DesignDokumen4 halamanARB Designtamilselvan33Belum ada peringkat
- How Unbalance Affects Bearing LifeDokumen8 halamanHow Unbalance Affects Bearing Lifeagrocel_bhv5591Belum ada peringkat
- Traction in ElevatorsDokumen3 halamanTraction in ElevatorsПавле Крстевски100% (1)
- Shaft Alignment White PaperDokumen14 halamanShaft Alignment White PaperHamed HamedBelum ada peringkat
- Shaft AlignmentDokumen13 halamanShaft AlignmentSushant MoundekarBelum ada peringkat
- Shrimp Francesca: IngredientsDokumen1 halamanShrimp Francesca: Ingredientsretrospect1000Belum ada peringkat
- Brussels Sprouts PizzaDokumen1 halamanBrussels Sprouts Pizzaretrospect1000Belum ada peringkat
- CrappieDokumen6 halamanCrappieretrospect1000Belum ada peringkat
- Baked Spaghetti: IngredientsDokumen1 halamanBaked Spaghetti: Ingredientsretrospect1000Belum ada peringkat
- Honey Roasted Red PotatoesDokumen1 halamanHoney Roasted Red Potatoesretrospect1000Belum ada peringkat
- Bella's Rosemary Red PotatoesDokumen1 halamanBella's Rosemary Red Potatoesretrospect1000Belum ada peringkat
- AdhesivesDokumen1 halamanAdhesivesretrospect1000Belum ada peringkat
- Chocolate Chocolate Chip Cookies IIDokumen1 halamanChocolate Chocolate Chip Cookies IIretrospect1000Belum ada peringkat
- Cookie Pralines: IngredientsDokumen1 halamanCookie Pralines: Ingredientsretrospect1000Belum ada peringkat
- Stress Concentration Produced by Holes and Notches: D, W, D/W - D/WDokumen9 halamanStress Concentration Produced by Holes and Notches: D, W, D/W - D/Wretrospect1000Belum ada peringkat
- 2013 Fenwick CatalogDokumen22 halaman2013 Fenwick Catalogretrospect1000Belum ada peringkat
- c954 Aluminum BronzeDokumen2 halamanc954 Aluminum Bronzeretrospect1000Belum ada peringkat
- Freeze ProtectionDokumen3 halamanFreeze Protectionretrospect1000Belum ada peringkat
- Design and Application of FeedersDokumen51 halamanDesign and Application of Feedersretrospect1000Belum ada peringkat
- CHEMISTRY EntranceDokumen4 halamanCHEMISTRY EntranceHazeBelum ada peringkat
- Science and TechnologyDokumen18 halamanScience and Technologysharon emailBelum ada peringkat
- Astm E4-2021Dokumen14 halamanAstm E4-2021Akash Sain100% (1)
- Gy-04 Sounding & Ullage TableDokumen170 halamanGy-04 Sounding & Ullage TableSudarshan AgnihotriBelum ada peringkat
- Bacsafra StrucDokumen9 halamanBacsafra StrucjohnnycollideBelum ada peringkat
- Second Edition (: 2001 Mcgraw-Hill)Dokumen11 halamanSecond Edition (: 2001 Mcgraw-Hill)AbdullahBelum ada peringkat
- PR - en 13445-3Dokumen159 halamanPR - en 13445-3David CubillosBelum ada peringkat
- Module 1 Measurements and Vectors FinalDokumen14 halamanModule 1 Measurements and Vectors FinalLeeBhelyn Joy MacasioBelum ada peringkat
- Magnetic Particle Examination Procedure: International Inspection Services LTDDokumen12 halamanMagnetic Particle Examination Procedure: International Inspection Services LTDsantanurini100% (1)
- Lifting MechanismsDokumen30 halamanLifting MechanismsHectorDavidPreciadoValenzuelaBelum ada peringkat
- GS-200 Operation Manual 10 VerDokumen466 halamanGS-200 Operation Manual 10 VersunhuynhBelum ada peringkat
- ScamperDokumen63 halamanScamperanggreniluh64Belum ada peringkat
- CHM031L - ThermodynamicsDokumen88 halamanCHM031L - ThermodynamicsKath CarmonaBelum ada peringkat
- Omcl Annex 3 Qualification of Uv Visible SpectrophotometersDokumen9 halamanOmcl Annex 3 Qualification of Uv Visible SpectrophotometersGuillaume merlaudBelum ada peringkat
- Equation Sheet HeatDokumen5 halamanEquation Sheet HeatNoor GoldBelum ada peringkat
- Lorentz Ether Theory - WikipediaDokumen11 halamanLorentz Ether Theory - WikipediaAlice DarwinBelum ada peringkat
- Softening Point of Bitumen (Ring-and-Ball Apparatus) : Standard Method of Test ForDokumen4 halamanSoftening Point of Bitumen (Ring-and-Ball Apparatus) : Standard Method of Test ForDevin SantosoBelum ada peringkat
- Module 5 (Lecture 13) - CompressedDokumen23 halamanModule 5 (Lecture 13) - CompressedVinod RajBelum ada peringkat
- MFE P1 - Arindam Mondal (200301190006)Dokumen3 halamanMFE P1 - Arindam Mondal (200301190006)Arindam MondalBelum ada peringkat
- Unlocking The Secrets of The Universe PDFDokumen37 halamanUnlocking The Secrets of The Universe PDFMacleo BanalBelum ada peringkat
- Module 2 Fluiid StaticsDokumen4 halamanModule 2 Fluiid StaticsVanvan BitonBelum ada peringkat
- Aero3110 DBT Group 15Dokumen22 halamanAero3110 DBT Group 15Atitat RattanachataBelum ada peringkat
- Analisa Dan Pemetaan Sifat Magnetik Endapan Tanah Di Sepanjang Sungai Sail PekanbaruDokumen6 halamanAnalisa Dan Pemetaan Sifat Magnetik Endapan Tanah Di Sepanjang Sungai Sail PekanbaruMuhammad Rofid AzzuhdiBelum ada peringkat
- Che101 Quiz 1Dokumen2 halamanChe101 Quiz 1Raiyan RahmanBelum ada peringkat
- Hermle Technical Data c12 enDokumen4 halamanHermle Technical Data c12 enSantiagoBelum ada peringkat
- 1 Lecture-8 Shear Strength of Soils Dr. Attaullah ShahDokumen5 halaman1 Lecture-8 Shear Strength of Soils Dr. Attaullah ShahHIMANSHUBelum ada peringkat
- Astm E1077-2021Dokumen10 halamanAstm E1077-2021Anonymous tIwg2AyBelum ada peringkat
- Hamilton's Principle PDFDokumen16 halamanHamilton's Principle PDFDebkanta DasBelum ada peringkat
- Learning Competency Directory in Science 9 SY 2020 - 2021 First QuarterDokumen10 halamanLearning Competency Directory in Science 9 SY 2020 - 2021 First QuarterBerith Grace Magcalas-GallardoBelum ada peringkat
- Mathematics-Ii (M2) For RGPV Bhopal by Dr. Akhilesh Jain, Solution of Diff Equations 2 Linear Equation Lect 2nd 3rdDokumen5 halamanMathematics-Ii (M2) For RGPV Bhopal by Dr. Akhilesh Jain, Solution of Diff Equations 2 Linear Equation Lect 2nd 3rdakhileshBelum ada peringkat