Anda mungkin juga menyukai
- MHE-Demag Crane Rail Technology (H10 14-12EN)Dokumen6 halamanMHE-Demag Crane Rail Technology (H10 14-12EN)Dimas Arya WicaksanaBelum ada peringkat
- Standards VNA WarehouseDokumen1 halamanStandards VNA WarehouseAnonymous FZs3yBHh7Belum ada peringkat
- FEM R&S Information Bulletin 10 - Warehouse Building - Racking - FINALDokumen21 halamanFEM R&S Information Bulletin 10 - Warehouse Building - Racking - FINALMa PonyBelum ada peringkat
- KBK Classic and KBK Ergo Crane Construction Kits GuideDokumen12 halamanKBK Classic and KBK Ergo Crane Construction Kits GuideMahendran KuppusamyBelum ada peringkat
- Dexion Pallet - Racking ManualDokumen33 halamanDexion Pallet - Racking ManualEmiliano Marini100% (2)
- Interlake Pallet RacksDokumen12 halamanInterlake Pallet RacksSusan ValkaiBelum ada peringkat
- Explosion CraneDokumen44 halamanExplosion CraneGolfkung PairojBelum ada peringkat
- 130724Dokumen20 halaman130724Caracal MohBelum ada peringkat
- New in Rfem 5 Rstab 8 enDokumen6 halamanNew in Rfem 5 Rstab 8 enTanitriBelum ada peringkat
- Abus CranesDokumen12 halamanAbus Cranesmahhor82_635643838Belum ada peringkat
- A UserDokumen22 halamanA Userwendy_cdcdBelum ada peringkat
- Steel NTC DF Manual enDokumen67 halamanSteel NTC DF Manual enADPBelum ada peringkat
- Versatile SA180 Fork Handles Euro PalletsDokumen5 halamanVersatile SA180 Fork Handles Euro PalletsGovind Raj100% (1)
- Mezzanine Technical ManualDokumen15 halamanMezzanine Technical ManualsivakumarBelum ada peringkat
- High Performance Composite: SolutionsDokumen24 halamanHigh Performance Composite: SolutionsNoore Alam SarkarBelum ada peringkat
- Scule de Abkant Promecam Amada Scara 1:1Dokumen81 halamanScule de Abkant Promecam Amada Scara 1:1SM TECH SRLBelum ada peringkat
- East West Engineering Forklift AttachmentsDokumen39 halamanEast West Engineering Forklift Attachmentsharshal161987Belum ada peringkat
- SWF Training Program 2016 en KleinDokumen10 halamanSWF Training Program 2016 en KleinBenny YacilaBelum ada peringkat
- TGN 11 Clip Spacing 09-12Dokumen2 halamanTGN 11 Clip Spacing 09-12kayakeras3335Belum ada peringkat
- Technical Data Accessories DEMAG DC-COM Chain Hoist PDFDokumen40 halamanTechnical Data Accessories DEMAG DC-COM Chain Hoist PDFMarco SilvaBelum ada peringkat
- DC Pro Chain Hoist Tech DataDokumen24 halamanDC Pro Chain Hoist Tech DataIvan BaracBelum ada peringkat
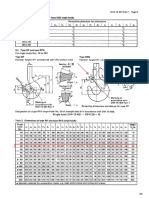
- TGN 08 Crane Rail Selection 2Dokumen3 halamanTGN 08 Crane Rail Selection 2Prasad PatilBelum ada peringkat
- DZW position measuring system component partsDokumen12 halamanDZW position measuring system component partsBang OchimBelum ada peringkat
- Product Info SWF Top Running End Carriages ETN-ESN-ETL ENGDokumen89 halamanProduct Info SWF Top Running End Carriages ETN-ESN-ETL ENGKovács EndreBelum ada peringkat
- Fork Lift ElectricDokumen8 halamanFork Lift ElectricbayuBelum ada peringkat
- D 0498Dokumen28 halamanD 0498Bang OchimBelum ada peringkat
- Load Tables Capacity Charts SelectiveDokumen10 halamanLoad Tables Capacity Charts SelectiveKrian RaztaBelum ada peringkat
- DIN 15401 p1Dokumen2 halamanDIN 15401 p1Vinesh Menon100% (1)
- enDokumen7 halamanenJessica DickersonBelum ada peringkat
- Brugg Catalog enDokumen28 halamanBrugg Catalog enSinoj V AntonyBelum ada peringkat
- Rope Guide: Service PartsDokumen2 halamanRope Guide: Service PartsDumebiBelum ada peringkat
- ABUS Overhead CranesDokumen36 halamanABUS Overhead CranesAya AlgalladBelum ada peringkat
- Crane Wheel Bearing Dimensions and SpecificationsDokumen1 halamanCrane Wheel Bearing Dimensions and SpecificationsayavuzbvsBelum ada peringkat
- SEMA General Guidance Notes For AssessingDokumen6 halamanSEMA General Guidance Notes For AssessingFarhan GoharBelum ada peringkat
- DRS 160 wheel block component partsDokumen16 halamanDRS 160 wheel block component partsAmazonas ManutençãoBelum ada peringkat
- Alloy EquivalentsDokumen3 halamanAlloy EquivalentsRajivharolikarBelum ada peringkat
- BS Din en 13411-3 - 2009Dokumen32 halamanBS Din en 13411-3 - 2009Rakesh DasBelum ada peringkat
- Mazzella E Book OverheadCranesTopToBottomDokumen69 halamanMazzella E Book OverheadCranesTopToBottomAgung SetiawanBelum ada peringkat
- Operation Instructions: ABUS - Load Indicator SystemDokumen12 halamanOperation Instructions: ABUS - Load Indicator SystemShane PBelum ada peringkat
- AAAMSA - Selection Guide Chapter 1 - General Specification For Glazed Architectural ProductsDokumen8 halamanAAAMSA - Selection Guide Chapter 1 - General Specification For Glazed Architectural ProductsFitriansyah Adi Putra IrwanBelum ada peringkat
- Appendix C (Monorail)Dokumen107 halamanAppendix C (Monorail)arshiep100% (1)
- p2 1375607098Dokumen104 halamanp2 1375607098Marko RajkovicBelum ada peringkat
- Talhas DCDokumen132 halamanTalhas DCCharles SouzaBelum ada peringkat
- Wheel Model 6 CatalogDokumen40 halamanWheel Model 6 CatalogHernan LopezBelum ada peringkat
- EN 13001-1:2004+A1:2009/AC: European Standard Norme Européenne Europäische NormDokumen3 halamanEN 13001-1:2004+A1:2009/AC: European Standard Norme Européenne Europäische NormStojce RadeskiBelum ada peringkat
- Van Leusden Catalogue 2008Dokumen66 halamanVan Leusden Catalogue 2008Marcel VanBelum ada peringkat
- Tech 123Dokumen78 halamanTech 123unnikrishnanBelum ada peringkat
- Alignment of CouplingDokumen24 halamanAlignment of Couplinger_sanjaypatelBelum ada peringkat
- Demag Universal Cranes Performance and EfficiencyDokumen20 halamanDemag Universal Cranes Performance and EfficiencyIgnacio Moratinos CastañedaBelum ada peringkat
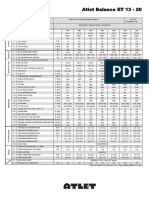
- Atlet Balance ET 13 - 20: OthersDokumen2 halamanAtlet Balance ET 13 - 20: OthersXb ZBelum ada peringkat
- Fem 5.019Dokumen26 halamanFem 5.019jillianixBelum ada peringkat
- 3.2t X 6m Span Elv PDFDokumen2 halaman3.2t X 6m Span Elv PDFpawan0% (1)
- MECA Operations Manual - Shuttle Rack SystemDokumen27 halamanMECA Operations Manual - Shuttle Rack SystemBen LyonBelum ada peringkat
- ARRIUM - Standards For Crane Anti-Derailment Final R4Dokumen18 halamanARRIUM - Standards For Crane Anti-Derailment Final R4YOO SHIN0% (1)
- Guidelines For VNA Very Narrow Aisle Forklift and Racking System PDFDokumen42 halamanGuidelines For VNA Very Narrow Aisle Forklift and Racking System PDFOxil FarahBelum ada peringkat
- Hanson Structural Precast ProductsDokumen24 halamanHanson Structural Precast ProductsTanja DjordjevicBelum ada peringkat
- Geometric Design PrinciplesDokumen16 halamanGeometric Design PrinciplesMuraliKrishna NaiduBelum ada peringkat
- RAIL GRINDING MACHINE SPECIFICATIONDokumen37 halamanRAIL GRINDING MACHINE SPECIFICATIONMohamad SaquibBelum ada peringkat
- 10 Vertical AlignmentDokumen48 halaman10 Vertical Alignmentambachew640% (1)
- 6 Finisor de Asfalt Pe Senile Volvo Abg9820 47542Dokumen6 halaman6 Finisor de Asfalt Pe Senile Volvo Abg9820 47542Farkas Pal100% (1)
- 3 Discus4Dokumen5 halaman3 Discus4tuonghaiBelum ada peringkat
- Sikafloor 263 SL PDFDokumen5 halamanSikafloor 263 SL PDFtuonghaiBelum ada peringkat
- 3 Discus4Dokumen5 halaman3 Discus4tuonghaiBelum ada peringkat
- 3 Discus4Dokumen5 halaman3 Discus4tuonghaiBelum ada peringkat
- Handouts Chapter6Dokumen18 halamanHandouts Chapter6anku4frenzBelum ada peringkat
- ICAO Doc 9137 Airport Services Manual Part 2 Pavement Surface ConditionsDokumen0 halamanICAO Doc 9137 Airport Services Manual Part 2 Pavement Surface Conditionsbugerkng100% (3)
- Myanmar National Building Code soils and foundationsDokumen100 halamanMyanmar National Building Code soils and foundationsHeinMinn AungBelum ada peringkat
- 3 Discus4Dokumen5 halaman3 Discus4tuonghaiBelum ada peringkat
- 3 Discus4Dokumen5 halaman3 Discus4tuonghaiBelum ada peringkat
- ICAO Airport Services Manual Part 6 Control of ObstaclesDokumen0 halamanICAO Airport Services Manual Part 6 Control of ObstaclesSubhash RamisettyBelum ada peringkat
- MNBC 2012 Provisional Part 5A (Lighting)Dokumen41 halamanMNBC 2012 Provisional Part 5A (Lighting)Htoo Kyi WynnBelum ada peringkat
- 2.3 Truck Dimensions PDFDokumen1 halaman2.3 Truck Dimensions PDFtuonghaiBelum ada peringkat
- Building Code2Dokumen128 halamanBuilding Code2appleaeroBelum ada peringkat
- Building Code1 PDFDokumen33 halamanBuilding Code1 PDFDao Ba ThanhBelum ada peringkat
- Airport Services Manual: Doc 9137 AN/898Dokumen56 halamanAirport Services Manual: Doc 9137 AN/898tuonghaiBelum ada peringkat
- Acid Flooring SystemDokumen6 halamanAcid Flooring SystemtuonghaiBelum ada peringkat
- Different Between Seismic and WindDokumen4 halamanDifferent Between Seismic and WindtuonghaiBelum ada peringkat
- Topic - Connections - Typical Joints PDFDokumen56 halamanTopic - Connections - Typical Joints PDFKanako NozawaBelum ada peringkat
- Guide To The Use of The Wind Load Provisions of ASCE 7-02Dokumen138 halamanGuide To The Use of The Wind Load Provisions of ASCE 7-02tuonghaiBelum ada peringkat
- Appendix SDokumen29 halamanAppendix SNero PereraBelum ada peringkat
- Floor Cracking: How, What, Where?: Fred Goodwin, FICRI Fellow Scientist BASF Construction Chemicals Beachwood OHDokumen71 halamanFloor Cracking: How, What, Where?: Fred Goodwin, FICRI Fellow Scientist BASF Construction Chemicals Beachwood OHtuonghaiBelum ada peringkat
- Joints Details PDFDokumen1 halamanJoints Details PDFtuonghaiBelum ada peringkat
- B RSoekhoe MScThesis Appendices PDFDokumen109 halamanB RSoekhoe MScThesis Appendices PDFtuonghaiBelum ada peringkat
- PAN Food 2nd Site Audit @14.april.2017 PDFDokumen14 halamanPAN Food 2nd Site Audit @14.april.2017 PDFtuonghaiBelum ada peringkat
- Appendix SDokumen29 halamanAppendix SNero PereraBelum ada peringkat
- B1e 001Dokumen21 halamanB1e 001Mario HanamiciBelum ada peringkat
- Continuous Flight Auger Bored Piles WallDokumen60 halamanContinuous Flight Auger Bored Piles WalltuonghaiBelum ada peringkat
- Arc Reinforcement Handbook 6ed 2010Dokumen78 halamanArc Reinforcement Handbook 6ed 2010Anthony L. FelderBelum ada peringkat
- Foundation Code 2004Dokumen64 halamanFoundation Code 2004Patie Zheng100% (2)
- Kami Export - BuildingtheTranscontinentalRailroadWEBQUESTUsesQRCodes-1Dokumen3 halamanKami Export - BuildingtheTranscontinentalRailroadWEBQUESTUsesQRCodes-1Anna HattenBelum ada peringkat
- 15142800Dokumen16 halaman15142800Sanjeev PradhanBelum ada peringkat
- CMC Ready ReckonerxlsxDokumen3 halamanCMC Ready ReckonerxlsxShalaniBelum ada peringkat
- Motor Master 20000 SeriesDokumen56 halamanMotor Master 20000 SeriesArnulfo Lavares100% (1)
- Iso 9001 CRMDokumen6 halamanIso 9001 CRMleovenceBelum ada peringkat
- FS2004 - The Aircraft - CFG FileDokumen5 halamanFS2004 - The Aircraft - CFG FiletumbBelum ada peringkat
- Budgetary ControlsDokumen2 halamanBudgetary Controlssiva_lordBelum ada peringkat
- Catalogoclevite PDFDokumen6 halamanCatalogoclevite PDFDomingo YañezBelum ada peringkat
- 8dd8 P2 Program Food MFG Final PublicDokumen19 halaman8dd8 P2 Program Food MFG Final PublicNemanja RadonjicBelum ada peringkat
- Forensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test BankDokumen36 halamanForensic Science From The Crime Scene To The Crime Lab 2nd Edition Richard Saferstein Test Bankhilaryazariaqtoec4100% (25)
- Change Management in British AirwaysDokumen18 halamanChange Management in British AirwaysFauzan Azhary WachidBelum ada peringkat
- Wasserman Chest 1997Dokumen13 halamanWasserman Chest 1997Filip BreskvarBelum ada peringkat
- #### # ## E232 0010 Qba - 0Dokumen9 halaman#### # ## E232 0010 Qba - 0MARCOBelum ada peringkat
- Jfif 1.02Dokumen9 halamanJfif 1.02Berry Hoekstra100% (1)
- 3ccc PDFDokumen20 halaman3ccc PDFKaka KunBelum ada peringkat
- Whisper Flo XF 3 PhaseDokumen16 halamanWhisper Flo XF 3 Phasehargote_2Belum ada peringkat
- Reg FeeDokumen1 halamanReg FeeSikder MizanBelum ada peringkat
- Steam Turbine Theory and Practice by Kearton PDF 35Dokumen4 halamanSteam Turbine Theory and Practice by Kearton PDF 35KKDhBelum ada peringkat
- India Today 11-02-2019 PDFDokumen85 halamanIndia Today 11-02-2019 PDFGBelum ada peringkat
- Hindustan Motors Case StudyDokumen50 halamanHindustan Motors Case Studyashitshekhar100% (4)
- April 26, 2019 Strathmore TimesDokumen16 halamanApril 26, 2019 Strathmore TimesStrathmore Times100% (1)
- GROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationDokumen37 halamanGROSS DOMESTIC PRODUCT STATISTICS (Report) - Powerpoint PresentationCyryhl GutlayBelum ada peringkat
- C6030 BrochureDokumen2 halamanC6030 Brochureibraheem aboyadakBelum ada peringkat
- Portfolio by Harshit Dhameliya-1Dokumen85 halamanPortfolio by Harshit Dhameliya-1Aniket DhameliyaBelum ada peringkat
- Polytechnic University Management Services ExamDokumen16 halamanPolytechnic University Management Services ExamBeverlene BatiBelum ada peringkat
- DNA Gel Electrophoresis Lab Solves MysteryDokumen8 halamanDNA Gel Electrophoresis Lab Solves MysteryAmit KumarBelum ada peringkat
- Borello-Bolted Steel Slip-Critical Connections With Fillers I. PerformanceDokumen10 halamanBorello-Bolted Steel Slip-Critical Connections With Fillers I. PerformanceaykutBelum ada peringkat
- Conv VersationDokumen4 halamanConv VersationCharmane Barte-MatalaBelum ada peringkat
- 5054 w11 QP 11Dokumen20 halaman5054 w11 QP 11mstudy123456Belum ada peringkat
- Neuropsychological Deficits in Disordered Screen Use Behaviours - A Systematic Review and Meta-AnalysisDokumen32 halamanNeuropsychological Deficits in Disordered Screen Use Behaviours - A Systematic Review and Meta-AnalysisBang Pedro HattrickmerchBelum ada peringkat