Dissertação Cavitação - Parte2
Diunggah oleh
engetarcioJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Dissertação Cavitação - Parte2
Diunggah oleh
engetarcioHak Cipta:
Format Tersedia
156
0.5
1.5
2 mm
0
50
0.2
45
0.4
40
0.6
35
0.8
30
100 m
25
1.2
20
1.4
15
1.6
10
1.8
5
0
(a)
mm
Alpha = 45
(b)
m
Beta = 30
50
45
40
35
51.6 m
30
25
20
15
10
2 mm
2 mm
(c)
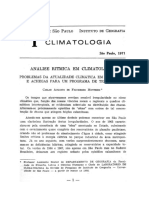
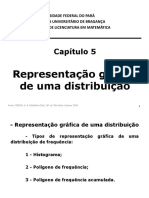
Figura 5.50 Topografia AF2, (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
Length = 2 mm Pt = 15.6 m Scale = 30 m
10
5
(a)
0
-5
-10
-15
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
Length = 2 mm Pt = 12.8 m Scale = 20 m
m
10
8
6
4
2
(b)
0
-2
-4
-6
-8
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.51 Perfil de rugosidade, (a) leste oeste e (b) norte sul para AF2
2 mm
157
Na Figura 5.50, nota-se a presena de alguns picos isolados, refletidos pelas
amplificaes em alguns valores dos parmetros de rugosidade. O mais notvel a
diferena de valores entre St de 52,10 m para a rea total.
Como a amostra AF2 apresentou uma perda de massa muito superior, provavelmente
os sulcos formados so profundos, com predominncia de picos elevados (ver Fig 5.50 c e
Fig. 5.51 b).
A Figura 5.52 exibe a variao para Sa e Sq, com relao taxa de eroso para os
ensaios em MIG/MAG arame frio.
S (m)
0,4107
0,3572
Sa
AF2
Sq
AF1
1
0
0,3
0,4
0,5
Tx (mg/min)
Figura 5.52 Variao da rugosidade (Sa e Sq) com a taxa de eroso
No caso da amostra AF2 com taxa de eroso de 0,41 mg/min, a elevao na perda de
massa refletiu em um perfil com maior amplitude de picos e vales, assim como exibiu um
aumento nos parmetros Sq e St. Conforme j discutido, a superfcie para o ensaio de
eroso a 90 altamente deformada e encruada, formada por crateras, decorrentes dos
sucessivos impactos das partculas erosivas. Ainda segundo Camacho et al. (2013),
superfcies menos desgastadas apresentam menores valores de parmetros de rugosidade,
fato comprovado para o MIG/MAG arame frio atravs da Fig. 5.52.
5.4.2. Amostras do processo MIG/MAG duplo arame paralelo
Para as amostras soldadas pelo processo MIG/MAG duplo arame paralelo, os
resultados em termos de topografia so apresentados neste tpico, acompanhando a
sequncia dos ensaios DA1 DA4.
Na Figura 5.53, tem-se a caracterstica da topografia para o corpo de prova DA1. A
Figura 5.54 apresenta o perfil de rugosidade linear nas direes leste oeste e norte sul.
158
0.5
1.5
2 mm
0
40
0.2
0.4
35
0.6
30
0.8
25
20
1.2
15
1.4
10
1.6
100 m
1.8
(a)
mm
Alpha = 45
(b)
m
Beta = 30
40
35
30
42.2 m
25
20
15
10
2 mm
2 mm
(c)
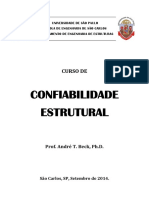
Figura 5.53 Topografia DA1, (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
Length = 2 mm Pt = 16 m Scale = 30 m
m
20
15
10
(a)
5
0
-5
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
Length = 2 mm Pt = 13.2 m Scale = 20 m
m
10
8
6
4
(b)
2
0
-2
-4
-6
-8
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.54 Perfil de rugosidade, (a) leste oeste e (b) norte sul
2 mm
159
Os parmetros de rugosidade esto na Tabela 5.25 para DA1, com base nas anlises
feitas nas Figs. 5.53 e 5.54. Tem-se na amostra DA1 a presena de picos isolados, o que
notado visivelmente na topografia, com um relevo pronunciado, e tambm identificado
atravs da variao elevada entre os valores do parmetro St (Fig. 5.53 c e Tab. 5.35).
Tabela 5.25 Valores de rugosidade para amostra DA1 erodida, parmetros em m
Local
AErod
Sa
Sq
St
Ssk
Sku
Figura
1,850
2,450
42,800
0,482
8,200
5.53
O aspecto topogrfico da amostra DA2 apresentado na Fig. 5.55. Na Figura 5.56,
mostrado o perfil de rugosidade na regio central de medio para a direo leste-oeste e
norte-sul da amostra DA2.
0
0.5
1.5
2 mm
35
0.2
30
0.4
0.6
25
0.8
20
1
15
1.2
1.4
10
1.6
100 m
1.8
(a)
mm
Alpha = 45
(b)
Beta = 30
m
34
32
30
28
26
24
35.1 m
22
20
18
16
14
12
10
8
6
2 mm
2 mm
4
2
(c)
Figura 5.55 Topografia DA2 (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
160
Length = 2 mm Pt = 13.3 m Scale = 20 m
m
6
4
2
0
-2
(a)
-4
-6
-8
-10
-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
2 mm
Length = 2 mm Pt = 8.79 m Scale = 10 m
m
4
3
2
1
0
(b)
-1
-2
-3
-4
-5
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.56 Perfil de rugosidade, (a) leste oeste e (b) norte sul para a amostra DA2
A Tabela 5.26 apresenta os parmetros de rugosidade para as superfcies analisadas,
na regio da rea erodida e perfil leste oeste e norte sul. No teste DA2, existem picos
isolados, apesar de menor amplitude e frequncia. Isto novamente refletiu no valor de St e
da Tab. 5.26. Notam-se na topografia da Fig. 5.55 (c) regies com vales profundos e
pronunciados e picos isolados de amplitude elevada, porm com pequena rea.
Tabela 5.26 Valores de rugosidade para amostra DA2 erodida, parmetros em m
Local
AErod
Sa
Sq
St
Ssk
Sku
Figura
1,440
1,880
36,30
-0,767
5,470
5.55
Para o teste DA3, o resultado est apresentado na Fig. 5.57, em termos de aspecto
topogrfico. A Figura 5.58 apresenta o perfil de rugosidade na regio central de medio
para a direo leste-oeste e norte-sul da amostra DA3.
A Tabela 5.27 exibe os parmetros de rugosidade para a amostra DA3. Os testes DA2
e DA3 possuem valores relativamente prximos de Sa e Sq, conforme Tab. 5.36 e 5.37, na
avaliao da rea erodida. Como as duas amostras possuem um valor de desgaste prximo,
um bom indicativo da similaridade no comportamento dos resultados de perda de massa e
rugosidade superficial.
161
m
22
0.2
20
0.4
18
0.5
1.5
2 mm
16
0.6
14
0.8
12
1
10
1.2
8
1.4
1.6
100 m
1.8
2
0
mm
(a)
(b)
Alpha = 45
Beta = 30
20
18
16
14
21.2 m
12
10
8
6
4
2 mm
2 mm
2
0
(c)
Figura 5.57 - Topografia DA3, (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
Length = 2 mm Pt = 12.6 m Scale = 20 m
m
6
4
2
0
-2
(a)
-4
-6
-8
-10
-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
Length = 2 mm Pt = 10.8 m Scale = 20 m
m
6
4
2
0
(b)
-2
-4
-6
-8
-10
-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.58 Perfil de rugosidade, (a) leste oeste e (b) norte sul para a amostra DA3
2 mm
162
Tabela 5.27 Valores de rugosidade para amostra DA3 erodida, parmetros em m
Local
AErod
Sa
Sq
St
Ssk
Sku
Figura
1,470
1,890
22,100
-0,663
4,270
5.57
O ensaio DA4 tem o seu resultado apresentado na Fig. 5.59, em termos de aspecto
topogrfico.
0
0.5
1.5
2 mm
26
0.2
24
22
0.4
20
0.6
18
0.8
16
14
12
1.2
100 m
10
1.4
1.6
6
4
1.8
2
0
(a)
mm
Alpha = 45
(b)
Beta = 30
m
24
22
20
18
25.5 m
16
14
12
10
8
6
4
2 mm
2 mm
(c)
2
0
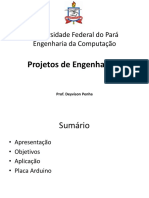
Figura 5.59 Topografia DA4, (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
A Figura 5.60 expe o perfil de rugosidade na regio central de medio para a
direo leste-oeste e norte-sul da amostra DA4. A Tabela 5.28 exprime os parmetros de
rugosidade para a amostra DA4.
A relao entre a taxa de eroso e os parmetros de rugosidade para o processo
MIG/MAG duplo arame paralelo est na Fig. 5.61, considerando os resultados da avaliao
para a rea total por ser um parmetro com maior preciso.
163
Length = 2 mm Pt = 16 m Scale = 30 m
5
0
-5
(a)
-10
-15
-20
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
2 mm
Length = 2 mm Pt = 10.4 m Scale = 20 m
m
8
6
4
2
0
(b)
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.60 Perfil de rugosidade, (a) leste oeste e (b) norte sul para a amostra DA4
Tabela 5.28 Valores de rugosidade para amostra DA4 erodida, parmetros em m
Local
AErod
Sa
Sq
St
Ssk
Sku
Figura
1,660
2,170
26,500
-0,760
4,940
5.59
S (m)
DA1
DA4
DA3
DA2
1
Sa
Sq
0
0
0,1
0,2
0,3
0,4
Tx (mg/min)
Figura 5.61 Evoluo da taxa de eroso com o parmetro Sa, desvio aritmtico mdio do
perfil e Sq, desvio mdio quadrtico
Os valores de taxa de eroso so similares para o conjunto de ensaios DA1/DA4 e
DA2/DA3, sendo que o desvio aritmtico mdio e o desvio mdio quadrtico (Sa e Sq) esto
164
prximos somente no caso de DA2 e DA3. As amostras DA1 e DA4 com taxa de eroso
similar possuem ainda sim valores aproximados para Sa e Sq.
A amostra DA1 tem o maior valor para a altura total do perfil (parmetro St). Os
parmetros Ssk (fator de assimetria) e Sku (fator de achatamento) com valor elevado
indicam a presena de picos ou vales isolados. Chama a ateno o fato da assimetria de
DA1 ser positiva (Ssk e Rsk) e dos demais testes negativa. Na Fig. 5.53 (c), a presena de
uma rea com relevo pronunciado refora a tese de que possam existir regies especficas
com elevada resistncia capazes de suportar a impactos sucessivos das partculas,
reduzindo a taxa de eroso e a perda de massa acumulada.
5.4.3. Amostras do processo MIG/MAG duplo arame srie
Para as amostras soldadas pelo processo MIG/MAG duplo arame srie em ao
inoxidvel, os resultados em termos de topografia so apresentados a seguir, englobando
as amostras DS1 e DS2.
A Figura 5.62 apresenta o aspecto topogrfico da amostra DS1. Na Figura 5.63 tm-se
os valores de rugosidade para a regio central da amostra na direo leste oeste e norte sul
e na Tab. 5.29, os valores dos parmetros de rugosidade.
Tabela 5.29 Valores de rugosidade para amostra DS1 erodida, parmetros em m
Local
AErod
Sa / Ra
Sq / Rq
St / Rt
Ssk / Rsk
Sku / Rku
Figura
1,740
2,230
25,500
-0,434
3,720
5.62
Vale a ressalva de que esta amostra apresentou um elevado desgaste, provavelmente
devido presena de fortes traos de metal de base no revestimento. Apesar de um maior
valor de taxa de eroso e perda de massa acumulada, a amostra DS1 possui os valores dos
parmetros de rugosidade muito prximos ao das demais amostras em MIG/MAG duplo
arame paralelo. Isso um indicativo de que a superfcie erodida tem uma caracterstica
comum nestes ensaios, principalmente naqueles que apresentam uma mesma faixa de
dureza.
O valor negativo de Ssk na Tab. 5.29 indica que as amplitudes de maior frequncia
possuem valores menores que a mdia, ou seja, indica um perfil do tipo plat. O valor de
Sku prximo do valor 3 (trs) apontando a centralizao da distribuio, isto , o tamanho
dos diversos picos ou vales apresentam valores prximos da mdia. Se a distribuio das
alturas segue uma distribuio normal, o valor do grau de achatamento igual a 3 e o
coeficiente de assimetria igual a zero.
165
0.5
1.5
2 mm
0
24
0.2
22
0.4
20
0.6
18
16
0.8
14
1
12
1.2
10
1.4
8
6
1.6
100 m
4
1.8
2
0
(a)
mm
Alpha = 45
(b)
m
Beta = 30
24
22
20
18
16
24.3 m
14
12
10
8
6
4
2 mm
2 mm
(c)
Figura 5.62 Topografia DS1, (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
Length = 2 mm Pt = 11 m Scale = 20 m
m
8
6
4
2
(a)
0
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
Length = 2 mm Pt = 10.3 m Scale = 20 m
m
10
8
6
4
(b)
2
0
-2
-4
-6
-8
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.63 Perfil de rugosidade, (a) leste oeste e (b) norte sul para a amostra DS1
2 mm
166
A Figura 5.64 apresenta o aspecto topogrfico da amostra DS2 e a Fig. 5.65 a
rugosidade na regio central desta amostra.
0
0.5
1.5
2 mm
0
30
0.2
0.4
25
0.6
0.8
20
1
15
1.2
1.4
10
1.6
100 m
5
1.8
0
(a)
mm
Alpha = 45
(b)
Beta = 30
m
30
28
26
24
22
31.5 m
20
18
16
14
12
10
8
6
2 mm
2 mm
(c)
Figura 5.64 Topografia DS2, (a) MEV, (b) diagrama de nvel (c) topografia tridimensional
Na Tabela 5.30, so apresentados os parmetros de rugosidade para o teste DS2.
Nota-se uma menor disperso entre os valores de Sa e Sq com um valor elevado para St e
Sku indicando a presena de picos e vales isolados.
Tabela 5.30 Valores de rugosidade para amostra DS2 erodida, parmetros em m
Local
AErod
Sa
Sq
St
Ssk
Sku
Figura
2,010
2,590
33,100
-0,501
4,180
5.64
Apesar de uma menor taxa de eroso, de forma geral os valores dos parmetros de
rugosidade de DS2 so maiores do que DS1. Nota-se tambm uma assimetria negativa
(Ssk) e um coeficiente de curtose superior a 3, indicando uma centralizao da distribuio.
167
Length = 2 mm Pt = 16.2 m Scale = 30 m
m
10
5
0
(a)
-5
-10
-15
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
2 mm
Length = 2 mm Pt = 14 m Scale = 20 m
m
8
6
4
2
0
(b)
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Figura 5.65 Perfil de rugosidade, (a) leste oeste e (b) norte sul para a amostra DS2
5.4.4. Anlise final da topografia
Os valores dos parmetros de rugosidade so apresentados neste tpico de forma
conjunta, buscando o melhor entendimento sobre o comportamento das amostras durante
os ensaios de eroso.
A medio do Sa (mdia aritmtica do desvio do perfil em relao linha de centro) e
do Sq (mdia aritmtica dos quadrados dos desvios do perfil em relao linha mdia
central) utilizada para caracterizar a rugosidade e a presena de possveis
descontinuidades na superfcie. A Figura 5.66 apresenta os resultados dos parmetros Sa e
Sq.
3,5
3,0
S (m)
2,5
2,0
Sa
1,5
Sq
1,0
0,5
0,0
AF1 AF2 DA1 DA2 DA3 DA4 DS1 DS2
Figura 5.66 Desvio aritmtico mdio (Sa) e quadrtico (Sq) do perfil
168
Para o processo MIG/MAG duplo arame paralelo e srie, os corpos de prova com
tendncias similares de taxa de eroso possuem uma rugosidade superficial com valores
prximos, como o caso de DA2 e DA3. Os corpos de prova com menores taxas de eroso
tiveram tendncia em reduzir a rugosidade (AF1, DA2 e DA3), comparando os seus
resultados para um mesmo processo de soldagem.
Para o corpo de prova em MIG/MAG arame frio, AF1 tem o menor desgaste, com
baixo Sa e Sq, enquanto AF2 com a maior taxa de eroso apresenta valores superiores.
Outro fato notvel que de forma geral a rugosidade para o MIG/MAG arame frio na Fig.
5.66 superior aos valores encontrados no MIG/MAG duplo arame.
A Figura 5.67 apresenta a altura total do perfil (St), com uma grande variao,
influenciado principalmente pela presena de alguns picos isolados nas amostras como, por
exemplo, em AF2 e DA1.
60
St (m)
50
40
30
20
10
0
AF1
AF2
DA1
DA2
DA3
DA4
DS1
DS2
Figura 5.67 - Evoluo do parmetro St altura total
Percebe-se que os picos e vales tm uma amplitude maior na direo leste oeste em
relao a norte sul. A exceo DS1 com valores iguais em ambas as direes. Esta uma
evidncia de que as partculas tendem a gerar sucos mais profundos e pontiagudos na
direo leste oeste, provavelmente devido ao perfil de incidncia e escorregamento em uma
direo preferencial durante o giro do porta amostras.
Para uma melhor caracterizao dos perfis, prope-se avaliar os parmetros
estatsticos, neste caso, o coeficiente de assimetria Ssk e de curtose Sku, capazes de
descrever a morfologia e distribuio das alturas na superfcie com relao presena de
picos ou vales.
169
A Figura 5.68 apresenta o coeficiente de assimetria Ssk para todas as amostras.
Lembrando que o coeficiente Ssk uma medida da assimetria da curva de distribuio das
amplitudes de um perfil. Se negativo, como no caso da maioria das amostras da Fig. 5.69,
as amplitudes de maior frequncia possuem valores menores que a mdia, indicando um
perfil do tipo plat. Se positivo, como na amostra DA1, as amplitudes de maior frequncia
possuem valores maiores que a mdia, caracterizando um perfil com presena de picos com
baixa densidade de material. No caso de DA1, o pico foi perceptvel na avaliao por
interferometria a laser (ver Fig. 5.53).
1,0
Ssk (m)
0,5
0,0
AF1
AF2
DA1
DA2
DA3
DA4
DS1
DS2
-0,5
-1,0
Figura 5.68 Evoluo do parmetro Ssk, fator de assimetria
A Figura 5.69 apresenta o coeficiente de curtose Sku para as amostras erodidas. O
coeficiente de curtose (Sku) uma medida do grau de achatamento da funo densidade de
probabilidade das alturas. Um Sku < 3 caracteriza um achatamento da distribuio, isto ,
diferentes picos ou vales ocorreram numa frequncia similar. Se Sku > 3, ocorre uma
centralizao da distribuio, isto , o tamanho dos diversos picos ou vales apresentam
valores prximos da mdia. No caso dos ensaios, todos os valores de Sku so maiores do
que 3.
No ensaio DA1, o valor muito elevado de Ssk um reflexo da presena de picos de
grande amplitude. O ensaio DS1 apresentou o menor valor de Sku muito prximo ao valor 3.
Se a distribuio das alturas segue uma distribuio normal, o valor do grau de
achatamento igual a 3 e o coeficiente de assimetria, igual a zero. A Figura 5.70 apresenta
os resultados de Sku e Ssk para os ensaios de eroso.
O teste DS1 novamente est posicionado na condio mais prxima de uma
distribuio normal. De forma geral, apenas a amostra DA1 apresentou um aspecto
diferenciado, reflexo da variao nos parmetros St, Ssk e Sku.
170
10,0
Sku (m)
7,5
5,0
2,5
0,0
AF1
AF2
DA1
DA2
DA3
DA4
DS1
DS2
Figura 5.69 Evoluo do parmetro Sku, fator de achatamento do perfil avaliado (kurtosis)
10,0
DA1
Sku (m)
8,0
6,0
AF2
DA2
DS1
DA4
DA3
4,0
DS2
CP erodido
2,0
CP inicial
AF1
0,0
-1
-0,5
0
Ssk (m)
0,5
Figura 5.70 Evoluo do parmetro Sku fator de achatamento do perfil avaliado (kurtosis)
e Ssk fator de assimetria
Avaliando linearmente a direo leste oeste e norte sul para o teste DA1, o valor de
Ssk obtido tambm positivo, como pode ser visto na Tab. 5.35. Isto mostra a presena de
picos de grande amplitude com baixa densidade de material em vrias regies da amostra.
Uma das possibilidades de que tenha ocorrido o deslocamento de material para cima da
linha mdia, sugerindo uma intensa e progressiva deformao plstica, sem a ocorrncia de
uma grande perda de massa. Estes fatos podem estar relacionados com o baixo valor da
taxa de eroso e perda de massa acumulada para a amostra DA1.
Talvez a diluio menor deste ensaio tenha formado regies mais resistentes
deformao durante o desgaste, originando picos isolados com baixa densidade de material
e afetando o seu perfil de desgaste. Vale a ressalva de que os valores de Sa e Sq deste
material so levemente superiores ao das demais amostras.
171
No geral, nota-se que as amostras DA2 e DA3 que apresentaram as maiores taxas de
eroso para o processo MIG/MAG duplo arame paralelo, tm valores menores e idnticos
de Sa e Sq (Fig. 5.66).
Na Figura 5.68, as amostras DA2 e DA3, com valores de Ssk negativo indicam a
presena de um perfil do tipo plat, proporcionado provavelmente pela elevada perda de
massa. Vale relembrar que no teste DA2 e DA3 a perda de massa ocorreu de forma intensa
durante os primeiros 20 minutos. Com uma alta deformao plstica da superfcie,
comprovada pelo elevado valor de dureza, ocorreu uma tendncia de reduo da perda de
massa no encerramento do ensaio.
No caso da amostra DA4, com valores similares de Ssk e Sku aos encontrados para a
DA2 e DA3, no ocorreu esta perda intensa de material no incio e sim uma taxa de eroso
estvel ao longo de todo o ensaio. Novamente, supe-se que da mesma forma que os
valores de dureza so similares para todas as superfcies erodidas, provavelmente os
parmetros de rugosidade alcanaram valores relativamente idnticos em um mesmo
processo de soldagem.
Fica evidente a necessidade de estudar com maior profundidade o uso de ao
inoxidvel austentico e suas caractersticas superficiais em relao ao desgaste por eroso
pura.
O fato da Fig. 5.70 no apresentar uma relao clara de comportamento dos corpos
de prova em relao ao espao morfolgico corroboram a existncia de fatores no
controlados ou identificados atuando nos resultados.
A grande severidade do ensaio de eroso pura e os parmetros similares de
rugosidade demonstraram que, em 2 horas, o estgio alcanado provavelmente seja de
atenuao em todos os testes. Por isso, uma anlise de perda de massa, rugosidade e
dureza em menores intervalos de tempo durante a eroso pura talvez possa ajudar a
entender melhor o fenmeno, sendo esta uma proposta para trabalhos futuros.
5.5. Testes de cavitao
Neste item, so apresentados e discutidos os resultados de eroso cavitacional nas
amostras AF1, AF2, DA4, DS1 e DS2. O critrio para a seleo de DA4 para a cavitao
entre as amostras soldadas pelo processo MIG/MAG duplo arame paralelo foi o melhor
desempenho em termos de taxa de eroso e perda de massa acumulada durante a eroso
pura. Foram utilizados dois mtodos de avaliao cavitacional das amostras testadas, quais
sejam: o gravimtrico e a medio da profundidade mdia de desgaste por interferometria.
172
Por isso, as amostras ao final dos ensaios foram analisadas em MEV e interferometria a
laser, para verificar as caractersticas topogrficas da regio desgastada. Determinaram-se
os parmetros de rugosidade e imagens das superfcies erodidas.
5.5.1. Desempenho durante a cavitao
A amostra AF1 foi submetida ao ensaio de cavitao durante um perodo de 20 horas
com a determinao horria da perda de massa. A taxa de eroso e a perda de massa
acumulada esto apresentadas na Tab. B.10 do Apndice B, Fig. 5.71 e 5.72.
2,5
Tx (mg)
2,0
1,5
1,0
0,5
0,0
0
10
15
Tempo (horas)
20
Figura 5.71 Taxa de cavitao da amostra AF1
20
D (mg)
15
10
0
0
10
15
20
Tempo (horas)
Figura 5.72 Perda de massa acumulada por cavitao da amostra AF1
De acordo com a Fig. 5.71, provavelmente a incubao foi superada a partir da 2
hora, passando pela acumulao durante o perodo da 2 8 hora, com regime
estacionrio da 9 a 20 hora.
173
Na Figura 5.73, a taxa de cavitao foi de 1,083 mg/h para o intervalo da 10 20
hora com uma correlao superior 99%, indicando uma evoluo muito linear ao fim do
ensaio.
20
D (mg)
15
10
y = 1,0831x - 4,4624
R = 0,9995
5
10
12
14
16
18
20
Tempo (horas)
Figura 5.73 Taxa de cavitao para a amostra AF1 entre 10 e 20 horas
A Tabela B.11 traz a perda de massa para a amostra AF2. O desempenho cavitao
apresentado na Fig. 5.74 e 5.75, respectivamente para a taxa de eroso e perda de massa
acumulada. Observa-se, de forma geral, que o resultado de AF2 muito prximo AF1 para
o ensaio de cavitao. Ambos os ensaios atingiram uma perda de massa acumulada em
torno de 17 g. Esse resultado um bom indicativo da repetibilidade dos testes, tendo em
vista uma soldabilidade idntica dos testes AF1 e AF2 com diluio em torno de 13%.
2,5
Tx (mg)
2,0
1,5
1,0
0,5
0,0
0
10
15
20
Tempo (horas)
Figura 5.74 Taxa de cavitao da amostra AF2
Vale lembrar que na eroso pura ocorreu uma variao alta entre os resultados de
AF1 e AF2, que agora no se repetiu na cavitao.
174
20
D (mg)
15
10
0
0
10
15
20
Tempo (horas)
Figura 5.75 Perda de massa acumulada por cavitao da amostra AF2
Com relao taxa de cavitao, a Fig. 5.76 indica que o valor de 1,065 mg/h para
AF2 com uma correlao de 99%. O valor de AF2 levemente inferior AF1 provavelmente
foi influenciado pela baixa perda de massa nos intervalos de 11 e 12 horas.
D (mg)
20
15
10
y = 1,0654x - 3,4472
R = 0,9969
5
10
12
14
16
18
20
Tempo (horas)
Figura 5.76 Taxa de cavitao para a amostra erodida AF2 entre 10 e 20 horas
A partir deste ponto, sero avaliadas as amostras soldadas pelo processo MIG/MAG
duplo arame. A amostra DA4 tem seu desempenho cavitao apresentado na Tabela 5.43.
As Figuras 5.77 e 5.78 representam a taxa de eroso e a perda de massa acumulada.
175
2,5
Tx (mg/h)
2,0
1,5
1,0
0,5
0,0
0
10
Tempo (horas)
15
20
Figura 5.77 Taxa de eroso por cavitao da amostra DA4
20
D (mg)
15
10
0
0
10
15
Tempo (horas)
20
Figura 5.78 Perda de massa acumulada por cavitao da amostra DA4
A perda de massa acumulada alcanou valores da ordem de 16 mg, muito prximos
aos encontrados para o MIG/MAG arame frio. Ocorreu certa oscilao dos valores de perda
de massa entre 11 e 20 horas, que no foram capazes de alterar os valores finais.
Na Figura 5.79, apresentada a taxa de eroso para a amostra DA4, com um valor
encontrado de 1,143 mg/h superior ao das amostras em MIG/MAG arame frio.
Neste caso, tambm fica claro que o resultado superior eroso pura para o teste
DA4 no se mostrou presente na cavitao. Vale lembrar que o ensaio DA4 foi o melhor
desempenho entre os ensaios realizados em eroso pura para a soldagem com arame em
ao inoxidvel austentico.
A Tabela B.13 traz a perda de massa na cavitao para a amostra DS1 em MIG/MAG
duplo arame srie. As Figuras 5.80 e 5.81 apresenta a evoluo da taxa de cavitao e
perda de massa acumulada.
176
18
D (mg)
13
8
y = 1,1427x - 6,3805
R = 0,9958
3
10
12
14
16
Tempo (horas)
18
20
Figura 5.79 Taxa de cavitao para a amostra DA4 entre 10 e 20 horas
2,5
Tx (mg)
2,0
1,5
1,0
0,5
0,0
0
10
15
20
Tempo (horas)
Figura 5.80 Taxa de cavitao da amostra DS1
20
D (mg)
15
10
0
0
10
15
Tempo (horas)
20
Figura 5.81 Perda de massa acumulada por cavitao da amostra DS1
177
Neste ensaio, a fase de incubao provavelmente foi superada nas primeiras horas. A
partir da 7 hora, a amostra entrou em regime estacionrio e a perda de massa acumulada
manteve-se relativamente estvel com taxa de eroso levemente inferior 1 mg/h e perda
de massa acumulada de 15,65 mg.
Apenas na 15, 19 e 20 hora foram ultrapassados os valores de 1 mg para a perda
de massa da amostra DS1, indicando uma resistncia superior quando comparado ao
MIG/MAG arame frio e MIG/MAG duplo arame paralelo.
Na Figura 5.82, tem-se uma taxa de eroso mdia de 0,859 mg/h com correlao de
99%.
20
D (mg)
15
10
y = 0,8587x - 1,8871
R = 0,9963
5
10
12
14
16
Tempo (horas)
18
20
Figura 5.82 Taxa de cavitao para a amostra DS1 entre 10 e 20 horas
A amostra DS2 tem os resultados em termos de cavitao, mostrados na Tab. B.9,
Fig. 5.83 e 5.84. Nota-se no perodo acima de 10 horas a presena de vrios pontos com
taxa de eroso em torno de 1mg/h e a perda de massa acumulada total de 12,80 mg. Na
Figura 5.85, tem-se uma taxa de eroso de 0,836 mg/h para DS2 inferior ao ensaio DS1.
Portanto, a amostra DS2 possui o melhor desempenho a cavitao para as amostras
em ao inoxidvel austentico. Vale lembrar que, na eroso, DS2 apresentou desgaste
superior s amostra DS1 e DA4.
A taxa de cavitao de todos os ensaios foi consolidada na Fig. 5.86. Nota-se, nas
amostras AF1 e AF2, uma evoluo muito prxima nas 5 horas iniciais e entre 12 e 17 horas
de ensaios. A amostra DA4 tem uma grande oscilao de perda de massa nas 10 horas
finais do ensaio.
178
2,5
Tx (mg)
2,0
1,5
1,0
0,5
0,0
0
10
Tempo (horas)
15
20
Figura 5.83 Taxa de cavitao da amostra DS2
20
D (mg)
15
10
0
0
10
15
Tempo (horas)
20
Figura 5.84 Perda de massa acumulada por cavitao da amostra DS2
17,5
D (mg)
12,5
7,5
y = 0,8359x - 3,8405
R = 0,9992
2,5
10
12
14
16
Tempo (horas)
18
20
Figura 5.85 Taxa de cavitao para a amostra DS2 entre 10 e 20 horas
179
2
AF1
AF2
DA4
Tx (mg/h)
1,5
DS1
DS2
0,5
0
0
10
Tempo (h)
15
20
Figura 5.86 Taxa de cavitao para as amostras em ao inoxidvel austentico
O ensaio DS2 destaca-se pela baixa taxa de eroso, com um comportamento de
pouca perda de massa at s 5 horas de ensaio. A amostra DS1, que possui a segunda
menor taxa de eroso, apresentou a maior perda de massa nas duas horas iniciais. Em
seguida, a partir de 10 horas, DS1 e DS2 comportam-se de forma idntica. Vale ressaltar
que DS1 e DS2 possuem um ponto de mxima taxa de desgaste na 15 e 16 hora,
respectivamente. De forma anloga, porm no sendo um ponto de mximo do ensaio de
cavitao, o teste AF1 e AF2 tambm possuem um pico na 15 hora.
A perda de massa acumulada total dos ensaios de cavitao soldados com arame
eletrodo em ao inoxidvel austentico est apresentada na Fig. 5.87.
20
AF1
AF2
15
DA4
D (mg)
DS1
DS2
10
0
0
10
Tempo (h)
15
20
Figura 5.87 Perda de massa acumulada para as amostras soldadas com uso de ao
inoxidvel austentico
180
Nota-se que, para as 4 horas iniciais de ensaio, o desempenho praticamente similar
em todas as amostras. A exceo o teste DS1, que apresentou uma elevada perda de
massa logo no incio do ensaio.
Na continuidade do ensaio para as amostras soldadas pelo mesmo processo, ou seja,
MIG/MAG arame frio (AF1/AF2) e MIG/MAG duplo arame srie (DS1/DS2), o desempenho
sempre foi muito prximo at a 7 hora. No restante do ensaio, comea a ocorrer uma
distino na resistncia cavitao.
Na cavitao, os resultados apresentaram a tendncia de menor perda de massa para
o processo MIG/MAG duplo arame srie. No sentido inverso, o MIG/MAG arame frio tem um
desempenho de alta perda de massa na cavitao, sendo um indicativo de que a dureza do
substrato possa influenciar tambm na resistncia do revestimento. Na posio
intermediria, situa-se o MIG/MAG duplo arame paralelo, com uma resistncia inferior ao
MIG/MAG duplo arame srie. Entretanto, como o teste DA4 possui uma elevao no
desgaste a partir da 10 hora, existe um aumento na sua taxa de eroso, sendo o valor
superior ao processo MIG/MAG arame frio, apesar de sua menor perda de massa
acumulada.
Vale destacar que, de forma anloga aos ensaios de eroso pura, o processo
MIG/MAG arame frio possui baixa resistncia ao desgaste por cavitao, considerando a
perda de massa acumulada. Na direo contrria, processos com maior energia e/ou
diluio apresentaram melhores desempenhos cavitao. Tais resultados esto em
consonncia com os obtidos por Santa et al. (2011), estudando revestimentos soldados em
ao inoxidvel austentico em diferentes processos de soldagem. De acordo com Santa et
al. (2011), o material em ao inoxidvel austentico pode ser uma excelente alternativa para
aplicaes envolvendo alta diluio com o metal de base.
5.5.2. Anlise das caractersticas topogrficas das amostras cavitadas
A Figura 5.88 apresenta a caracterstica superficial da amostra AF1 aps o ensaio de
cavitao. A Figura 5.89 mostra o perfil de rugosidade na regio central de medio para a
direo leste-oeste e norte-sul da amostra AF1. O perfil da seo longitudinal cavitada
apresentado na Fig. 5.89 (c). A Tabela 5.31 mostra os parmetros de rugosidade para a
amostra AF1 cavitada.
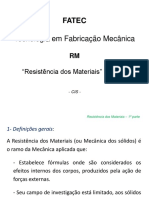
Os valores de Sa e Sq na Tab. 5.31 apresentam relativo distanciamento,
principalmente devido existncia de picos e vales pronunciados. Analisando o valor de St
(Tab. 5.31), nota-se que houve grandes oscilaes entre as amplitudes dos picos e vales.
Provavelmente, os vales foram mais pronunciados, devido ao valor de Sv observado ser
muito superior Sp. O valor de Ssk negativo indica a existncia de um perfil plat.
181
200 m
30 m
(a)
(b)
0
0.5
1.5
2 mm
0
35
0.2
0.4
30
0.6
25
0.8
1
20
1.2
15
1.4
10
1.6
5
1.8
0
mm
(c)
Alpha = 45
Beta = 30
38
36
34
32
30
28
26
38.3 m
24
22
20
18
16
14
12
10
8
6
2 mm
2 mm
4
2
(d)
Figura 5.88 Aspecto topogrfico da amostra cavitada AF1, (a) MEV 500X, (b) MEV 2000X,
(c) diagrama de nvel (d) topografia tridimensional
Tabela 5.31 Valores de rugosidade para amostra AF1 cavitada, parmetros em m
Local
ACav
Sa
Sq
St
Sp
Sv
Ssk
Sku
Figura
1,850
2,630
38,600
9,220
29,400
-1,790
14,100
5.89
182
Length = 2 mm Pt = 14.1 m Scale = 20 m
6
4
2
0
(a)
-2
-4
-6
-8
-10
-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
16
17
18
2 mm
Length = 2 mm Pt = 9.16 m Scale = 20 m
m
8
6
4
2
(b)
0
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Length = 19 mm Pt = 27.8 m Scale = 50 m
m
20
15
10
5
(c)
0
-5
-10
-15
-20
-25
0
10
11
12
13
14
15
19 mm
Figura 5.89 Perfil de rugosidade, (a) leste oeste, (b) norte sul e (c) perfil da seo
longitudinal da amostra cavitada AF1
Alguns vales profundos isolados em forma de cratera foram observados na Fig. 5.88,
tanto nas imagens obtidas pelo MEV quanto no interfermetro a laser. Este indicativo de que
possam existir passes ou regies do cordo de solda menos resistentes cavitao tambm
foram registrados atravs dos parmetros de rugosidade, por exemplo, ao comparar os
parmetros St, Sp e Sv na Tab. 5.31. O valor elevado de Sku para a amostra AF1
corroboram a presena de vales profundos e crateras isoladas no cordo de solda,
contribuindo no sentido de justificar a maior perda de massa apresentada pelas amostras
soldadas pelo processo MIG/MAG arame frio.
Ao analisar o perfil longitudinal na Fig. 5.89 (c), nota-se que em ambas as
extremidades direita e esquerda do perfil possuem picos de grande intensidade e um
aprofundamento na vizinhana, indicando a presena de projeo de material nas bordas
cavitadas. A regio central possui uma rugosidade relativamente uniforme com algumas
reas de maior perda de massa e vales profundos nas posies entre 3 4 mm e 11 13
183
mm da Fig. 5.89 (c). O valor de Rv no perfil longitudinal chegou a valores da ordem de 4,86
m.
Segundo Hattori e Mikami (2009), o fato observado na Figura 5.89 (c) ocorre porque a
superfcie original foi repetidamente exposta aos colapsos de bolhas durante a cavitao;
portanto, sofreu uma deformao plstica devido s ondas de choque e micro jatos nos
colapsos de bolhas. O colapso de bolhas, agindo repetidamente na rea deformada, gera
uma expanso gradual nos contornos de gros cristalinos e deformao plstica acumulada.
Uma vez que a superfcie do material foi deformada plasticamente, partes expostas
aparecem nos limites dos contornos de gros cristalinos. A expanso produzida gera um
degrau (step) em relao ao gro adjacente menos deformado plasticamente e causa uma
alta concentrao de tenses, resultando muitas vezes na iniciao de uma trinca.
A anlise topogrfica da amostra AF2 apresentada na Fig. 5.90 com a presena de
regies com vales claramente visveis (ver regio direita da Figura 5.90 c e d). A Figura
5.91 (a) e (b) apresenta a avaliao linear no perfil leste oeste e norte sul, com a avaliao
da seo longitudinal na Figura 5.91 (c).
A Figura 5.91 (a) apresenta em sua direita um vale profundo e de grande largura. De
acordo com a Fig. 5.91 (c), as regies da borda da amostra sofreram um aprofundamento
com projees para as laterais. Com relao aos parmetros de rugosidade esto
apresentados na Tab. 5.32 para AF2.
Tabela 5.32 Valores de rugosidade para amostra AF2 cavitada, parmetros em m
Local
ACav
Sa
Sq
St
Sp
Sv
Ssk
Sku
Figura
2,640
3,460
40,400
19,700
20,800
-0,837
4,560
5.91
Os maiores valores de Sa e Sq esto provavelmente relacionados maior perda de
massa. O parmetro St aponta uma amplitude maior entre picos e vales, porm ao analisar
Sp e Sv nota-se que so de intensidades proporcionais. O parmetro Ssk negativo indica
um perfil do tipo plat e um valor de Sku prximo a 4 aponta para a existncia de uma
distribuio normal.
A topografia da amostra DA4 apresentada na Fig. 5.92. O perfil de rugosidade est
na Fig. 5.93 e os valores dos parmetros de rugosidade esto na Tab. 5.33.
Tabela 5.33 Valores de rugosidade para amostra DA4 cavitada, parmetros em m
Local
ACav
Sa
Sq
St
Sp
Sv
Ssk
Sku
Figura
1,930
2,460
22,400
8,360
14,000
-0,645
3,790
5.93
184
100 m
30 m
(a)
(b)
0
0.5
1.5
2 mm
m
40
0.2
35
0.4
30
0.6
0.8
25
20
1.2
15
1.4
10
1.6
5
1.8
0
mm
(c)
Alpha = 45
Beta = 30
38
36
34
32
30
28
26
24
39.5 m
22
20
18
16
14
12
10
8
6
2 mm
2 mm
4
2
0
(d)
Figura 5.90 Aspecto topogrfico da amostra cavitada AF2, (a) MEV 1.000X, (b) MEV
2.000X, (c) diagrama de nvel (d) topografia tridimensional
185
Length = 2 mm Pt = 18.1 m Scale = 30 m
10
5
(a)
0
-5
-10
-15
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2 mm
1.4
1.5
1.6
1.7
1.8
1.9 mm
17
18
Length = 2 mm Pt = 19.4 m Scale = 30 m
10
5
(b)
0
-5
-10
-15
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Length = 19 mm Pt = 29.4 m Scale = 50 m
m
15
10
5
0
(c)
-5
-10
-15
-20
-25
-30
0
10
11
12
13
14
15
16
19 mm
Figura 5.91 Perfil de rugosidade, (a) leste oeste, (b) norte sul e (c) perfil da seo
longitudinal da amostra cavitada AF2
O ensaio DA4 apresentou comportamento intermedirio para o desgaste entre as
amostras em MIG/MAG arame frio e MIG/MAG duplo arame srie. Em relao rugosidade,
tem-se um comportamento similar para os parmetros Sa, Sq, St, Sp e Sv.
A amostra DS1 tem sua topografia apresentada na Fig. 5.94 e na Fig. 5.95 seu perfil
de rugosidade. Na Tabela 5.34 esto os resultados dos parmetros de rugosidade.
Tabela 5.34 Valores de rugosidade para amostra DS1 cavitada, parmetros em m
Local
ACav
Sa
Sq
St
Sp
Sv
Ssk
Sku
Figura
1,370
1,740
18,400
5,740
12,700
-0,584
3,770
5.95
De forma geral, os parmetros de rugosidade de DS1 como o Sa e Sq possuem
valores menores do que os observados para MIG/MAG arame frio e MIG/MAG duplo arame
paralelo (Tab. 5.34).
186
200 m
30 m
(a)
(b)
0
0.5
1.5
2 mm
22
0.2
20
0.4
18
0.6
16
0.8
14
12
10
1.2
8
1.4
1.6
1.8
2
0
mm
(c)
Alpha = 45
Beta = 30
20
18
16
14
21.5 m
12
10
8
6
4
2 mm
2 mm
2
0
(d)
Figura 5.92 Aspecto topogrfico da amostra cavitada DA4, (a) MEV 500X, (b) MEV 2000X,
(b) diagrama de nvel (c) topografia tridimensional
187
Length = 2 mm Pt = 12.5 m Scale = 20 m
m
8
6
4
2
(a)
0
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
2 mm
1.4
1.5
1.6
1.7
1.8
1.9 mm
17
18
Length = 2 mm Pt = 14.2 m Scale = 20 m
m
8
6
4
2
0
(b)
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Length = 19 mm Pt = 19.1 m Scale = 30 m
m
10
5
0
(c)
-5
-10
-15
0
10
11
12
13
14
15
16
19 mm
Figura 5.93 Perfil de rugosidade, (a) leste oeste, (b) norte sul e (c) perfil da seo
longitudinal da amostra cavitada DA4
A projeo de material nas bordas tambm reduzida (Fig. 5.96 c), em comparao
aos demais ensaios. Entretanto, destaca-se a existncia de vales pronunciados, como pode
ser visto pela intensidade dos parmetros St e Sv.
Nas Figuras 5.96 e 5.97 esto apresentadas as caractersticas topogrficas da
amostra DS2. Principalmente na Fig. 5.97 (d), existe visivelmente a presena de vrios picos
isolados na superfcie. Os parmetros de rugosidade para a amostra DS2 esto
apresentados na Tab. 5.35.
Tabela 5.35 Valores de rugosidade para amostra DS2 cavitada, parmetros em m
Local
Sa /Ra
Sq/Rq
St/Rt
Sp/Rp
Sv/Rv
Ssk/Rsk
Sku/Rku
Figura
ACav
0,980
1,330
34,900
27,800
7,020
1,670
23,000
5.97
188
100 m
30 m
(a)
(b)
0
0.5
1.5
2 mm
m
18
0.2
16
0.4
14
0.6
12
0.8
10
1
8
1.2
1.4
1.6
1.8
2
0
mm
(c)
Alpha = 45
Beta = 30
m
17
16
15
14
13
12
17.9 m
11
10
9
8
7
6
5
4
3
2 mm
2 mm
2
1
0
(d)
Figura 5.94 Aspecto topogrfico da amostra cavitada DS1, (a) MEV 500X, (b) MEV 2000X,
(c) diagrama de nvel (d) topografia tridimensional
189
Length = 2 mm Pt = 9.03 m Scale = 20 m
m
8
6
4
2
(a)
0
-2
-4
-6
-8
-10
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
16
17
18
2 mm
Length = 2 mm Pt = 10.9 m Scale = 20 m
m
6
4
2
0
(b)
-2
-4
-6
-8
-10
-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Length = 19 mm Pt = 35.6 m Scale = 100 m
m
30
20
10
0
(c)
-10
-20
-30
-40
-50
-60
0
10
11
12
13
14
15
19 mm
Figura 5.95 Perfil de rugosidade, (a) leste oeste, (b) norte sul e (c) seo longitudinal da
amostra cavitada DS1
Vale reforar que a amostra DS2 apresentou os melhores resultados para a
resistncia cavitao nos ensaios feitos com o metal de adio em ao inoxidvel
austentico.
De forma geral, os parmetros Sa e Sq de DS2 possuem valores inferiores aos demais
ensaios. Como houve a presena de picos e vales isolados, os parmetros St e Sku so
elevados. Outra constatao de Ssk possuir valor positivo indicando a presena de picos
com baixa densidade de material.
5.5.3. Anlise final das amostras cavitadas
A Figura 5.98 apresenta os parmetros de rugosidade de todos os ensaios aps a
cavitao. Nota-se que existe uma tendncia de queda na rugosidade nos processos com
menor desgaste por cavitao.
190
100 m
30 m
(a)
(b)
0
0.5
1.5
2 mm
0
0.2
30
0.4
25
0.6
0.8
20
1
15
1.2
1.4
10
1.6
5
1.8
0
mm
(c)
Alpha = 45
Beta = 30
m
32
30
28
26
24
22
33.3 m
20
18
16
14
12
10
8
6
2 mm
2 mm
4
2
0
d)
Figura 5.96 Aspecto topogrfico da amostra cavitada DS2, (a) MEV 500X, (b) MEV 2000X,
(c) diagrama de nvel (d) topografia tridimensional
A amostra AF2 apresentou desgaste (D) de 17,66 mg levemente maior do que AF1
com 17,23 mg. Porm, na Fig. 5.98, esta diferena entre Sa e Sq tornou-se muito superior.
As amostras AF1, AF2 e DA4 possuem valores de desgaste prximos e aparentemente
191
esto com uma rugosidade (Sa e Sq) superior DS1 e DS2. Portanto, o parmetro desvio
mdio (Sa) e desvio mdio quadrtico (Sq) possui uma tendncia de crescimento com o
aumento do desgaste (D). Outra constatao que provavelmente as amplitudes de picos e
vales tenham um acrscimo com o aumento do desgaste o que pode ser percebido pela
maior lacuna entre Sa e Sq, principalmente em AF2.
Length = 2 mm Pt = 7.39 m Scale = 10 m
m
5
4
3
2
1
(a)
0
-1
-2
-3
-4
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.4
1.5
1.6
1.7
1.8
1.9 mm
16
17
18
2 mm
Length = 2 mm Pt = 9.09 m Scale = 20 m
m
6
4
2
0
(b)
-2
-4
-6
-8
-10
-12
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.1
1.2
1.3
Length = 19 mm Pt = 19.5 m Scale = 30 m
10
5
(c)
0
-5
-10
-15
0
10
11
12
13
14
15
19 mm
Figura 5.97 Perfil de rugosidade, (a) leste oeste, (b) norte sul e (c) seo longitudinal da
amostra cavitada DS2
Santa et al. (2011), avaliaram o ao inoxidvel austentico AWS E309, obtiveram um
desgaste de aproximadamente 12 mg para 6 horas de cavitao, a uma taxa de 2,8 mg/h,
com Sq de aproximadamente 3 m ao final do ensaio. Os valores encontrados de Sq na Fig.
5.98 esto prximo de 3 m, principalmente no caso das amostras do processo MIG/MAG
arame frio que apresentaram os maiores desgastes.
A Figura 5.99 traz os valores dos parmetros St, Sp e Sv para os ensaios de
cavitao. As amostras em MIG/MAG arame frio apresentaram maior St do que as demais,
ao mesmo tempo em que seu desgaste tambm foi superior. A amostra DS2 destaca-se
192
pelo elevado St, provavelmente fortemente influenciado pelos picos isolados de grande
intensidade na sua superfcie.
4,0
3,5
S (m)
3,0
2,5
2,0
Sa
1,5
Sq
1,0
0,5
0,0
AF1
AF2
DA4
DS1
DS2
Figura 5.98 Parmetro Sa desvio mdio aritmtico do perfil e Sq desvio mdio quadrtico
na cavitao
50
S (m)
40
30
St
Sp
20
Sv
10
0
AF1
AF2
DA4
DS1
DS2
Figura 5.99 Parmetro St - soma dos maiores picos do perfil e maiores vales, Sp - a maior
altura do pico e Sv - maior profundidade do vale
Em todas as amostras, o valor de Sv sempre maior do que Sp, com exceo de
DS2. O parmetro Sv aparentemente tem uma tendncia de amplificao com o aumento do
desgaste, como se pode observar sua queda ao analisar o valor na direo de AF1 a DS2
na Fig. 5.99.
O fator de assimetria apresentou a variao mostrada na Fig. 5.100, destacando-se a
assimetria positiva de DS2.
193
2,0
1,5
Ssk (m)
1,0
0,5
0,0
AF1
-0,5
AF2
DA4
DS1
DS2
-1,0
-1,5
-2,0
Figura 5.100 Parmetro Ssk fator de assimetria
Existe uma tendncia de decaimento da assimetria (valores em mdulo) com a
reduo do desgaste. O valor elevado e positivo da amostra DS2 est relacionado
presena de picos isolados com baixa densidade de material, como visto na Fig. 5.96.
As demais amostras possuem assimetria negativa com indicao de um perfil do tipo
plat. A amostra AF1 tem em sua superfcie vales isolados e profundos, indicado pelo
elevado valor negativo de Ssk e comprovado pela Fig. 5.99, por isso Ssk tambm elevado.
Na Figura 5.101, mostrado o fator de achatamento do perfil (Sku) para todas as
amostras cavitadas.
25
Sku (m)
20
15
10
5
0
AF1
AF2
DA4
DS1
DS2
Figura 5.101 Parmetro Sku fator de achatamento do perfil avaliado (kurtosis)
A indicao de que as amostras DS2 e AF1 apresentam elevados valores
consequncia principalmente da presena de picos e vales pronunciados. Nos demais
194
ensaios, o valor de Sku maior do que 3 est indicando a presena de uma centralizao da
distribuio com valores de picos e vales prximos media.
A Figura 5.102 apresenta os valores do coeficiente de assimetria (Ssk) e curtose
(Sku). Se a distribuio das alturas segue um perfil de curva normal, o valor do grau de
achatamento igual a 3 e o coeficiente de assimetria, igual a zero. De uma maneira geral as
amostras DS1 e DA4 so as mais prximas desta caracterstica, destacando-se por um
baixo valor de cavitao.
30
25
20
15
AF1
AF2
DS1
Sku (m)
DS2
10
5
DA4
-2
-1
CP cavitado
CP inicial
0
0
Ssk (m)
Figura 5.102 Parmetro Sku fator de achatamento do perfil avaliado (kurtosis) e Ssk fator
de assimetria
O resultado AF1 destaca-se pela assimetria negativa, porm com elevado valor de
Sku, provavelmente em consequncia da presena de vales profundos. A amostra DS2
destaca-se por ser uma assimetria positiva e com Sku de alto valor, ocasionado pelas reas
com grandes relevos.
Com intuito similar ao caso da eroso pura, buscou-se avaliar a regio erodida por
cavitao na amostra AF1, com metodologia idntica de mapeamento da regio endurecida
(ver Fig. 3.20 do Captulo III).
Entretanto, como no foi possvel notar diferenas significativas ao longo da espessura
do corpo de prova, acredita-se que a camada formada por endurecimento na cavitao seja
extremamente fina, no sendo possvel sua mensurao pelo ensaio Knoop.
A Figura 5.103 e a Tab. 5.36 apresentam os resultados obtidos, sendo que na
sequncia do trabalho optou-se pela no realizao desta anlise para amostras cavitadas.
195
313
336
292
286
273
Figura 5.103 Avaliao de dureza na regio central (ponto 0) cavitada da amostra AF1
Tabela 5.36 Regio avaliada da amostra cavitada AF1, dureza em kgf/mm2, coordenadas
x e y em mm
x
-5,0
-2,5
-1,0
1,0
2,5
5,0
DP
0,000
252
238
324
313
309
286
342
295
38
0,025
304
287
290
336
311
302
295
304
17
0,050
260
266
292
292
294
306
262
282
19
0,075
251
245
242
286
294
284
275
268
22
0,100
262
241
232
273
281
267
262
260
17
5.6. Comentrios Finais
A soldagem com o processo MIG/MAG duplo arame com metal de adio em ao
inoxidvel austentico apresentou um aspecto superficial adequado com alto rendimento
de deposio, sendo em alguns casos, uma alternativa satisfatria para a soldagem de
revestimento.
Para a soldagem com MIG/MAG arame frio na posio horizontal, os valores
observados para o desgaste em eroso pura e cavitao foram superiores,
provavelmente devido menor resistncia mecnica do revestimento. A baixa diluio
196
proporciona uma microestrutura com menor dureza, sendo provavelmente necessria
uma elevada deformao para ocorrncia de transformaes de fase, ao custo de alta
perda de massa.
A avaliao quantitativa da topografia por interferometria a laser permitiu caracterizar a
morfologia das superfcies, alm de auxiliar no entendimento dos mecanismos de
desgaste.
A eroso demonstrou que o uso do ao inoxidvel austentico, dependendo das
condies de soldagem, pode alcanar desempenho satisfatrio para resistir ao
desgaste 90. Uma das hipteses de que a dureza superior alcanada pela
superfcie dos aos inoxidveis austeniticos em funo da presena de austenita
deformada fornea uma maior resistncia mecnica, reduzindo o desgaste. Estas
observaes sobre a existncia de uma deformao residual esto de acordo com Weiyi
et al. (2014). Provavelmente, as amostras de processos de alta energia como o
MIG/MAG duplo arame passe por transformaes de fase em perodos menores de
tempo, gerando uma superfcie altamente resistente ao desgaste.
Na eroso, os parmetros de rugosidade possuem desempenho similar nos valores
intermedirios de taxa de eroso. Neste caso, no se notou diferena sensvel ao
utilizar a taxa de eroso ou perda de massa acumulada durante a avaliao da
rugosidade, pois possuem tendncias idnticas.
Na cavitao, a perda de massa acumulada foi menor para o processo de alta energia
como no MIG/MAG duplo arame. O processo MIG/MAG arame frio novamente possui os
maiores valores de desgaste na cavitao.
De forma geral, uma baixa perda de massa para um mesmo perodo de ensaio por
cavitao indicou que a distribuio dos picos e vales tende a seguir um aspecto de
distribuio normal, como no caso de DA4 e DS1. Para uma perda de massa
acumulada elevada, tende-se a obter uma superfcie com os picos e vales de maior
intensidade.
Isto
demonstra que
podem
existir
regies
com
microestruturas
diferenciadas que proporcionam maior resistncia cavitao, como no caso
perceptvel das amostras AF1 e AF2.
Os valores extremos de desgaste demonstram que para os ensaios em ao inoxidvel
austentico podem surgir picos ou vales isolados que afetam os parmetros de
rugosidade. Na cavitao, um elevado desgaste proporciona um aumento nas medidas
dos parmetros relacionados aos vales (Sv em AF1), enquanto que uma baixa perda de
massa proporciona maiores picos (Sp em DS2). Entende-se que os picos pronunciados
observados para DS2 estejam ligados s regies com microestruturas especficas e
resistentes capazes de suportar mais fortemente ao desgaste da cavitao.
Anda mungkin juga menyukai
- Apostila Regressão LinearDokumen150 halamanApostila Regressão LinearMauro LucioBelum ada peringkat
- Caracterização de PartículasDokumen39 halamanCaracterização de PartículasJoão Diego FeitosaBelum ada peringkat
- (1971) MONTEIRO - Análise Rítmica em Climatologia - Problemas Da Atualidade Climática em São Paulo e Achegas para Um Programa de Trabalho (Rev. São Paulo)Dokumen20 halaman(1971) MONTEIRO - Análise Rítmica em Climatologia - Problemas Da Atualidade Climática em São Paulo e Achegas para Um Programa de Trabalho (Rev. São Paulo)bafuncioBelum ada peringkat
- 01 - 2014 - Beck - Curso de Confiabilidade Estrutural-DesbloqDokumen243 halaman01 - 2014 - Beck - Curso de Confiabilidade Estrutural-DesbloqLink ZeldaBelum ada peringkat
- Livro Dr. Luis Felipe - Ebook PDFDokumen265 halamanLivro Dr. Luis Felipe - Ebook PDFGabriel NatividadeBelum ada peringkat
- Acidente Prensa PDFDokumen32 halamanAcidente Prensa PDFWagner Nascimento PintoBelum ada peringkat
- Efeito de Aditivos No Transporte de PolpaDokumen7 halamanEfeito de Aditivos No Transporte de PolpaengetarcioBelum ada peringkat
- Simulação Transporte de MinérioDokumen9 halamanSimulação Transporte de MinérioengetarcioBelum ada peringkat
- Caracterização Do Transporte de Polpa de BauxitaDokumen5 halamanCaracterização Do Transporte de Polpa de BauxitaengetarcioBelum ada peringkat
- Ministério Do Trabalho, Convenção Sobre Prensas e SimilaresDokumen3 halamanMinistério Do Trabalho, Convenção Sobre Prensas e SimilaresengetarcioBelum ada peringkat
- Uso de Coagulantes No Transporte de PolpaDokumen7 halamanUso de Coagulantes No Transporte de PolpaengetarcioBelum ada peringkat
- Prensas 2Dokumen88 halamanPrensas 2engetarcioBelum ada peringkat
- Estudo Caso Prensa 01Dokumen10 halamanEstudo Caso Prensa 01engetarcioBelum ada peringkat
- Estudo de Caso de Prensa 03Dokumen14 halamanEstudo de Caso de Prensa 03engetarcioBelum ada peringkat
- PPRPSDokumen8 halamanPPRPSTSTASPIRABelum ada peringkat
- Trabalho Sobre PrensasDokumen47 halamanTrabalho Sobre PrensasengetarcioBelum ada peringkat
- Questionário Saegurança Do TrabalhoDokumen3 halamanQuestionário Saegurança Do TrabalhoengetarcioBelum ada peringkat
- Estudo Caso Prensa 01Dokumen10 halamanEstudo Caso Prensa 01engetarcioBelum ada peringkat
- Segurança em Prensas e Equipamentos Similares Nota Técnica / DSST N.º 16, de 07/03/2005Dokumen9 halamanSegurança em Prensas e Equipamentos Similares Nota Técnica / DSST N.º 16, de 07/03/2005www.cadilhac.com.brBelum ada peringkat
- Metalurgia & MateriaisDokumen6 halamanMetalurgia & MateriaisengetarcioBelum ada peringkat
- Prensas 1Dokumen161 halamanPrensas 1engetarcioBelum ada peringkat
- Prensas 1Dokumen161 halamanPrensas 1engetarcioBelum ada peringkat
- Elaroerosão Por PenetraçãoDokumen10 halamanElaroerosão Por PenetraçãoengetarcioBelum ada peringkat
- Aula 01Dokumen12 halamanAula 01engetarcioBelum ada peringkat
- Aula 01Dokumen12 halamanAula 01engetarcioBelum ada peringkat
- Estudo Comparativo Entre Eletroerosão Com Fio de Latão e Fio de MolibdénioDokumen91 halamanEstudo Comparativo Entre Eletroerosão Com Fio de Latão e Fio de MolibdénioengetarcioBelum ada peringkat
- Questionário Saegurança Do TrabalhoDokumen3 halamanQuestionário Saegurança Do TrabalhoengetarcioBelum ada peringkat
- Questionário Saegurança Do TrabalhoDokumen3 halamanQuestionário Saegurança Do TrabalhoengetarcioBelum ada peringkat
- 627 2880 1 PB PDFDokumen15 halaman627 2880 1 PB PDFErikCostaBelum ada peringkat
- Metalurgia & MateriaisDokumen6 halamanMetalurgia & MateriaisengetarcioBelum ada peringkat
- Lab ViewDokumen338 halamanLab ViewrjpequenoBelum ada peringkat
- Comportamento Dinâmico Estruturas Soldadas PDFDokumen157 halamanComportamento Dinâmico Estruturas Soldadas PDFengetarcioBelum ada peringkat
- Introdução Ao LabVIEWDokumen102 halamanIntrodução Ao LabVIEWengetarcioBelum ada peringkat
- Introdução Ao LabViewDokumen35 halamanIntrodução Ao LabViewMarcelo FernandesBelum ada peringkat
- Introdução Ao LabVIEWDokumen74 halamanIntrodução Ao LabVIEWengetarcioBelum ada peringkat
- Estatística II - Emerson José JungDokumen53 halamanEstatística II - Emerson José JungLuciano Costa0% (1)
- Capitulo 2 - Algumas Distribuições de ProbabilidadesDokumen24 halamanCapitulo 2 - Algumas Distribuições de ProbabilidadesJohn SmithBelum ada peringkat
- Silva - Pesquisa Quantitativa - Elementos Paradigmas e DefiniçõesDokumen18 halamanSilva - Pesquisa Quantitativa - Elementos Paradigmas e DefiniçõesMauro Pisaneschi AzevedoBelum ada peringkat
- Cap17 TeoriaFilas Hillier PDFDokumen70 halamanCap17 TeoriaFilas Hillier PDFLino G. MarujoBelum ada peringkat
- Medidas DescritivasDokumen33 halamanMedidas DescritivasEllen CapeloBelum ada peringkat
- Prova CESPE - 2020 - TJ-PA - Analista Judiciário - EstatísticaDokumen18 halamanProva CESPE - 2020 - TJ-PA - Analista Judiciário - EstatísticaBruno Roseno de Souza MaiaBelum ada peringkat
- Apostila Resistencia Dos MateriaisDokumen64 halamanApostila Resistencia Dos MateriaisBruno Dos Santos RodriguesBelum ada peringkat
- Aplicacao de Paralelismo de Mosfet de Potencia em Conversores Quase RessonantesDokumen8 halamanAplicacao de Paralelismo de Mosfet de Potencia em Conversores Quase RessonantesWesley de PaulaBelum ada peringkat
- Bio e Statistic A Basic ADokumen644 halamanBio e Statistic A Basic AfeernandobBelum ada peringkat
- Simulação ProModelDokumen25 halamanSimulação ProModelScribdTranslationsBelum ada peringkat
- Emerson Alexandro Bolandim - Análise de Confiabilidade em Ligações Parafusadas em Chapas Finas E Perfis de Aço Formados A FrioDokumen336 halamanEmerson Alexandro Bolandim - Análise de Confiabilidade em Ligações Parafusadas em Chapas Finas E Perfis de Aço Formados A Friomateus456Belum ada peringkat
- Lista 3 - Variáveis Aleatórias DiscretasDokumen3 halamanLista 3 - Variáveis Aleatórias DiscretasVictor MarinhoBelum ada peringkat
- Simul8 PDFDokumen41 halamanSimul8 PDFJnr SktBelum ada peringkat
- Apostila Planeja (Sergio - Tonini.button)Dokumen88 halamanApostila Planeja (Sergio - Tonini.button)smoikawaBelum ada peringkat
- AULA 2 Estatística 2022Dokumen32 halamanAULA 2 Estatística 2022Guilherme MendinaBelum ada peringkat
- Probabilidade e Estatística - Slide - Ailton-Aula 19 - Regressão Linear - 2021.1-1Dokumen184 halamanProbabilidade e Estatística - Slide - Ailton-Aula 19 - Regressão Linear - 2021.1-1João Victor Oliveira RodriguesBelum ada peringkat
- (Estudos Hidrológicos) - Rio Iguaçu - RJDokumen271 halaman(Estudos Hidrológicos) - Rio Iguaçu - RJMatheus MartinsBelum ada peringkat
- INFER005Dokumen23 halamanINFER005Manecas GuambeBelum ada peringkat
- O Que São Medidas de PosiçãoDokumen26 halamanO Que São Medidas de PosiçãoedpsousaBelum ada peringkat
- O Cartaz em São Paulo PDFDokumen100 halamanO Cartaz em São Paulo PDFmelzinharochaBelum ada peringkat
- ROTEIRO - Distribuição de Tempos de Residência em ReatoresDokumen6 halamanROTEIRO - Distribuição de Tempos de Residência em Reatoresnelsonsobrinho2602100% (1)
- Texto de Apoio-Cursos de Engenharias-2011Dokumen28 halamanTexto de Apoio-Cursos de Engenharias-2011olimpiosurtarBelum ada peringkat
- Tabela de Distribuic3a7c3a3o de Frequc3aancia Sem Intervalo de ClasseDokumen5 halamanTabela de Distribuic3a7c3a3o de Frequc3aancia Sem Intervalo de ClassezarinoBelum ada peringkat
- Módulo 3Dokumen92 halamanMódulo 3Júlia PaulaBelum ada peringkat
- 7 Cap 5 Graficos DistDokumen23 halaman7 Cap 5 Graficos Distvaldeir_cuitéBelum ada peringkat