Anda mungkin juga menyukai
- Omm Clg856 Dcec IIDokumen140 halamanOmm Clg856 Dcec IIPurnama Abhie100% (2)
- Gas Lift ReferenceDokumen10 halamanGas Lift ReferenceabsherlockBelum ada peringkat
- 05 DR Nirmal Fredrik - NABH Requirements For HealthcareDokumen72 halaman05 DR Nirmal Fredrik - NABH Requirements For HealthcareVignesh BalajiBelum ada peringkat
- Volvo EC55B Compact Excavator Service Repair Manual PDFDokumen20 halamanVolvo EC55B Compact Excavator Service Repair Manual PDFjkdmsmemmd75% (4)
- Risk Assessment Workbook For Mines PDFDokumen64 halamanRisk Assessment Workbook For Mines PDFHamit AydınBelum ada peringkat
- Appendix L Method StatementsDokumen81 halamanAppendix L Method StatementsTATATAHERBelum ada peringkat
- 3054E and 3056E Industrial Engines-Engine SafetyDokumen12 halaman3054E and 3056E Industrial Engines-Engine SafetySantiago Capiato33% (3)
- Room Cleaning ProcedureDokumen2 halamanRoom Cleaning Procedurers_ilangovan412486% (22)
- High Integrity Protective SystemsDokumen9 halamanHigh Integrity Protective SystemsAbhiyan Anala ArvindBelum ada peringkat
- Room CleaningDokumen29 halamanRoom CleaningYusri YopBelum ada peringkat
- Debottlenecking of Acid Gas Removal UnitaDokumen8 halamanDebottlenecking of Acid Gas Removal Unitasuraj99s_99Belum ada peringkat
- A Low-Cost, High Performance Lab HVAC DesignDokumen4 halamanA Low-Cost, High Performance Lab HVAC Designhtosar2Belum ada peringkat
- The Economic Definition of OreDokumen38 halamanThe Economic Definition of OreJuan Leiva Fuentes73% (11)
- Nodal Analysis - Based Design For Improving Gas Lift Wells ProductionDokumen10 halamanNodal Analysis - Based Design For Improving Gas Lift Wells ProductionSeth CheathamBelum ada peringkat
- Martin 1997 - The Effect of Cohesion Loss and Stress Path On Brittle Rock Strength-1Dokumen28 halamanMartin 1997 - The Effect of Cohesion Loss and Stress Path On Brittle Rock Strength-1Juan Andres Jarufe RavenBelum ada peringkat
- Industrial Air Quality and Ventilation - Controlling Dust Emissions - I.N. Logachev, K.I. Logachev (CRC, 2014) PDFDokumen410 halamanIndustrial Air Quality and Ventilation - Controlling Dust Emissions - I.N. Logachev, K.I. Logachev (CRC, 2014) PDFalejandro_baro419100% (1)
- Ventilation PDFDokumen7 halamanVentilation PDFErick Becker Lino SantosBelum ada peringkat
- Ventilation: Types of SystemsDokumen10 halamanVentilation: Types of SystemsanangwahjudiBelum ada peringkat
- Design of Large Size Cement PlantsDokumen9 halamanDesign of Large Size Cement PlantsSaravanan ParamasivamBelum ada peringkat
- Extending The Mathews Stability Graph For Open Stope DesignsDokumen14 halamanExtending The Mathews Stability Graph For Open Stope DesignsRómulo Eduardo Ayala JimenezBelum ada peringkat
- Business Plan For Plastic in Ethiopia DoDokumen39 halamanBusiness Plan For Plastic in Ethiopia DoTesfaye Degefa100% (3)
- SGS MIN TP2005 05 Hardness Model Reconciliation To Plant Results PDFDokumen14 halamanSGS MIN TP2005 05 Hardness Model Reconciliation To Plant Results PDFPedro PabloBelum ada peringkat
- 07th INT-2 PDFDokumen6 halaman07th INT-2 PDFwawinprabs12Belum ada peringkat
- Ventilation Considerations For The New Level Mine Project Access TunnelsDokumen4 halamanVentilation Considerations For The New Level Mine Project Access TunnelsVardhanBelum ada peringkat
- Optimization of The Red Lake Mine Ventilation System: Keith G. Wallace, Jr. Mark Tessier Michael Pahkala Larry SletmoenDokumen6 halamanOptimization of The Red Lake Mine Ventilation System: Keith G. Wallace, Jr. Mark Tessier Michael Pahkala Larry Sletmoen1arcomBelum ada peringkat
- Ventilation On Demand at Gwalia Gold Mine: Mccambridge T and Kuruppu MDokumen10 halamanVentilation On Demand at Gwalia Gold Mine: Mccambridge T and Kuruppu MLeandro CostaBelum ada peringkat
- A Ventilation System For Large Block Cave MinesDokumen7 halamanA Ventilation System For Large Block Cave MinesYojan Ccoa CcopaBelum ada peringkat
- Practical Implementation of VOD at The Henderson Mine: R. Dave Brokering, D.M. Loring, C.J. RutterDokumen8 halamanPractical Implementation of VOD at The Henderson Mine: R. Dave Brokering, D.M. Loring, C.J. RutterCARLOS OSIEL SEBASTIÁN VALDÉSBelum ada peringkat
- Modelling of Okaba Underground Coal Mine Ventilation System: J.M Akande, Onifade MoshoodDokumen7 halamanModelling of Okaba Underground Coal Mine Ventilation System: J.M Akande, Onifade MoshoodArrizky Putra NoordiansyahBelum ada peringkat
- Ventilation On Demand (VOD) Auxiliary Fan Project - Vale Inco Limited, Creighton MineDokumen4 halamanVentilation On Demand (VOD) Auxiliary Fan Project - Vale Inco Limited, Creighton MineElvis Jhoel Sosa LozanoBelum ada peringkat
- 71372-Successful Well Control in The Cantarell Field ApplyinDokumen12 halaman71372-Successful Well Control in The Cantarell Field ApplyinIván VelázquezBelum ada peringkat
- Paper Completación de PozosDokumen3 halamanPaper Completación de PozosEl_KakaBelum ada peringkat
- Column Flotation Circuits in Chilean Copper ConcentratorsDokumen14 halamanColumn Flotation Circuits in Chilean Copper ConcentratorsRaúl García Godoy100% (2)
- Design and Size DuctworkDokumen6 halamanDesign and Size Ductworkwilderness_666Belum ada peringkat
- B. Rothfarb H. Frank D. M. Rosenbaum K. Steiglitz D. J. KleitmanDokumen30 halamanB. Rothfarb H. Frank D. M. Rosenbaum K. Steiglitz D. J. KleitmanYogendra PariharBelum ada peringkat
- Change Is: in The AirDokumen27 halamanChange Is: in The AirCarlos Lara SueldoBelum ada peringkat
- Atmospheric Boundary Layer Wind Tunnel DesignDokumen6 halamanAtmospheric Boundary Layer Wind Tunnel DesignYadvender SinghBelum ada peringkat
- 218 LabSystemDokumen23 halaman218 LabSystemAndryan FebriadiBelum ada peringkat
- Side Channel BlowersDokumen6 halamanSide Channel Blowerspraveenreddy0027Belum ada peringkat
- Grupo 2.2-004Dokumen10 halamanGrupo 2.2-004Anonymous vUzAkDZBelum ada peringkat
- Ventilation Cost CalculationsDokumen15 halamanVentilation Cost CalculationsestebanmarinkovicBelum ada peringkat
- Cb86nvl40m6ufrk0x8r3 PDFDokumen22 halamanCb86nvl40m6ufrk0x8r3 PDFvigneshBelum ada peringkat
- Grupo 2.1-002Dokumen6 halamanGrupo 2.1-002Anonymous vUzAkDZBelum ada peringkat
- Assignment On Recent Advances in Drilling Industry (Horizontal Drilling)Dokumen2 halamanAssignment On Recent Advances in Drilling Industry (Horizontal Drilling)Vedanti BardeBelum ada peringkat
- Coal Mine Ventilation Systems in The United States of AmericaDokumen8 halamanCoal Mine Ventilation Systems in The United States of AmericaYvan BravoBelum ada peringkat
- Pete424 Chapter3Dokumen20 halamanPete424 Chapter3Milton Saul Cruz YucraBelum ada peringkat
- Cspeaq 1Dokumen7 halamanCspeaq 1rusli geologistBelum ada peringkat
- Design and Development of A Water-Flooded Screw Compressor PackagDokumen13 halamanDesign and Development of A Water-Flooded Screw Compressor PackagFrancis LinBelum ada peringkat
- 333-Development and State of The Art in Road Tunnel Ventilation Technology PDFDokumen8 halaman333-Development and State of The Art in Road Tunnel Ventilation Technology PDFMehrdad AminkazemiBelum ada peringkat
- MP 1Dokumen3 halamanMP 1Fake Account 1Belum ada peringkat
- 6 Single Stage Multi Cylider Air CompressorxDokumen4 halaman6 Single Stage Multi Cylider Air CompressorxAmitBelum ada peringkat
- Mine Ventilation SystemDokumen22 halamanMine Ventilation SystemMatías Ignacio Fuentes BustamanteBelum ada peringkat
- Mine Ventilation SystemDokumen9 halamanMine Ventilation SystemAyu YusrikaBelum ada peringkat
- Otc 20340Dokumen13 halamanOtc 20340Rasheed YusufBelum ada peringkat
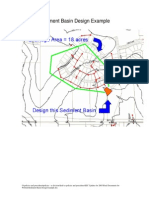
- Sediment Basin ExampleDokumen8 halamanSediment Basin ExampleastarnasBelum ada peringkat
- Diego, I., Torno, S., Toraño, J., Menéndez, M., & Gent, M. A Practical Use of CFD For Ventilation of Underground WorksDokumen12 halamanDiego, I., Torno, S., Toraño, J., Menéndez, M., & Gent, M. A Practical Use of CFD For Ventilation of Underground WorksAlekseiBelum ada peringkat
- Concentric-Coiled-Tubing Well Vacuuming For Complex Horizontal WellsDokumen3 halamanConcentric-Coiled-Tubing Well Vacuuming For Complex Horizontal WellsAQUILES CARRERABelum ada peringkat
- Nodal Analysis-Based Design For Improving Gas Lift Wells ProductionDokumen10 halamanNodal Analysis-Based Design For Improving Gas Lift Wells ProductionEka RamadhanBelum ada peringkat
- 320 (A) 2.0 (B) % 300 (C) 1020 (D) : Design ProblemDokumen4 halaman320 (A) 2.0 (B) % 300 (C) 1020 (D) : Design ProblemDanielle PotatoesBelum ada peringkat
- Gas TurbineDokumen6 halamanGas TurbineRicardo Carpio OssesBelum ada peringkat
- MP2017F - Reveillere CAESnewbeginning v2 PDokumen13 halamanMP2017F - Reveillere CAESnewbeginning v2 PAndrea La FiuraBelum ada peringkat
- Moderndrillingthompson PDFDokumen18 halamanModerndrillingthompson PDFkamaraBelum ada peringkat
- Design of The HVA Water TunnelDokumen10 halamanDesign of The HVA Water TunnelSjoerd_BBelum ada peringkat
- VSM Module FinalDokumen105 halamanVSM Module FinalrebeccamusambanyamaBelum ada peringkat
- Over ViewDokumen19 halamanOver ViewAlek Al HadiBelum ada peringkat
- High-Pressure Gas Lift For Deep, Sour Production - OnePetroDokumen3 halamanHigh-Pressure Gas Lift For Deep, Sour Production - OnePetrovissusamuraiBelum ada peringkat
- Condenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantDokumen4 halamanCondenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantAgustin A.Belum ada peringkat
- Olympus RRDokumen4 halamanOlympus RRrgoveasBelum ada peringkat
- TOPIC3Dokumen69 halamanTOPIC3DanielBelum ada peringkat
- P.T. Freeport Doz Mine Ventilation System: Felipe Calizaya Ketut Karmawan Keith G. Wallace, JRDokumen6 halamanP.T. Freeport Doz Mine Ventilation System: Felipe Calizaya Ketut Karmawan Keith G. Wallace, JRCARLOS OSIEL SEBASTIÁN VALDÉSBelum ada peringkat
- Hadassa HidrociclonesDokumen14 halamanHadassa HidrociclonesHadassa Cabral Ribeiro GrippBelum ada peringkat
- ISRMDokumen40 halamanISRMPrashant PatilBelum ada peringkat
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsDari EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsBelum ada peringkat
- The Mathew's Method For Open Stope Design: Rock MechanicsDokumen9 halamanThe Mathew's Method For Open Stope Design: Rock MechanicsJuan Leiva FuentesBelum ada peringkat
- GSI Applications and LimitationsDokumen21 halamanGSI Applications and LimitationsNicolás SilvaBelum ada peringkat
- Chapter 4 of Rock Engineering 1255342372 Phpapp02Dokumen14 halamanChapter 4 of Rock Engineering 1255342372 Phpapp02Bryant Molina Hernández100% (1)
- 1999 HB For Brittle FailureDokumen16 halaman1999 HB For Brittle FailureYari Diaz LicuimeBelum ada peringkat
- 5Dokumen1 halaman5Juan Leiva FuentesBelum ada peringkat
- Carpetas Vulcan 2018Dokumen4 halamanCarpetas Vulcan 2018Juan Leiva FuentesBelum ada peringkat
- Whittle D. - Vassiliev P. - apcOM97 - Construction Economic Ore Body ModelsDokumen6 halamanWhittle D. - Vassiliev P. - apcOM97 - Construction Economic Ore Body ModelsJuan Leiva FuentesBelum ada peringkat
- Geology: I978, ' R 6 T IDokumen1 halamanGeology: I978, ' R 6 T IJuan Leiva FuentesBelum ada peringkat
- Geotechnical Design For Sublevel Open Stoping: April 2014Dokumen2 halamanGeotechnical Design For Sublevel Open Stoping: April 2014Juan Leiva FuentesBelum ada peringkat
- JtdisttutDokumen6 halamanJtdisttutWilder Cortez FloresBelum ada peringkat
- JtdisttutDokumen6 halamanJtdisttutWilder Cortez FloresBelum ada peringkat
- JtdisttutDokumen366 halamanJtdisttutJuan Leiva FuentesBelum ada peringkat
- JtdisttutDokumen6 halamanJtdisttutWilder Cortez FloresBelum ada peringkat
- Block Theory and Its Application To Rock Engineering PDFDokumen352 halamanBlock Theory and Its Application To Rock Engineering PDFJuan Leiva FuentesBelum ada peringkat
- MNT - Groeneveld, Topal - Robust Flexible and Operational Mine DesignDokumen9 halamanMNT - Groeneveld, Topal - Robust Flexible and Operational Mine DesignJuan Leiva FuentesBelum ada peringkat
- 0 Crushing Classifcation PDFDokumen10 halaman0 Crushing Classifcation PDFJuan Leiva FuentesBelum ada peringkat
- Carmacks Project FS - Cu, Au, Ag, CanadaDokumen189 halamanCarmacks Project FS - Cu, Au, Ag, CanadaJuan Leiva FuentesBelum ada peringkat
- CRC Mining Conference PaperDokumen13 halamanCRC Mining Conference PaperDJSAGABelum ada peringkat
- Strategic Mine Planning-Communicating Uncertainty With ScenariosDokumen8 halamanStrategic Mine Planning-Communicating Uncertainty With ScenariosJuan Leiva FuentesBelum ada peringkat
- The Economic Definition of Ore PDFDokumen151 halamanThe Economic Definition of Ore PDFJuan Leiva FuentesBelum ada peringkat
- Dissolution Kinetics of Malachite in Ammoniaammonium Carbonate LeachingDokumen8 halamanDissolution Kinetics of Malachite in Ammoniaammonium Carbonate LeachingJuan Leiva FuentesBelum ada peringkat
- Modelo de ReservasDokumen8 halamanModelo de ReservasJuan Leiva FuentesBelum ada peringkat
- Calculo de c1Dokumen11 halamanCalculo de c1Nicolas Pacheco NeckelBelum ada peringkat
- v094n10p279 LAUBSCHERDokumen15 halamanv094n10p279 LAUBSCHERRoclooBelum ada peringkat
- Contaminacion AcusticaDokumen114 halamanContaminacion AcusticaJuan Leiva FuentesBelum ada peringkat
- Deadfast Sulphur CandleDokumen4 halamanDeadfast Sulphur CandleKewal N MishraBelum ada peringkat
- MSDS Sodium CarbonateDokumen6 halamanMSDS Sodium CarbonateEndang SupriyatnaBelum ada peringkat
- Operation & Maintenance Manual: Hydraulic ExcavatorDokumen248 halamanOperation & Maintenance Manual: Hydraulic ExcavatorBiswajit DasBelum ada peringkat
- S1 - Preliminaries (Jan 2013)Dokumen64 halamanS1 - Preliminaries (Jan 2013)msyan1965Belum ada peringkat
- LG Ang Multi SplitDokumen27 halamanLG Ang Multi Splittrungnq_ktd97Belum ada peringkat
- Particle / Dust Sensor Module: DSM 501 SeriesDokumen7 halamanParticle / Dust Sensor Module: DSM 501 SeriesAnkit SharmaBelum ada peringkat
- WF Rock PhosphateDokumen4 halamanWF Rock Phosphateagungwibowo PhtBelum ada peringkat
- Contoh Teks HortatoryDokumen3 halamanContoh Teks HortatoryJamil AjaBelum ada peringkat
- Vicks Humidifier ManualDokumen5 halamanVicks Humidifier ManuallizalouBelum ada peringkat
- Safety Information LMS68-HR25Dokumen144 halamanSafety Information LMS68-HR25RobertIsaiRuizAcostaBelum ada peringkat
- Road Dust Control With Calcium ChlorideDokumen5 halamanRoad Dust Control With Calcium Chloridesschaffer345Belum ada peringkat
- MSDS Asam BenzoatDokumen5 halamanMSDS Asam BenzoatdiantikaBelum ada peringkat
- En Lucitone 199 PowderDokumen6 halamanEn Lucitone 199 Powderpmg000Belum ada peringkat
- STIHL MM 55 Owners Instruction ManualDokumen68 halamanSTIHL MM 55 Owners Instruction ManualfatmirBelum ada peringkat
- Paper On Environmental Management Plan For Port and Harbour ProjectsDokumen9 halamanPaper On Environmental Management Plan For Port and Harbour ProjectsKhabilongtshup Khumujam100% (1)
- Alternative Routes To Iron MakingDokumen8 halamanAlternative Routes To Iron MakingMohd AyazBelum ada peringkat
- Cpc07e-Ms-str-0010 Method of Statement For Installation of BridgeDokumen13 halamanCpc07e-Ms-str-0010 Method of Statement For Installation of BridgeMariam MousaBelum ada peringkat
- Sodium Nitride MsdsDokumen8 halamanSodium Nitride MsdsSandeep PatelBelum ada peringkat
- Science Invetigatory Project For Print 1 2Dokumen9 halamanScience Invetigatory Project For Print 1 2florendoandreijoaqueBelum ada peringkat
- Midea Klima Katalogus Midea Main 2008 EngDokumen43 halamanMidea Klima Katalogus Midea Main 2008 EngJoao NogueiraBelum ada peringkat