Anda mungkin juga menyukai
- OrientationDokumen11 halamanOrientationDheerajGunwantBelum ada peringkat
- AI in HealthDokumen2 halamanAI in HealthDheerajGunwantBelum ada peringkat
- AI in HealthDokumen2 halamanAI in HealthDheerajGunwantBelum ada peringkat
- SpeechDokumen3 halamanSpeechDheerajGunwantBelum ada peringkat
- Orientation MBADokumen8 halamanOrientation MBADheerajGunwantBelum ada peringkat
- ErgonomicsDokumen15 halamanErgonomicsDheerajGunwantBelum ada peringkat
- Lec 2Dokumen34 halamanLec 2Kamesh Singh JadounBelum ada peringkat
- C1 U1 BFMCDokumen8 halamanC1 U1 BFMCpapun99Belum ada peringkat
- R ProgrammingDokumen61 halamanR ProgrammingJCarlos BarradasBelum ada peringkat
- De Gruter V K Singh PDFDokumen8 halamanDe Gruter V K Singh PDFDheerajGunwantBelum ada peringkat
- C1 U1 BFMCDokumen8 halamanC1 U1 BFMCpapun99Belum ada peringkat
- LNM 1Dokumen42 halamanLNM 1KANHIYA78100% (1)
- Ques.1. A Manufacturer Wishes To Determine How To Produce Two Products A and B So As ToDokumen1 halamanQues.1. A Manufacturer Wishes To Determine How To Produce Two Products A and B So As ToDheerajGunwantBelum ada peringkat
- CAEA Fracture MechanicsDokumen13 halamanCAEA Fracture MechanicsjsmnjasminesBelum ada peringkat
- Tutorial de Mecánica de La Fractura (Ansys APDL)Dokumen14 halamanTutorial de Mecánica de La Fractura (Ansys APDL)omarihuanoBelum ada peringkat
- Ijeit1412201209 01Dokumen7 halamanIjeit1412201209 01DheerajGunwantBelum ada peringkat
- Psyc200 0810Dokumen11 halamanPsyc200 0810Faisal RahmanBelum ada peringkat
- D1 87 10Dokumen32 halamanD1 87 10priyajv14Belum ada peringkat
- 04.laboratory Exercise IVDokumen5 halaman04.laboratory Exercise IVDheerajGunwant80% (5)
- Theories of FailureDokumen23 halamanTheories of FailureDheerajGunwant25% (4)
- Form-1 Bank Linking FormDokumen1 halamanForm-1 Bank Linking FormSayantan172Belum ada peringkat
- 1 - 5 Nptel Design NotesDokumen3 halaman1 - 5 Nptel Design NotesgirishnnaikBelum ada peringkat
- ANSYS Tutorial: Jake Blanchard January 2008Dokumen24 halamanANSYS Tutorial: Jake Blanchard January 2008Joan HeviaBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- CompanyDokumen20 halamanCompanyGolden RosesBelum ada peringkat
- Structure Property Relationships For Polyether-Based ElectrolyteDokumen9 halamanStructure Property Relationships For Polyether-Based ElectrolyteYu WangBelum ada peringkat
- Optical Mineralogy: Lab 11 - Fall, 2012 Feldspars: Exsolution, Zoning, and TwinningDokumen23 halamanOptical Mineralogy: Lab 11 - Fall, 2012 Feldspars: Exsolution, Zoning, and TwinningDhany RizkyBelum ada peringkat
- V.O. No. 1 - Lemery Pob. Milan FINALDokumen50 halamanV.O. No. 1 - Lemery Pob. Milan FINALRamVin AranoBelum ada peringkat
- Laminations Led To IncidentDokumen3 halamanLaminations Led To IncidentAhmad KadafiBelum ada peringkat
- CSWIP Welding Inspection Notes and QuestionsDokumen133 halamanCSWIP Welding Inspection Notes and Questionslram70100% (20)
- COM800 Offshore CoatingsDokumen21 halamanCOM800 Offshore CoatingsVicente RegulezBelum ada peringkat
- FIP Water Treatment Solutions 2017 LRDokumen28 halamanFIP Water Treatment Solutions 2017 LRSomaia Al-AkrasBelum ada peringkat
- Bk91 1310 CPF Ved 016 Qac h13 0001 - B - Positive Material Identification Procedure For Basket FiltersDokumen8 halamanBk91 1310 CPF Ved 016 Qac h13 0001 - B - Positive Material Identification Procedure For Basket FiltersPanneer SelvamBelum ada peringkat
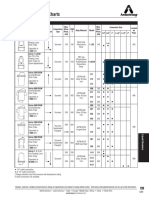
- Armstrong Liquid Drain Trap Id ChartDokumen3 halamanArmstrong Liquid Drain Trap Id ChartJuan Carlos Vazquez RosasBelum ada peringkat
- Chem Unit 5 Quantitative QuestionsDokumen27 halamanChem Unit 5 Quantitative QuestionsRizam UmerBelum ada peringkat
- InstrumentacionDokumen11 halamanInstrumentacionJOSE MARTIN MORA RIVEROSBelum ada peringkat
- Experiment 3: Neutralization Capacity of Commercial Antacid AcidDokumen10 halamanExperiment 3: Neutralization Capacity of Commercial Antacid AcidfizaBelum ada peringkat
- A two-parameter analysis of S-N fatigue life using Δσ and σmaxDokumen12 halamanA two-parameter analysis of S-N fatigue life using Δσ and σmaxEngels OchoaBelum ada peringkat
- Ur m77 Rev3 Sep 2021 UlDokumen3 halamanUr m77 Rev3 Sep 2021 UlEmrh YsltsBelum ada peringkat
- Final Salt AnalysisDokumen8 halamanFinal Salt AnalysisAnonymous SomeoneBelum ada peringkat
- Chemical Energetics 2Dokumen14 halamanChemical Energetics 2Shafqat ShakeelBelum ada peringkat
- Ethylene Production by Naphtha Cracking TechnologyDokumen6 halamanEthylene Production by Naphtha Cracking TechnologyHina IbrahimBelum ada peringkat
- 1.5 Atomic Structure and PeriodicityDokumen13 halaman1.5 Atomic Structure and PeriodicitychwalidBelum ada peringkat
- Iron - Carbon SystemDokumen21 halamanIron - Carbon SystemYavana KeerthiBelum ada peringkat
- Extraction and Uses of Metals 1 QP PDFDokumen12 halamanExtraction and Uses of Metals 1 QP PDFAngus AnizBelum ada peringkat
- Chemistry Module Form 4 Complete SetDokumen197 halamanChemistry Module Form 4 Complete SetDawana Nasuha100% (2)
- BEC008 - MemsnemsDokumen39 halamanBEC008 - MemsnemsACHIEVER MBelum ada peringkat
- Bacterial Concrete or Self Healing Concrete For Crack RepairsDokumen6 halamanBacterial Concrete or Self Healing Concrete For Crack RepairsAnish PandeyBelum ada peringkat
- Case Study: Materials For Blood Bags: WWW - Blood.co - UkDokumen6 halamanCase Study: Materials For Blood Bags: WWW - Blood.co - UkBijuChudraponvelilThomasBelum ada peringkat
- Experiment 9: Direct Titration of Lead With Eriot and Edta SynopsisDokumen2 halamanExperiment 9: Direct Titration of Lead With Eriot and Edta SynopsisAhmed AliBelum ada peringkat
- Process Parameters - Ordonez 2015Dokumen126 halamanProcess Parameters - Ordonez 2015vũ minh tâm100% (2)
- Pmgsy Bridge For 3.8 CroresDokumen234 halamanPmgsy Bridge For 3.8 CroresSantosh ReddyBelum ada peringkat
- TO - 1 1 8nDokumen182 halamanTO - 1 1 8nmuya78Belum ada peringkat