Lanza
Diunggah oleh
Álvaro JaraHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Lanza
Diunggah oleh
Álvaro JaraHak Cipta:
Format Tersedia
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 1 de 29
SOUTHERN PERU COPPER CORPORATION
FUNDICIN DE COBRE DE ILO
IZAMIENTO DE LA LANZA
2333-230-55-55-MA-1004
MANUAL DE OPERACIN Y
MANTENIMIENTO DE LA LANZA,
SISTEMA DE IZAMIENTO Y MANEJO DE
LA LANZA
N de Copia
Elaborado por:
COPIA DESTINADA A:
Fecha
Firma:
Revisado por:
Firma:
Revisado por:
Fecha
Firma:
Fecha
Revisado por:
Firma:
Aprobado por:
Fecha
Firma:
Fecha
Aprobado por:
Fecha
Firma:
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 2 de 29
TABLA DE CONTENIDOS
TABLA DE CONTENIDOS....................................................................................................... 2
1
INTRODUCCIN.......................................................................................................... 5
1.1 DESCRIPCIN BSICA.................................................................................................. 5
MOTO-REDUCTOR DE LA LANZA.............................................................................6
2.1 COMPONENTES........................................................................................................... 6
2.1.1
MOTOR ELCTRICO (TEM 2)...............................................................................6
2.1.2
FRENO DE DISCO (TEM 4)..................................................................................6
2.1.3
MONTAJE DEL CALIBRADOR DEL FRENO (TEM 3)...................................................6
2.1.4
CAJA REDUCTORA (TEM 1).................................................................................6
2.1.5
ENGRANAJE DE ACOPLAMIENTO (TEM 7)..............................................................6
2.1.6
ENGRANAJE MOTRIZ DE LA CADENA (TEM 11).......................................................6
2.1.7
MARCO
2.1.8
PLUMMER BLOCK BEARINGS (TEM 5)...................................................................7
2.1.9
INTERRUPTOR ROTATORIO DE LMITE (TEM 13).....................................................7
DEL IZADOR
(ITEM 8)..............................................................................7
2.1.10
CABINAS DE CONTROL ELCTRICO...................................................................7
2.1.11
CUBIERTA DE SEGURIDAD...............................................................................7
2.2 INSTRUCCIONES DE INSTALACION.......................................................................7
2.3 PRUEBAS PRE OPERACIONALES..........................................................................7
2.4 OPERACION............................................................................................................ 8
2.5 MANTENIMIENTO.................................................................................................... 8
2.5.1
PROCEDIMIENTO................................................................................................8
2.5.2
CRONOGRAMA................................................................................................... 8
2.5.3
CUADRO DE SOLUCIN DE PROBLEMAS................................................................9
2.6 LUBRICACION....................................................................................................... 10
2.7 LISTA DE PLANOS................................................................................................. 11
2.8 MANUALES DE OPERACIN Y MANTENIMIENTO................................................11
3
CARRO PORTA LANZA............................................................................................ 12
3.1 DESCRIPCION BASICA......................................................................................... 12
3.2 COMPONENTES DEL CARRO PORTA LANZA......................................................12
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 3 de 29
3.2.1
UNIN FLEXIBLE......................................................................................... 12
3.2.2
MONTAJE DE ANCLAJE DE TUBERAS.......................................................12
3.2.3
ANILLO DE SEPARACIN Y MECANISMO DE CIERRE..............................12
3.2.4
MARCO DEL CARRO PORTA LANZA...........................................................12
3.2.5
FUELLES DE EMERGENCIA DE LAS CADENAS DE SOPORTE..................12
3.2.6
CONTRAPESO DE LA LNEA DE AIRE DE PROCESO ARTICULADA..........13
3.2.7
CILINDRO NEUMTICO/BARRA DEL ANILLO DE SEPARACIN.................13
3.2.8
CELDA DE CARGA.......................................................................................13
3.3 ENSAMBLAJE / INSTRUCCIONES DE INSTALACION...........................................13
3.4 PRUEBAS PRE OPERACIONALES........................................................................13
3.5 OPERACION.......................................................................................................... 14
3.5.1
CAMBIO DE LANZA......................................................................................14
3.6 MANTENIMIENTO.................................................................................................. 15
3.6.1
INTERRUPTOR DE AJUSTE DEL IZAMIENTO DE LA UNIN FLEXIBLE...........................15
3.6.2
AJUSTE DEL INTERRUPTOR DEL BRAZO DE SUJECIN..........................15
3.6.3
REEMPLAZO DE LA UNIN FLEXIBLE........................................................16
3.6.4
REEMPLAZO DEL RESORTE SUPERIOR DE LA HORQUILLA....................17
3.6.5
REEMPLAZO DE LOS RESORTES DE LA HORQUILLA INFERIOR.............18
3.6.6
PROGRAMACIN......................................................................................... 19
3.6.7
SOLUCIN DE PROBLEMAS.......................................................................20
3.7 LUBRICACION....................................................................................................... 20
3.7.1
PROGRAMACIN.............................................................................................. 20
3.8 LISTA DE PLANOS................................................................................................. 21
3.9 MANUALES DE OPERACIN Y MANTENIMIENTO...............................................21
4
CADENA Y ENGRANAJES........................................................................................ 22
4.1 COMPONENTES.................................................................................................... 22
4.2 ENGRANAJE DE ATAQUE DE LA CADENA...........................................................22
4.3 CADENA DE IZAMIENTO.......................................................................................22
4.4 ENGRANAJES........................................................................................................ 22
4.5 INSTRUCCIONES DE ENSAMBLAJE E INSTALACION..........................................22
4.6 PRUEBAS PRE OPERACIONALES........................................................................22
4.7 OPERACION.......................................................................................................... 23
4.8 MANTENIMIENTO.................................................................................................. 23
4.8.1
CRONOGRAMA............................................................................................ 23
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
4.8.2
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 4 de 29
SOLUCIN DE PROBLEMAS................................................................................23
4.9 LUBRICACION....................................................................................................... 24
4.9.1
CRONOGRAMA............................................................................................ 24
4.10 LISTA DE PLANOS................................................................................................. 24
4.11 MANUALES DE OPERACIN Y MANTENIMIENTO...............................................24
5.
CONTRAPESO DEL SISTEMA DE IZAMIENTO DE LA LANZA..............................25
5.1. DESCRIPCION BASICA......................................................................................... 25
5.2. MONTAJE E INSTRUCCIONES DE INSTALACION................................................25
5.3. PRUEBAS PRE OPERACIONALES........................................................................25
5.4. OPERACION.......................................................................................................... 25
5.5. MANTENIMIENTO.................................................................................................. 25
5.5.1.
PROGRAMACIN......................................................................................... 25
5.6. LUBRICACION....................................................................................................... 26
5.7. LISTA DE PLANOS................................................................................................. 26
6.
RIELES GUIA DEL CARRO PORTA LANZA.............................................................27
6.1. DESCRIPCION BASICA......................................................................................... 27
6.2. INSTRUCCIONES DE INSTALACION.....................................................................27
6.3. PRUEBAS PRE OPERACIONALES........................................................................27
6.4. OPERACION.......................................................................................................... 27
6.5. MANTENIMIENTO.................................................................................................. 27
6.5.1.
PROGRAMACIN......................................................................................... 27
6.6. LUBRICACION....................................................................................................... 27
6.6.1.
PROGRAMACIN......................................................................................... 27
6.7. LISTA DE PLANOS................................................................................................. 28
7.
TUBERIA ARTICULADA DE AIRE DE PROCESO...................................................28
7.1. DESCRIPCION BASICA......................................................................................... 28
7.2. INSTRUCCIONES DE INSTALACION.....................................................................28
7.3. PRUEBAS PRE OPERACIONALES........................................................................28
7.4. OPERACION.......................................................................................................... 28
7.5. MANTENIMIENTO.................................................................................................. 28
7.5.1.
PROGRAMACIN......................................................................................... 29
7.6. LUBRICACION....................................................................................................... 29
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
7.6.1.
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 5 de 29
PROGRAMACIN......................................................................................... 29
INTRODUCCIN
1.1
Descripcin Bsica
El izamiento de la lanza puede ser descrito como el movimiento vertical de la lanza
mientras que est conectado al carro porta lanza. La operacin y mantenimiento del
sistema de izamiento est cubierto por las siguientes publicaciones asociadas y debe ser
leido conjuntamente con este documento:
2333-230-25-RP-1002
Descripcin del proceso y de la planta
2333-230-00-MA-1003
Manual de entrenamiento del operador de campo
2333-230-00-MA-1002
Manual de entrenamiento del operador del horno
2333-230-00-MA-1005
Manual de entrenamiento en mantenimiento del horno
La lanza es soportada en un carro porta lanza que es izado y bajado por una cadena
conectada al mismo. El carro porta lanza es guiado por un par de rieles verticales fijos. El
moto-reductor elctricamente accionado es controlado por el PCS para permitir un
posicionamiento completamente automtico.
El sistema de izaje de la lanza puede ser operado a tres diferentes velocidades: rpido
(fast), lento (slow) y muy lento (creep) en modo automtico o manual. La velocidad muy
lenta es usada normalmente solo en caso de que est operando en modo automtico y
para mantener la punta de la lanza en una posicin pre establecida relativa a la parte
superior del bao. Las otras velocidades son usadas para mover la lanza hacia dentro o
fuera del horno.
Cuando cesa la fusin, la lanza es completamente retirada del horno. Cuando es retirada,
la lanza est cubierta de escoria. La escoria fra que cubre la lanza debe ser removida en
forma segura. Cuando la lanza est en la posicin de ascenso, las puertas de escoria
permanecen cerradas alrededor de la lanza para contener y dirigir la cada de la escoria
hacia la caja de escoria. Para retirar la escoria de la lanza, se golpea la misma con un
martillo metlico largo soportado por una gra pescante.
El izador de la lanza consta de:
Moto-reductor del izador, el que proporciona la fuerza para mover el carro porta lanza de
acuerdo a los requerimientos necesarios para su operacin y control. (Ver seccin 2)
Carro porta lanza, el que soporta y transporta la lanza a lo largo de su movimiento vertical,
ya sea hacia dentro o fuera del horno. (Ver seccin 3)
Cadena y engranajes, los que proporcionan un acoplamiento mecnico para trasnmitir el
movimiento del carro porta lanza. (Ver seccin 4)
Contrapeso de la lanza, el que minimiza el esfuerzo requerido por el sistema de izamiento.
El carro porta lanza es contrapesado por el sistema de izaje por un gran contrapeso. (Ver
seccin 5)
Riles gua del carro porta lanza, El carro porta lanza corre sobre un juego de robustos y
cuidadosamente alineados rieles. (ver seccin 6)
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
MOTO-REDUCTOR DE LA LANZA
2.1
Componentes
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 6 de 29
(Ver plano 2333-230-55-1150 para la descripcin de los tems).
El moto-reductor de la lanza tiene los siguientes componentes:
2.1.1
Motor elctrico (tem 2)
El motor elctrico es un motor de 22 KW, 3 fases, 480 V y 4 polos controlado por una
unidad de corriente alterna de velocidad variable conectada al PCS para permitir un
posicionamiento completamente automtico. El motor tambin contiene en forma separada
un ventilador controlado externamente a este sistema. El motor est unido a un
acoplamiento tipo eje que se conecta a una caja reductora de doble accin.
El motor es seleccionado para trabajar con un controlador vectorial de flujo. El motor esta
unido a un codificador (encoder), el que determina la posicin relativa del rotor con el
estator. Esto proporciona la retroalimentacin necesaria para el controlador vectorial de
flujo del motor.
2.1.2
Freno de disco (tem 4)
El acoplamiento del disco de freno est conectado al eje de acoplamiento del motor
elctrico y transmite fuerza a travs del disco de freno montado en el eje y dentro de la caja
reductora de doble accin. Los acoplamientos tienen dos mitades de differing bore
diameters and are driven and located by a drive key and two grub screws on each half. The
smaller bore is fitted to the disc shaft.
2.1.3
Montaje del calibrador del freno (tem 3)
El montaje del calibrador del freno est fijado al marco del izador y al disco de
acoplamiento. Los frenos son aplicados mediante un resorte y son liberados electro
magnticamente. El freno es usado solamente como un freno de parqueo del izador en
posicin estacionaria, es decir cuando este est detenido. El controlador del vector de flujo
detiene al izador antes que se aplique el freno. Una unidad de freno de poder (tem 6) es
montada separadamente de su propia caja elctrica.
2.1.4
Caja reductora (tem 1)
La caja reductora est equipada con un eje de salida. Fijado a esta extensin est un
codificador absoluto (tem 14), el que lee las revoluciones del eje de salida entre los valores
lmites de funcionamiento. Esta informacin es procesada por el PCS para determinar la
distancia relativa de la punta de la lanza a los refractarios de la base del horno.
2.1.5
Engranaje de acoplamiento (tem 7).
Este acoplamiento gearflex de baja velocidad es usado para conectar el eje de salida del
reductor al eje que tiene montado el engranaje contador de la cadena.
2.1.6
Engranaje motriz de la cadena (tem 11)
El engranaje de mando de la cadena es descrito en la seccin 4.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
2.1.7
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 7 de 29
Marco del izador (Item 8)
El marco del izador es el marco de acero que soporta los componentes en su respectivas
posiciones.
2.1.8
Plummer block bearings (tem 5)
Dos flange type plumier block bearings estn montados en el eje de mando que tiene el
engranaje. Los rodamientos estn tapered bore double row spherical roller bearings
mounted on adapter sleeves. The bearing assembly nearest the gearflex coupling is fitted
with a locking ring thereby making it a fixed bearing. The opposite bearing assembly does
not utilize the locking ring and is therefore allowed to float.
2.1.9
Interruptor rotatorio de lmite (tem 13)
Este interruptor lmite rotatorio multivueltas est montado mediante un acoplamiento flexible
al eje del engranaje de mando. Se usa un valor prefijado para proporcionar un lmite de
overtravel para el carro porta lanza en su punto ms bajo de su viaje. Otro valor prefijado
proporciona una seal de retroalimentacin para el interruptor de lmite electromecnico en
la parte ms alta de su viaje. Otros valores prefijados son utilizados para proporcionar
ciertos permisivos de tal forma que la lanza sea izada o bajada (por Ej. On/off)
2.1.10 Cabinas de control elctrico
Las cabinas de control elctrico para el izador estn ubicadas en la sala de control
elctrico. Para detalles del gabinete ver el plano 2333-230-70-1919.
2.1.11 Cubierta de seguridad
Una cubierta de seguridad est montada alrededor del sistema de izamiento para proteger
a los operadores y personal de mantenimiento de posibles accidentes ocasionados por
contacto con partes en movimiento.
2.2
INSTRUCCIONES DE INSTALACION
Para ver las instrucciones de instalacin ver el plano 2333-230-55-MA-1001.
2.3
PRUEBAS PRE OPERACIONALES
Antes de operar el sistema de izamiento del la lanza, se lleva a cabo una completa
inspeccin para asegurarse que todos los componentes y sub sistemas han sido instalados
de acuerdo a los respectivos planos e instrucciones de instalacin. La inspeccin pre
operacional debera incluir lo siguiente:
Securing del marco de montaje al edificio del Isasmelt.
Securing de los componentes del sub sistema al marco de montaje.
Correcto alineamiento delos engranajes de mando con la cadena de izamiento.
Trayectoria de las lneas de servicio para reducir los rozamientos, dao de la planta y al
medio ambiente y si permite el acceso para efectos de mantenimiento.
Libre movimiento de los componentes a lo largo de su rango requerido.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
2.4
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 8 de 29
Verificacin de los sistemas elctrico y electrnico.
Verificacin de los sistemas de aislamiento y emergencia.
Espacio preestablecido entre los componentes.
Aplicacin de los lubricantes adecuados y las pinturas de proteccin requeridas.
Instalacin y funcionamiento de las guardas de proteccin.
Etiquetado e instalacin de placas de identificacin presentes.
Revisin de la documentacin y certificacin de soporte. Las instrucciones preoperacionales para cada subsistema del sistema de izaje de la lanza estn incluidas
dentro de la documentacin.
OPERACION
El sistema de mando para el izaje est generalmente operado automticamente por el
PCS, mientras que la lanza est dentro del horno. El control manual puede ser usado
mediante el panel del PCS, panel del piso de carga, o la unidad de control local del piso 13.
El izador puede ser operado hacia arriba o abajo en cualquiera de las velocidades, rpido
(fast), lento (slow) y muy lento (creep).
Para detalles de la operacin y la descripcin de la lgica de control del sistema de izaje de
la lanza ver el plano 2333-23-70-TP-1106.
2.5
MANTENIMIENTO
El sistema de mando de izaje de la lanza deber estar aislado de la fuente de energa y
bloqueado desde la unidad de control local en el piso 13. Adicionalmente el aire de
proceso, oxgeno y el combustible de la lanza deben estar aislados cuando la lanza va a
ser retirada o cuando los acoplamientos y componentes van a ser cambiados.
2.5.1
Procedimiento
Para cambiar o ajustar las zapatas de freno ver el plano 2333-230-55-MA-1201, Manual
Stromag.
2.5.2
Cronograma
Diario
Inspeccionar visualmente el freno, incluyendo la distancia entre el disco y las zapatas.
Semanal
Verificar el nivel de aceite del reductor.
Verificar si hay fugas de aceite.
Quincenal
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 9 de 29
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Engrasar los rodamientos de mando del engranaje.
Engrasar los acoplamientos flexibles (que poseen araas).
Verificar si hay ruidos raros en el reductor o los rodamientos.
Mensual
Verificar el desgaste de los discos de acoplamiento. Mida y registre el espesor del
disco.
Inspeccione los dientes del engranaje cuando estos alcancen un valor mnimo o
presenten marcas por el uso.
Verificar si los pernos estn correctamente ajustados.
Otros
2.5.3
Reemplazar los discos de freno cuando presenten un valor mnimo establecido por el
fabricante.
Cuadro de solucin de Problemas
Problema
Causa Probable
Los enclavamientos
cumplen
El izador no arranca
El izador arranca pero se corta
no
Solucin recomendada
se
Verificar si los interruptores de
lmite estn activados:
La plataforma de cambio de
lanza est retrada
Las puertas de
estn cerradas
escoria
Falla elctrica
Verificar
si
hay
energa
elctrica y si el interruptor de
velocidad no tiene fallas
Falla del instrumento
Verificar si el controlador del
variador de velocidad tiene
fallas
El izador est colocado en
modo local en el piso 13 o el
LCU del piso 17
Cambiar el LCU a remoto
para habilitar la operacin del
izador desde la sala de control
Rozamiento entre la cadena
del carro portalanza o entre los
patines del contrapeso y los
rieles gua
Verificar
distancias
y
alineamientos entre los patines
y los rieles gua. Volver a
ajustar cuando sea necesario
para
cumplir
con
las
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 10 de 29
especificaciones de diseo
Excesiva interferencia entre la
lanza y la caja de escoria
Verificar si la lanza est
doblada o tiene acreciones
excesivas.
Falla del instrumento
Verificar tiene fallas el variador
de velocidad
Verificar la instrumentacin
asociada con la celda de carga
del carro porta lanza
El freno est pegado
La junta
mueve
articulada
Verificar la operacin del freno
y repare si es necesario
no
se
Verificar las condiciones de las
juntas articuladas.
Reprelas o cmbielas si es
necesario
2.6
Falla elctrica
Verifique si los cables estn
daados o mal conectados
Falla del transmisor
Verificar que el transmisor est
funcionando correctamente y si
est
calibrada
en
forma
adecuada.
Celda de carga defectuosa
Realizar pruebas elctricas
para verificar la condicin de la
celda
Celda de carga
incorrectamente
Instalar la celda de carga
correctamente de acuerdo al
plano
instalada
LUBRICACION
El aceite recomendado para el reductor es el BP Energol CS320.
Verificar los niveles de aceite de acuerdo a las recomendaciones escritas en los
procedimientos de mantenimiento.
Cambiar el aceite cada vez que hay una reparacin total del horno.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
2.7
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 11 de 29
LISTA DE PLANOS
Plano N
Ttulo
2333-230-75-1109
Piping & Instrument Diagram
2333-230-55-1130
Lance Hoisting System Arrangement Sheet 1
2333-230-55-1131
Lance Hoisting System Arrangement Sheet 2
2333-230-55-1132
Lance Hoisting System Carriage Movement Diagram
2333-230-55-1150
Lance Hoist Drive Assembly
2333-230-55-1139
Lance Hoist Drive guard Detail
2.8
MANUALES DE OPERACIN Y MANTENIMIENTO
Documento N
Ttulo
2333-230-55-MA-1201
Disk brake-Stromag
2333-230-55-MA-1202
Wire rope Epoxy-Socketfast
2333-230-55-MA-1203
Gas reducer-Hansen
2333-230-55-MA-1204
Gearflex couplings-David Brown
2333-230-55-MA-1205
Jaw couplings-Fenner
2333-230-55-MA-1206
Spherical Roller Bearings-NTN
2333-230-55-MA-1207
4 Elemented Gear Switch-Cuttler Hammer
2333-230-55-MA-1208
Encoder-Segmann
2333-230-55-MA-1209
Limit Switch
2333-230-55-MA-1210
Electric Motor-Baldor
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
CARRO PORTA LANZA
3.1
DESCRIPCION BASICA
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 12 de 29
El carro porta lanza es usado para soportar la lanza, las mangueras y las tuberas de
servicio de la misma. El carro porta lanza est colocado con un mecanismo que fija la lanza
al carro porta lanza y conecta y desconecta el aire de proceso hacia y de la lanza. El
mecanismo es accionado por el operador durante el proceso de cambio de la lanza.
La lanza es soportada en una estructura que simula una plataforma colgante tipo horquilla
que in turn est soportado sobre resortes. Esto le permite a la lanza moverse libremente en
el transporte durante el proceso de fusin.
3.2
COMPONENTES DEL CARRO PORTA LANZA
El carro porta lanza consta de los siguientes componentes:
3.2.1
UNIN FLEXIBLE
La unin flexible permite a la lanza moverse libremente en el carro porta lanza durante la
fusin, mientras mantiene un sello en el la unin del gas a la lanza. La unin flexible
tambin proporciona un medio de desacoplamiento del aire de proceso de la lanza antes
de retirar la misma.
3.2.2
MONTAJE DE ANCLAJE DE TUBERAS
Las juntas de ensamblaje de la tubera unen la lnea articulada de aire de proceso a la
parte superior del carro porta lanza y permite que el aire de proceso y el oxgeno industrial
sean alimentados a la lanza.
3.2.3
ANILLO DE SEPARACIN Y MECANISMO DE CIERRE
El anillo de separacin conecta los fuelles del aire de proceso a la brida superior de la
lanza. El anillo est fijado a un cilindro neumtico y engrapado a la brida superior de la
lanza con un mecanismo de engrampe.
El mecanismo de engrampe puede ser liberado y el anillo levantado por el cilindro
neumtico (pistn) de tal forma que la lanza pueda ser retirada del carro porta lanza
cuando sea necesario.
3.2.4
MARCO DEL CARRO PORTA LANZA
Los soportes del marco del carro porta lanza soportan la lnea de aire de proceso, la
horquilla de la lanza, los soportes de los patines, los soportes de la cadena, y el contrapeso
para la lnea articulada de aire de proceso.
3.2.5
FUELLES DE EMERGENCIA DE LAS CADENAS DE SOPORTE
Las cadenas de soporte son usadas para soportar la unin flexible y anillo de separacin
en caso de una falla de la unin flexible del cilindro de izaje. La unin flexible puede ser
levantada mediante la lanza y la gra de mantenimiento antes de fijar la gra y retirar la
lanza.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
3.2.6
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 13 de 29
CONTRAPESO DE LA LNEA DE AIRE DE PROCESO ARTICULADA
Un contrapeso es conectado al carro porta lanza para contrapesar en parte la carga
excntrica de la lnea articulada de aire de proceso. Reduciendo la carga excntrica se
disminuye las fuerzas friccionales entre los patines del carro porta lanza y los rieles gua y
de esta forma reduce la carga al izador del carro porta lanza.
3.2.7
CILINDRO NEUMTICO/BARRA DEL ANILLO DE SEPARACIN
El cilindro neumtico y la barra de izamiento del anillo de separacin son proporcionadas
para comprimir los fuelles. El cilindro est ubicado en la parte superior del codo de ingreso
de aire del carro porta lanza y la barra de izamiento del anillo de separacin est conectada
a la parte inferior del pistn a lo largo de la lnea central de la unin flexible hacia la brida
inferior de montaje de la unin flexible. Comprimiendo la unin flexible brinda suficiente
espacio para retirar o remplazar la lanza cuando sea necesario.
3.2.8
CELDA DE CARGA
El enlace de la celda de carga est fijado al izador entre el final de la cadena y el carro
porta lanza.
La celda de carga es usada para limitar la carga durante el izamiento en el techo del
horno, el que ocurre cuando el viaje de la lanza es impedida por las acreciones cuando
viaja hacia arriba a travs del puerto de la lanza y la caja de escoria. La celda de carga es
tambin utilizada para evitar una sobrecarga de la cadena del izador en ausencia de carga
(por ejemplo cuando la lanza permanece colgada en la caja de escoria cuando est en
viaje hacia el interior del horno).
CUIDADO
EL ENLACE DE LA CELDA DE CARGA CONTIENE COMPONENTES ELECTRONICOS
MUY SENSIBLES QUE DEBEN ESTAR PROTEGIDOS CONTRA IMPACTOS POR
CARGAS MECANICAS Y ALTAS CARGAS DE CORRIENTE ELECTRICA PRODUCTO DE
LOS TRABAJOS DE SOLDADURA
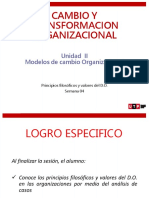
Figura 1.- Componentes del carro porta lanza
3.3
ENSAMBLAJE / INSTRUCCIONES DE INSTALACION
El carro porta lanza es embarcado completamente armado en la medida que las
dimensiones de embarque lo permitan. Armar los componentes que fueron removidos para
efectos de embarque e instale el carro porta lanza en los rieles gua.
Para instrucciones de instalacin ver el plano 2333-230-55-MA-1001.
3.4
PRUEBAS PRE OPERACIONALES
Verificar la separacin de los patines deslizadores y ajstelos si fuera necesario (ver
plano 2333-230-55-1201).
Verificar el mecanismo de cierre. Ajstelo de acuerdo a los requerimientos.
Verifique que la secuencia neumtica funcione correctamente.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 14 de 29
Haga pruebas de ascenso y descenso del carro porta lanza sobre los rieles gua.
Verifique que las separaciones sean las adecuadas.
Verifique el balance del carro porta lanza. Ajuste el equilibrio de los pesos si fuera
necesario.
Verifique que todas las mangueras estn conectadas correctamente.
Verifique que la conexin a la cadena del izador est asegurada correctamente.
3.5
OPERACION
3.5.1
CAMBIO DE LANZA
CUIDADO
EL AIRE DE PROCESO, OXIGENO Y COMBUSTIBLE DE LA LANZA DEBEN SER
AISLADOS ANTES EJECUTAR UNA CAMBIO DE LANZA
Para cambiar una lanza, debe seguirse la siguiente secuencia:
3.5.1.1 Llevar el carro porta lanza a la posicin de cambio de lanza, adyacente a la
plataforma de cambio en el piso 13.
3.5.1.2 Conectar el gancho de izamiento de la lanza.
3.5.1.3 Ubicar la vlvula de activacin, colocada en la parte inferior del carro porta lanza
a la posicin liberada. Esto automticamente iniciar una secuencia donde el
mecanismo de sujecin de la lanza se liberar y el anillo de separacin ser izado.
3.5.1.4 Cuando la secuencia de liberacin y separacin se han completado, la lanza
puede ser retirada del carro porta lanza y transportada a la zona de
almacenamiento.
3.5.1.5 Transportar la lanza a su ubicacin de almacenamiento (ver procedimiento
separado).
3.5.1.6 Seleccionar una lanza de reemplazo y colocarla en el soporte (ver procedimiento
separado).
3.5.1.7 Verificar que los sellos ubicados en la parte superior de la lanza sean colocados
correctamente.
3.5.1.8 Colocar la vlvula de activacin en la posicin de cierre. Esto iniciar
automticamente la secuencia donde el anillo de separacin es bajado y el
mecanismo de sujecin accionado.
3.5.1.9 Verificar que la lanza est sujeta en forma segura y que la junta entre la brida
superior de la lanza est alineada y efectivamente sellada.
En la eventualidad de una falla del mecanismo neumtico, se sigue el siguiente procedimiento
para cambiar la lanza:
3.5.1.10 Aislar la lnea de aire del carro porta lanza y libere la presin del sistema (por
ejemplo desacople la lnea de aire de los pistones).
3.5.1.11 Conectar dos tecles al marco del carro porta lanza
3.5.1.12 Manualmente, retirar los brazos de sujecin girando los terminales cuadrados
ubicados en la punta del eje de ambos brazos. Desacoplar las mangueras para
liberar la presin de los pistones si fuera necesario.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 15 de 29
3.5.1.13 Usando los tecles, levantar el anillo separador al mismo tiempo en ambos lados
hasta que la parte inferior de la brida inferior est 230 mm sobre el borde superior
de la brida de la lanza.
3.5.1.14 Retirar y reemplazar la lanza y verificar los sellos de acuerdo al procedimiento
normal.
3.6
MANTENIMIENTO
CUIDADO
EL MECANISMO DE IZAMIENTO DE LA LANZA DEBE SER AISLADO DE LA FUENTE DE
ENERGIA Y BLOQUEADO DESDE EL LCU EN EL PISO 13. ADICIONALMENTE EL AIRE DE
PROCESO, OXIGENO Y PETROLEO DE LA LANZA DEBEN ESTAR AISLADOS ANTES DE
RETIRAR LA LANZA O CAMBIAR CONEXIONES O ALGUN COMPONENTE
PRECAUCION
Se debe prohibir el ingreso del personal al piso de alimentacin durante el mantenimiento del
carro porta lanza. Ver los procedimientos internos de seguridad de la planta.
3.6.1
Interruptor de ajuste del izamiento de la unin flexible
NOTA
El interruptor es accionado por el anillo separador cuando la brida inferior ha tocado la brida
superior de la lanza. Esta seal habilita los brazos de sujecin para que sean activados (cerrados).
Para ajustar el interruptor de izamiento debe seguirse el siguiente procedimiento:
3.6.1.1 Ubicar el carro porta lanza en la posicin de cambio de lanza.
3.6.1.2 La lanza debe ser retirada.
3.6.1.3 Bloquear el mecanismo de izamiento.
3.6.1.4 Aflojar los pernos que soportan el interruptor de lmite a la horquilla. Y deslizar el cuerpo
del interruptor mas cerca al carro porta lanza. Ligeramente ajuste los pernos.
3.6.1.5 Verificar el funcionamiento del interruptor, ajuste la posicin del mismo hasta que se
obtenga la posicin correcta y el interruptor funcione correctamente.
3.6.1.6 Ajuste los pernos.
3.6.1.7 Vuelva a verificar el funcionamiento del interruptor.
3.6.1.8 Vuelva a activar el equipo.
3.6.2
AJUSTE DEL INTERRUPTOR DEL BRAZO DE SUJECIN
NOTA
El interruptor es accionado por uno de los brazos de sujecin cuando este se encuentra en la
posicin completamente abierta. La seal habilita el pistn para que sea activado (por ejemplo el
pistn en posicin retrada y la unin flexible ajustada)
Para ajustar el interruptor del brazo de sujecin proceder como sigue:
3.6.2.1 Ubicar el carro porta lanza en la posicin de cambio de lanza.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 16 de 29
3.6.2.2 La lanza debe ser retirada.
3.6.2.3 Bloquear el mecanismo de izamiento.
3.6.2.4 Aflojar los pernos de montaje del interruptor. Alejar el interruptor tan lejos como lo permitan
las ranuras.
3.6.2.5 Accionar el mecanismo de sujecin de tal forma que los brazos se encuentren en la
posicin completamente abiertos.
3.6.2.6 Deslizar el interruptor hacia la placa de ataque del brazo de sujecin hasta que el pistn
est completamente depressed. Alejarlo 2 a 3 mm y ajustar los pernos.
3.6.2.7 Verificar el funcionamiento del interruptor.
3.6.2.8 Volver a verificar el funcionamiento del interruptor y asegurarse que la secuencia de
sujecin/liberar operen correctamente.
3.6.3
REEMPLAZO DE LA UNIN FLEXIBLE
Ver los planos 2333-230-55-1210
Para reemplazar la unin flexible preceder de la siguiente manera:
3.6.3.1 Ubicar el carro porta lanza en la posicin de cambio de lanza.
3.6.3.2 Aflojar el mecanismo de sujecin de la lanza, levantar el anillo de separacin y retirar la
lanza.
3.6.3.3 Colocar dos tecles de 0.5 TM de capacidad en las orejas del carro porta lanza, uno a cada
lado del anillo de separacin. Enganchar la cadena de los tecles a las orejas del anillo de
separacin.
3.6.3.4 Aislar la fuente de aire comprimido del carro porta lanza y liberar la presin de la lnea.
Desacoplar las lneas de aire del pistn de izamiento.
3.6.3.5 Aflojar los pernos y retirar el interruptor lmite del anillo de de separacin.
3.6.3.6 Usando los tecles levantar el anillo de separacin hasta una longitud total de
aproximadamente de 700 mm, que es la altura de la unin flexible (de brida a brida).
3.6.3.7 Colocar y asegurar el ngulo de traslado a la unin flexible (4 pernos) (Ver plano 2333-23055-1210).
3.6.3.8 Retirar las tuercas usadas para asegurar el eje del pistn al anillo de separacin.
3.6.3.9 Usar la gra auxiliar de la lanza para retirar el pistn de izamiento. Verificar si los sellos del
pistn, ejes y juntas flotantes presentan fallas. Reemplcelos si fuese necesario.
3.6.3.10 Afloje, pero no retire los pernos que aseguran la parte superior de la unin flexible a la
tubera de anclaje.
3.6.3.11 Asegure el marco de izamiento de la unin flexible al gancho de izamiento de la lanza.
Usando la gra de la lanza, asegure el marco de izamiento a la unin flexible.
3.6.3.12
Desacoplar los ganchos del anillo de separacin de la lanza.
3.6.3.13
Colocar el peso de la unin flexible en el marco de izamiento.
3.6.3.14
Retirar los pernos que aseguran la parte superior de la unin flexible a la tubera.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 17 de 29
3.6.3.15 Retirar la unin flexible y el sistema del anillo de separacin del carro porta lanza. Bajar
este dispositivo al piso. Liberar el marco de izamiento de la unin flexible.
3.6.3.16 Desacoplar la unin flexible usada y colocar la nueva. Asegurarse que se instale un
nuevo empaque entre la unin flexible y el anillo de separacin.
3.6.3.17 Volver a fijar la unin flexible/dispositivo del anillo de separacin al carro porta lanza
siguiendo el procedimiento explicado lneas arriba en orden inverso.
3.6.3.18
Reinstalar y probar el interruptor de izamiento (ver procedimiento separado).
3.6.3.19
Correr una prueba y ajustar el mecanismo de sujecin si es necesario.
3.6.4
REEMPLAZO DEL RESORTE SUPERIOR DE LA HORQUILLA
Para reemplazar un resorte superior de la horquilla, proceder como sigue:
3.6.4.1 Ubicar el carro porta lanza en la posicin de cambio de lanza.
3.6.4.2 La lanza debe ser retirada y la horquilla asegurada con las cadenas de seguridad.
3.6.4.3 Bloquear el sistema de izamiento.
CUIDADO
Los resortes de la horquilla estn comprimidos, por lo tanto deben ser desarmados con
cuidado.
NOTA
Todos los resortes deben ser cambiados durante la parada por mantenimiento
3.6.4.4 Liberar la compresin de los resortes uniformemente por la parte superior, aflojando las
tuercas de ajuste.
3.6.4.5 Para los resortes que sern reemplazados aplicar los siguientes pasos:
3.6.4.5.1 Retirar las tuercas y volandas de los pernos de retencin.
3.6.4.5.2 Retirar los pernos pasantes desde la parte de abajo del marco del carro porta lanza.
3.6.4.5.3 Retirar los resortes superiores y las volandas restantes. Las volandas deben ser
inspeccionadas para determinar si estn daadas y reemplazadas si fuese necesario.
Colocar el nuevo resorte y sus volandas.
3.6.4.5.4 Reinstalar los pernos pasantes por debajo del carro porta lanza.
3.6.4.5.5 Colocar las volandas superiores y las tuercas. Ajustar manualmente.
3.6.4.5.6 Ajustar los tres resortes uniformemente, es decir girar una vuelta a cada uno de ellos
antes de empezar nuevamente. Continuar hasta que los resortes estn ajustados como
se muestra en el detalle X y la seccin C del plano 2333-230-55-1201.
3.6.4.5.7 Colocar las tuercas y ajustarlas.
3.6.4.6 Verificar los alineamientos son correctos.
3.6.4.7 Reactivar los sistemas del carro porta lanza y del izador.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 18 de 29
3.6.4.8 Verificar que el alineamiento de la lanza sea el correcto cuando el carro porta lanza sea
colocado por primera vez colocado en servicio.
3.6.4.9 Monitorear la horquilla y asiento (saddle and cradle) durante los primeros dias de
operacin. Verifique si las tuercas o volandas se han desajustado o desalineado.
3.6.4.10 Volver a verificar las dimensiones pretension horquilla y el asiento despus de una o
dos semanas de operacin.
3.6.5
REEMPLAZO DE LOS RESORTES DE LA HORQUILLA INFERIOR
Para reemplazar un resorte de la parte inferior de la horquilla seguir las siguientes instrucciones:
3.6.5.1 Ubicar el carro porta lanza en la posicin de cambio de lanza.
3.6.5.2 Retirar la lanza.
3.6.5.3 Bloquear el mecanismo de izamiento de la lanza.
PRECAUCION
Los resortes de la horquilla est comprimidos, sus componentes deben ser desmontados
con cuidado.
NOTA
Todos los resortes deberan ser cambiados durante una parada por mantenimiento general
3.6.5.4 Retirar la unin flexible, el pistn, el, anillo de izamiento de acuerdo a la seccin 3.6.3.
3.6.5.5 Retirar los resortes de la parte superior de acuerdo a la seccin 3.6.4.
3.6.5.6 Remover los pernos pasantes por la parte inferior del marco del carro porta lanza.
3.6.5.7 Retirar los resortes superiores volandas restantes. Las volandas deben ser inspeccionadas
para ver si estn daadas y reemplazarlas si fuese necesario. Colocar las nuevas volandas
y los resortes nuevos.
3.6.5.8 Usando los tecles levantar la horquilla hasta que haya suficiente espacio como para retirar
los resortes inferiores.
3.6.5.9 Reemplazar los resortes inferiores y bajar la horquilla con los tecles.
3.6.5.10
Volver a instalar los pernos pasantes por debajo del marco del carro porta lanza.
3.6.5.11
Volver a colocar los resortes superiores.
3.6.5.12
Colocar las volandas y tuercas. Ajustarlas manualmente.
3.6.5.12.1 Ajustar los tres resortes uniformemente, es decir girar una vuelta a cada uno de ellos
antes de empezar nuevamente. Continuar hasta que los resortes estn ajustados como
se muestra en el detalle X y la seccin C del plano 2333-230-55-1201.
3.6.5.12.2 Colocar las tuercas seguro y ajustarlas.
3.6.5.13
Verificar si el alineamiento es bueno.
3.6.5.14
Energizar los sistemas de izamiento y del carro porta lanza.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 19 de 29
3.6.5.15 Verificar que el alineamiento de la lanza sea el correcto cuando el carro porta lanza sea
colocado por primera vez colocado en servicio.
3.6.5.16 Monitorear la horquilla y asiento (saddle and cradle) durante los primeros das de
operacin. Verifique si las tuercas o volandas se han desajustado o desalineado.
3.6.5.17 Volver a verificar las dimensiones pretension horquilla y el asiento despus de una o
dos semanas de operacin.
3.6.6
PROGRAMACIN
Diaria
Verificar que el valor pre establecido de la presin de aire comprimido sea como mnimo
500 kpa
Semanal
Verificar si hay resortes rotos o vencidos.
Verificar que las tuercas seguro estn ajustadas y no se hayan movido
Verificar que los patines deslizantes estn montados en forma segura y no tengan
excesivo desgaste.
Verificar que las planchas contrapeso del carro porta lanza estn bien atadas.
Verificar que todas las tuercas y las tuercas tipo seguro est bien ajustadas.
Verificar que los mecanismos de separacin de las tuberas, mangueras y su montaje
se encuentren en buenas condiciones.
Verificar que los pistones neumticos y acoplamientos asociados estn en buenas
condiciones.
Verificar que la tubera de aire no tenga fugas.
Verificar la condicin de los interruptores lmite
Verificar que la lnea de petrleo, lneas del transductor del tip pressure y lneas de aire
de planta estn en buenas condiciones.
Mensual
Verificar que todas las mangueras y los ponchos de los pistones estn en buenas
condiciones.
Inspeccionar las uniones flexibles, verificar si estn daadas o presentan fracturas.
Llenar el reporte de la inspeccin realizada.
Verificar si hay fugas por los sellos de los pistones.
Trimestral
Verificar si hay desgaste en los lock down shaft bushes
Verificar si hay desgaste en los patines del carro porta lanza.
Verificar los espacios entre las guas y los patines. Ajustar si fuese necesario
Verificar si hay pernos sueltos en los patines. Ajustarlos si fuese necesario.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 20 de 29
Inspeccionar los resortes para ver si hay roturas o se han vencido.
Verificar la unin articulada para ver si hay fugas.
Verificar que las uniones giratorias se muevan con libertad.
Otros
3.6.7
Cambiar las uniones flexibles cada seis meses.
Reemplazar los filtros en las lneas de aire comprimido que van hacia el carro porta
lanza. Verificar la condicin del lubricador de lnea de aire cada seis meses.
En cada reparacin del horno que involucre cambio de refractario reemplazar lo
siguiente:
o
Sellos en los pistones neumticos.
Ponchos de los pistones
Resortes superiores e inferiores de la horquilla.
Lock down shaft bushes.
Las juntas flotantes en el eje de izamiento del anillo de separacin.
Sellos de las juntas swing.
SOLUCIN DE PROBLEMAS
Problema
Causa probable
Solucin recomendada
Baja presin de aire
Verificar la presin del aire.
Verificar el aire de todo el
sistema de Fundicin.
Pistones no operan
apropiadamente
Interruptores
ajustados
de
lmite
Roce excesivo entre
patines y las guas
La velocidad del carro porta
lanza es errtica
3.7
LUBRICACION
3.7.1
Programacin
mal Verificar
y
ajustar
interruptores de lmite.
los
los
Verificar y ajustar la separacin
entre los patines y las guas.
Verificar el balance de los
contrapesos del carro porta
lanza y ajustarlos si fuese
necesario.
Instalacin
Aplicar dos capas de Molybond 122L, disulfuro de molibdeno seco al mecanismo de
sujecin de la lanza y a los ejes y bujes durante el montaje.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 21 de 29
Quincenalmente
Engrasar la unin mvil con grasa Mobil, compatible con el uso de oxgeno: Mobilith SCH
460.
Otros
Volver a aplicar lubricante cada vez que se desmonten los ejes para mantenimiento.
3.8
LISTA DE PLANOS
Plano N
Ttulo
2333-230-75-1109
Piping & Instrument Diagram
2333-230-55-1134
Lance Handling Load cell detail
2333-230-55-1200
Lance carriage general arrangement sheet 1
2333-230-55-1201
Lance carriage general arrangement sheet 2
2333-230-55-1207
Isasmelt furnace Lance carriage support cradle & locking mechanism
assembly
2333-230-55-1210
Lance carriage bellows
2333-230-55-1211
Lance carriage general arrangement sheet 10
2333-230-55-1212
Isasmelt furnace - Lance detaching mechanism pneumatic schematic
diagram
2333-230-55-1213
Lance carriage general arrangement sheet 12
2333-230-55-1214
Lance carriage general arrangement sheet 13
2333-230-55-1216
Lance carriage bellows lifting attachment general arrangement
3.9
MANUALES DE OPERACIN Y MANTENIMIENTO
Plano N
Ttulo
2333-230-55-MA-1211
Bellows Radcoflex
2333-230-55-MA-1212
Flex hose Radcoflex
2333-230-55-MA-1213
Pneumatic equipment (various) SMC
2333-230-55-MA-1235
Grampas - Stauff
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
CADENA Y ENGRANAJES
4.1
COMPONENTES
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 22 de 29
Las cadenas y engranajes conectan el carro porta lanza al sistema de izamiento e incluye
los siguientes componentes:
4.2
ENGRANAJE DE ATAQUE DE LA CADENA
El pin de ataque de la cadena est montado entre dos chumaceras con
rodamientos sobre el sistema de izamiento de la lanza. El engranaje es del tipo
doble y ubicado sobre el eje de mando, est fijo al eje mediante dos pernos tipo
seguro.
4.3
CADENA DE IZAMIENTO
CUIDADO
Asegurarse de conectar las planchas de unin y los pines de divisin son
instalados de acuerdo a las recomendaciones del fabricante.
La cadena de izamiento consiste de un juego de dos cadenas con eslabones de
63.5 mm, cada cadena consiste de 785 eslabones al lo largo (200HV-1). Los
enlaces tipo 58 son ubicados en ambas puntas de la cadena.
4.4
ENGRANAJES
Hay 4 engranajes. Cada uno de ellos est montado sobre un eje que est soportado
por una chumacera y su respectivo rodamiento.
4.5
INSTRUCCIONES DE ENSAMBLAJE E INSTALACION
Para las instrucciones de instalacin, ver el manual 2333-230-55-MA-1001.
4.6
4.1.1.
4.1.2.
4.1.3.
4.1.4.
4.1.5.
PRUEBAS PRE OPERACIONALES
Antes del comisionado de la cadena de izamiento de la lanza y los engranajes, se
debe hacer una completa inspeccin para asegurar que todos los componentes y
sub sistemas han sido instalados de acuerdo a sus respectivos planos e
instrucciones de instalacin. La inspeccin debe incluir:
La seguridad de los marcos de montaje del edificio del Isasmelt.
La seguridad de que los componentes del sub sistema estn sujetos al marco de
montaje del edificio.
El correcto alineamiento de los componentes del sistema de mando. Registrar en
forma escrita las mediciones.
Routing de las lneas de servicio para minimizar el desgaste por abrasin, dao a
la atmsfera y la planta y que permita el acceso para efectos de mantenimiento.
Libre movimiento de los componentes en su rango requerido.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
4.1.6.
4.1.7.
4.1.8.
4.1.9.
4.1.10.
4.1.11.
4.1.12.
4.7
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 23 de 29
Verificar los sistemas elctrico y electrnico.
Verificar los sistemas de emergencia y aislamiento.
Pre establecer las distancias entre los componentes.
Aplique los lubricantes correctos y las pinturas de proteccin adecuadas
Instalacin y funcionamiento de los protectores de los componentes
Etiquetado y presencia de las placas de identificacin.
Revisin de la documentacin de soporte y certificacin.
OPERACION
(No aplica)
4.8
MANTENIMIENTO
El sistema de izamiento de la lanza debe ser aislado de la fuente de energa y
bloqueado desde el LCU del piso 13. Adicionalmente, el aire de proceso, oxgeno y
petrleo deben ser aislados cuando la lanza va a ser retirada o cuando los
acoplamientos y componentes de los mismos van a ser cambiados.
4.8.1
CRONOGRAMA
El sistema de izamiento de la lanza est seleccionado para trabajo pesado y
continuo y generalmente requiere mnima atencin. Sin embargo debera ser
inspeccionado regularmente para asegurarse que se encuentra en buenas
condiciones. Deben verificarse las especificaciones del fabricante de la cadena para
determinar los requerimientos necesarios para su lubricacin. El punto donde la
cadena se une al carro porta lanza debe ser chequeado regularmente para ver si
hay signos anormales de desgaste o dao por efecto de las salpicaduras de
escoria. Esto es especialmente importante si el horno est experimentado
problemas de tiro por alguna razn. Verificar las planchas laterales de la cadena
para ver si presentan desgaste natural o por friccin. Los engranajes de la cadena
deben ser verificados para asegurar que est girando libremente y los ejes de las
chumaceras necesitan ser engrasadas quincenalmente.
Mensual
Verificar si los rodamientos presentan ruidos raros
Verificar si hay desgaste anormal en los dientes del engranaje
Inspeccionar las cadenas para determinar si hay desgaste o marcas
Verificar si hay pernos sueltos y ajustarlo en caso de ser necesario
Otros
Reemplazar los engranajes de carga de acuerdo a la necesidad
Cambiar los dems engranajes cuando sea necesario.
4.8.2
Solucin de problemas
Problema
Causa probable
Solucin recomendada
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Excesivo desgaste en
cadena o los engranajes
4.9
LUBRICACION
4.9.1
CRONOGRAMA
la
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 24 de 29
Desalineamiento
Volver a alinear los engranajes
Lubricacin deficiente
Lubricar los engranajes de la
cadena de acuerdo a las
instrucciones mencionadas en
este manual. Incrementar la
frecuencia de lubricacin si
fuese necesario.
Instalacin
Aplicar dos capas del lubricante Molybond 122L a los dientes de la cadena y a los
patines.
Semanalmente
Engrasar todos los engranajes y chumaceras
Mensualmente
4.10
Aplicar dos capas del lubricante Molybond 122L a los dientes del engranaje
LISTA DE PLANOS
Plano N
Ttulo
2333-230-55-1135
Chain & Idler Sprocket Beam Assembly
2333-230-55-1136
Lance Hoist Idler Sprocket Assembly
2333-230-55-1137
Lance Hoist Sprocket Frame Detail
2333-230-55-1138
Lance Hoist Sprocket Frame Detail
2333-230-55-1139
Lance Sprocket Guard Detail
2333-230-55-1145
Lance Sprocket Mounting Beam Detail Sheet 1
2333-230-55-1146
Lance Sprocket Mounting Beam Detail Sheet 2
4.11
MANUALES DE OPERACIN Y MANTENIMIENTO
Documento N
Ttulo
2333-230-55-1214
Plummer Block SKF
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
2333-230-55-1215
Hoist Chain
2333-230-55-1216
Load Cell & Transmitter
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 25 de 29
5. CONTRAPESO DEL SISTEMA DE IZAMIENTO DE LA LANZA
5.1.
DESCRIPCION BASICA
El contrapeso del sistema de izamiento de la lanza consiste de un marco y una
bandeja que pesan aproximadamente 600 kg, contrapesos de 115 kg cada uno y
pesas adicionales de 46 kg cada una. Las dimensiones del mecanismo son 2424
mm x 1500 mm x 500 mm y son usados para reducir el esfuerzo requerido por el
mecanismo de izamiento de la lanza.
El contrapeso est conectado al carro porta lanza mediante un grillete a un cable de
acero y se conecta a todo el bloque de la cadena de izamiento.
5.2.
MONTAJE E INSTRUCCIONES DE INSTALACION
Para las instrucciones de instalacin ver el documento 2333-230-55-MA-1001.
5.3.
PRUEBAS PRE OPERACIONALES
Verificar que el grillete est ajustado y marque la cabeza del perno con una X para
confirmar que ha sido ajustado.
Verificar que el bloque de conexin est instalado correctamente y los pernos estn
ajustados. Marcarlos con una X.
Verificar que el contrapeso pueda desplazarse en toda la trayectoria sin rozar con
las guardas.
5.4.
OPERACION
(No aplica)
5.5.
MANTENIMIENTO
El sistema de izamiento de la lanza debe ser aislado de la fuente de energa y
bloqueado desde el LCU en el piso 13. Adicionalmente, el aire de proceso, oxgeno
y petrleo de la lanza deben estar aislados cuando la lanza va a ser retirada o
cuando los acoplamientos y componentes van a ser cambiados.
5.5.1.
PROGRAMACIN
Semestral
Verificar que el grillete est ajustado y sin daos.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 26 de 29
Verificar que la cadena y cable de acero al bloque de conexin estn sin daos y los
pernos ajustados.
Inspeccionar si el contrapeso tiene ruidos o marcas. Registrar e investigar las causas
de dao.
Verificar los patines para asegurarse que los pernos de sujecin estn ajustados.
Verificar si hay desgaste; reemplazar si es necesario.
Verificar la separacin entre los patines y los rieles gua. Ajustarlos so fuese necesario.
Anual
Verificar si el cable tiene dao, torones rotos o defectuosos. Note todos los daos y busque
ayuda tcnica para ver si se necesita reemplazo.
Verificar que las conexiones thimble estn en buenas condiciones y libres de deformacin.
5.6.
LUBRICACION
(No aplicable)
5.7.
LISTA DE PLANOS
Plano N
Ttulo
2333-230-55-1159
Lance Hoist Counterweight Guard Upper Section Assembly
2333-230-55-1160
Lance Hoist Counterweight Guard Upper Section Details 1
2333-230-55-1161
Lance Hoist Counterweight Guard Upper Section Details 2
2333-230-55-1162
Lance Hoist Counterweight Guard Lower Section Assembly
2333-230-55-1163
Lance Hoist Counterweight Guard Lower Section Details 1
2333-230-55-1164
Lance Hoist Counterweight Guard Upper Section Details 2
2333-230-55-1165
Lance Hoist Counterweight Guard Upper Section Details 3
2333-230-55-1166
Lance Hoist Counterweight Guide Arrangement
2333-230-55-1167
Lance Hoist Counterweight Arrangement
2333-230-55-1168
Lance Hoist Counterweight Details 1
2333-230-55-1169
Lance Hoist Counterweight Details 2
6. RIELES GUIA DEL CARRO PORTA LANZA
6.1.
DESCRIPCION BASICA
Los rieles gua del carro porta lanza constan de un marco de acero, el que est
sujeto al edificio del Isasmelt. Cuando el carro porta lanza est en operacin, se
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 27 de 29
mueve verticalmente a lo largo de las guas, asegurando que el carro porta lanza
quede alineado con el puerto de la lanza del horno.
6.2.
INSTRUCCIONES DE INSTALACION
Para instrucciones de instalacin, ver el documento 2333-230-55-MA1001.
6.3.
PRUEBAS PRE OPERACIONALES
Verifique el alineamiento de los rieles guia y compare con las tolerancias
geomtricas mostradas en el plano de arreglo 2333-230-55-1172. Ajustar si fuese
necesario.
6.4.
OPERACION
(No es aplicable)
6.5.
MANTENIMIENTO
El sistema de izamiento de la lanza debe ser aislado de la fuente de energa y
bloqueado desde el LCU en el piso 13.
6.5.1.
PROGRAMACIN
Trimestral
Verificar para confirmar que los pernos de soporte estn ajustados.
Verificar que si hay mal alineamiento o estn deformados.
6.6.
LUBRICACION
6.6.1.
PROGRAMACIN
Instalacin
Los rieles del carro porta lanza deben ser lubricados con lubricante seco Molibond 122L
o su equivalente. Colocar dos capas sobre los rieles en el momento del comisionado.
Semanal
Inspeccionar los patines y rieles una vez por semena, buscando seales de desgaste.
Aplicar lubricante adicional si fuese necesario.
Semestral
Recubrir los rieles guia con el lubricante recomendado cada seis meses.
NOTA
El uso de lubricantes preparados a base de componentes combustibles sobre los patines y los
rieles gua debe evitarse.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
6.7.
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 28 de 29
LISTA DE PLANOS
Plano N
Ttulo
2333-230-55-1170
Lance Carriage Guides general Arrgt. Sheet 1
2333-230-55-1171
Lance Carriage Guides general Arrgt. Sheet 2
2333-230-55-1172
Lance Carriage Guides Details 1
2333-230-55-1173
Lance Carriage Guides Details 2
7. TUBERIA ARTICULADA DE AIRE DE PROCESO
7.1.
DESCRIPCION BASICA
El montaje de la tubera articulada de aire de proceso consta de piezas rgidas de
tubera, juntas de expansin, juntas giratorias y juntas del tipo de bola usadas para
llevar el aire de proceso desde una conexin de un tubo estacionario en el piso 11
al carro porta lanza. El diseo de la tubera articulada permite al carro porta lanza
desplazarse libremente a lo largo de todo el recorrido por los rieles gua, mientras
mantiene un flujo continuo de gas hacia la lanza.
7.2.
INSTRUCCIONES DE INSTALACION
Para ver las instrucciones de instalacin, consultar el documento 2333-230-55-MA1001.
7.3.
PRUEBAS PRE OPERACIONALES
Ver el documento 2333-230-55-MA-1001.
7.4.
OPERACION
(No es aplicable)
7.5.
MANTENIMIENTO
El sistema de izamiento de la lanza debe ser aislado de la fuente de energa y
bloqueado desde el LCU en el piso 13. Adicionalmente, el aire de proceso, oxgeno
y petrleo de la lanza deben ser aislados antes de realizar cualquier reparacin.
CUIDADO
Se debe tener mucho cuidado al manipular todos los acoplamientos y tuberas
en el sistema de aire de proceso, para asegurarse que no ingrese ningn
elemento contaminante a la tubera, esto se aplica en particular al petrleo,
grasa o cualquier otro material carbonneo. Usar solamente grasas
compatibles con el oxgeno en las uniones giratorias.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
SISTEMA INTEGRADO DE GESTIN
MANUAL
OPERACIN Y MANTENIMIENTO DE LA LANZA
DEL HORNO ISASMELT
7.5.1.
Cdigo: FU-MNSIG-ISA-23
Revisin: 0
Pgina: 29 de 29
PROGRAMACIN
Semanal
Verificar que las juntas giratorias de la lnea de aire de proceso tengan movimiento libre
y no haya fugas.
Verificar que las uniones flexibles de la lnea de aire de proceso estn en buenas
condiciones.
Mensual
Inspeccionar las uniones flexibles en busca de fisuras u otros daos. Monitorear y
registrar los resultados.
Trimestral
Verificar las juntas buscando evidencias de fugas..
Verificar las uniones giratorias se muevan libremente. Verificar si hay vibraciones
inusuales y/o excesivo consumo de corriente en el motor durante la operacin.
Otros
En cada parada por reparacin total (enladrillado), reemplazar las juntas giratorias.
7.6.
LUBRICACION
7.6.1.
PROGRAMACIN
Quincenal
Engrasar las juntas tipo bola y las giratorias con la grasa Mobilith SCH 460, adecuada
para el uso en lneas de oxgeno.
DOCUMENTO CONTROLADO: Este documento no puede ser reproducido sin autorizacin del responsable de Control
Documentario.
Anda mungkin juga menyukai
- Aleatorios, Dominguez - 2018 - Simulación de Procesos Empresariales - UnknownDokumen35 halamanAleatorios, Dominguez - 2018 - Simulación de Procesos Empresariales - UnknownÁlvaro JaraBelum ada peringkat
- Fu Mnsig Sig 230 IsasmeltDokumen23 halamanFu Mnsig Sig 230 IsasmeltÁlvaro JaraBelum ada peringkat
- Rendimiento y SelectividadDokumen25 halamanRendimiento y Selectividadkarito2005Belum ada peringkat
- Tema 4Dokumen29 halamanTema 4Samuel Espinoza GarciaBelum ada peringkat
- 12 Principios PASDokumen11 halaman12 Principios PASÁlvaro Jara0% (1)
- 1°domiciliaria CineticaDokumen3 halaman1°domiciliaria CineticaÁlvaro JaraBelum ada peringkat
- Articulo InstrumentosDokumen11 halamanArticulo InstrumentosÁlvaro JaraBelum ada peringkat
- Trabajo2 Termo1Dokumen4 halamanTrabajo2 Termo1Álvaro JaraBelum ada peringkat
- TA CompressedDokumen81 halamanTA CompressedJose Luis Cortes CamperoBelum ada peringkat
- Propuestas de Negocios PersuasivasDokumen4 halamanPropuestas de Negocios PersuasivasCarlos CastroBelum ada peringkat
- Trabajo Mecanica AutomotrizDokumen29 halamanTrabajo Mecanica AutomotrizManuel DuqueBelum ada peringkat
- RAC23 - Estándares Aeronav. Categoría Normal, Utilitaria, Acrobática y CommuterDokumen1 halamanRAC23 - Estándares Aeronav. Categoría Normal, Utilitaria, Acrobática y Commutercarlos julio monroyBelum ada peringkat
- IEEE Cable UtpDokumen3 halamanIEEE Cable UtpEdmond AndresBelum ada peringkat
- Estatutos Junta Vecinos Residencial RubíDokumen11 halamanEstatutos Junta Vecinos Residencial RubíPapelería Jaimari100% (1)
- Rubrica Tarea M4 - S1Dokumen2 halamanRubrica Tarea M4 - S1d40606112uBelum ada peringkat
- Taller 1 GeofisicaDokumen4 halamanTaller 1 GeofisicaLIZBETH CARANQUIBelum ada peringkat
- Reglamento de Informática colegioDokumen3 halamanReglamento de Informática colegiojlma_h3Belum ada peringkat
- Topologías de red: bus, estrella, mixta, anillo, árbol y mallaDokumen8 halamanTopologías de red: bus, estrella, mixta, anillo, árbol y mallaDaribel FernandezBelum ada peringkat
- Hoja de Vida Anderson RamirezDokumen3 halamanHoja de Vida Anderson RamirezAnderson Fabian Ramirez EchavarriaBelum ada peringkat
- Registro empresas RAEEDokumen11 halamanRegistro empresas RAEEViktor Hugo TA100% (1)
- El Sol (Madrid. 1917) - 21-4-1927Dokumen12 halamanEl Sol (Madrid. 1917) - 21-4-1927Dory Cano DíazBelum ada peringkat
- ActivoFijo2013 PDFDokumen279 halamanActivoFijo2013 PDFEdmundo R. Neria0% (1)
- S04.s1 - Principios Filosóficos y Valores Del D.ODokumen13 halamanS04.s1 - Principios Filosóficos y Valores Del D.OAndrea Alexandra Pareja MamaniBelum ada peringkat
- La Importancia de Las IdeasDokumen14 halamanLa Importancia de Las Ideasjairo andres lopez mendezBelum ada peringkat
- Android Manual Inst Uso OrbotDokumen4 halamanAndroid Manual Inst Uso OrbotMilton R. SaezBelum ada peringkat
- Razones FinancierasDokumen24 halamanRazones FinancierasDORANISBelum ada peringkat
- Practica 2, Unidad 2, Yahir Alexander Gonzales Fragosa, 1A MIDokumen11 halamanPractica 2, Unidad 2, Yahir Alexander Gonzales Fragosa, 1A MIYAHIR ALEXANDER GONZALEZ FRAGOSABelum ada peringkat
- Foro Tematico Fisica QuimcaDokumen4 halamanForo Tematico Fisica QuimcaRicardo QuintiBelum ada peringkat
- Proyecto Final - Sistemas ExpertosDokumen6 halamanProyecto Final - Sistemas Expertosleidymiel2585Belum ada peringkat
- 1.2.1variable ControlDokumen11 halaman1.2.1variable ControlSaul D.GBelum ada peringkat
- 4.6 TopografíaDokumen14 halaman4.6 TopografíaOswaldo BartoloBelum ada peringkat
- 201309chaebols Murillo Sung ES PDFDokumen14 halaman201309chaebols Murillo Sung ES PDFYudith LlipitaBelum ada peringkat
- 02 ASTM E1641 Cinetica Por TGA Por Metodo OFW - En.esDokumen7 halaman02 ASTM E1641 Cinetica Por TGA Por Metodo OFW - En.esCarlos Ubillas AlcaldeBelum ada peringkat
- Dhu U3 Ea VHTMDokumen2 halamanDhu U3 Ea VHTMVictorBelum ada peringkat
- Taller Realización Auditoria InternaDokumen4 halamanTaller Realización Auditoria InternaAna Maria AlvarezBelum ada peringkat
- El Flash Reset SamsumgDokumen2 halamanEl Flash Reset SamsumgGerson FelipeBelum ada peringkat
- Diseño de Estructuras Hidráulicas - Máximo Villón BDokumen201 halamanDiseño de Estructuras Hidráulicas - Máximo Villón BJou Aguinda PillaBelum ada peringkat
- MozillaDokumen2 halamanMozillaDaniel HernandezBelum ada peringkat