Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Church of God Is Zhang Gil-Ja's Congregation!Dokumen7 halamanThe Church of God Is Zhang Gil-Ja's Congregation!LandryBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Corr AccDokumen100 halamanCorr AccNaveen KumarBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Prabhupada Interview2Dokumen14 halamanPrabhupada Interview2LandryBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- SabbathDokumen6 halamanSabbathLandry100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- VeilDokumen5 halamanVeilLandryBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- X1 - Who Were The Original Jews and HebrewsDokumen4 halamanX1 - Who Were The Original Jews and HebrewsLandry0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Tree of Life and Christ AhnsahnghongDokumen4 halamanThe Tree of Life and Christ AhnsahnghongLandry100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Environmental Issues of Petroleum ExplorationDokumen3 halamanEnvironmental Issues of Petroleum ExplorationMarcus Skookumchuck Vannini100% (1)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- TOP Risk - The Latest On Damage Mechanisms in The Petrochemical IndustryDokumen4 halamanTOP Risk - The Latest On Damage Mechanisms in The Petrochemical IndustryLandryBelum ada peringkat
- X1 - Circumcisions and CovenantsDokumen4 halamanX1 - Circumcisions and CovenantsLandryBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- XXI Paper 084Dokumen8 halamanXXI Paper 084yogolainBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Physical PlantDokumen2 halamanPhysical PlantLandryBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- x1 - Zion and JahrusalemDokumen8 halamanx1 - Zion and JahrusalemLandryBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- PFC3d Manual ContentsDokumen3 halamanPFC3d Manual ContentsLandryBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Plastics Engineering NewDokumen4 halamanPlastics Engineering NewyogolainBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Corrosion Management - OffshoreDokumen76 halamanCorrosion Management - OffshoreZarra Fakt100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Kern Method Heat ExchangerDokumen30 halamanKern Method Heat ExchangerCS100% (3)
- Bieleschweig4 Folien KuhnDokumen17 halamanBieleschweig4 Folien KuhnDave CBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Risk Based Inspection ApplicationDokumen12 halamanRisk Based Inspection Applicationelvis hidalgoBelum ada peringkat
- Am S 01200602Dokumen10 halamanAm S 01200602Kinger Bin KingeeBelum ada peringkat
- TOP Risk - Enterprise Risk Management Handbook (Complete)Dokumen37 halamanTOP Risk - Enterprise Risk Management Handbook (Complete)LandryBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- TOP Risk - Operational Risk Assessment of Chemical Industries by Exploiting Accident DatabasesDokumen46 halamanTOP Risk - Operational Risk Assessment of Chemical Industries by Exploiting Accident DatabasesLandryBelum ada peringkat
- HSE TOP TOP - Skelton - Process SafetyDokumen9 halamanHSE TOP TOP - Skelton - Process SafetyLandryBelum ada peringkat
- Fundamentals of Metallic Corrosion in Fresh WaterDokumen18 halamanFundamentals of Metallic Corrosion in Fresh Waterkklucher1Belum ada peringkat
- WroughtAndCastHeatResistantStainlessSteelsNickelAlloysRefiningPetrochemical 10071Dokumen16 halamanWroughtAndCastHeatResistantStainlessSteelsNickelAlloysRefiningPetrochemical 10071Jacildo Soares Cavalcante CavalcanteBelum ada peringkat
- TOP LIRE - NACE TOP LIRE Corrosion Control in The Refining Industry - Sept2012Dokumen3 halamanTOP LIRE - NACE TOP LIRE Corrosion Control in The Refining Industry - Sept2012LandryBelum ada peringkat
- Corrosion Integrity EngineerDokumen2 halamanCorrosion Integrity EngineeryogolainBelum ada peringkat
- WroughtAndCastHeatResistantStainlessSteelsNickelAlloysRefiningPetrochemical 10071Dokumen16 halamanWroughtAndCastHeatResistantStainlessSteelsNickelAlloysRefiningPetrochemical 10071Jacildo Soares Cavalcante CavalcanteBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- TheRoleofChlorineinHigh TemperatureCorrosioninWaste To EnergyPlants 14045Dokumen14 halamanTheRoleofChlorineinHigh TemperatureCorrosioninWaste To EnergyPlants 14045Yogaisan RamasawmyBelum ada peringkat
- TOP LIRE - Predictsw20 - Flyer - Honeywell Solutions For CorrosionDokumen2 halamanTOP LIRE - Predictsw20 - Flyer - Honeywell Solutions For CorrosionLandryBelum ada peringkat
- Funny AcronymsDokumen6 halamanFunny AcronymsSachinvirBelum ada peringkat
- Bruno (2005) Approximating The Bias of The LSDV Estimator For Dynamic Unbalanced Panel Data ModelsDokumen6 halamanBruno (2005) Approximating The Bias of The LSDV Estimator For Dynamic Unbalanced Panel Data Modelsvincus27Belum ada peringkat
- Dell PowerEdge M1000e Spec SheetDokumen2 halamanDell PowerEdge M1000e Spec SheetRochdi BouzaienBelum ada peringkat
- NV 2Dokumen2 halamanNV 2Joshua ApongolBelum ada peringkat
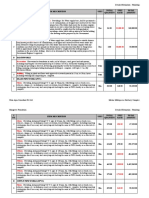
- 03 Marine Multispecies Hatchery Complex Plumbing Detailed BOQ - 23.10.2019Dokumen52 halaman03 Marine Multispecies Hatchery Complex Plumbing Detailed BOQ - 23.10.2019samir bendreBelum ada peringkat
- Spark - Eastern Peripheral Road Project (Epr) Weekly Quality MeetingDokumen6 halamanSpark - Eastern Peripheral Road Project (Epr) Weekly Quality Meetingengr.s.a.malik6424Belum ada peringkat
- 20 X 70Dokumen102 halaman20 X 70MatAlengBelum ada peringkat
- Exercise 3 - Binary Coded DecimalDokumen3 halamanExercise 3 - Binary Coded DecimalNaiomi RaquinioBelum ada peringkat
- Azar Mukhtiar Abbasi: Arkad Engineering & ConstructionDokumen4 halamanAzar Mukhtiar Abbasi: Arkad Engineering & ConstructionAnonymous T4xDd4Belum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- ManagementLetter - Possible PointsDokumen103 halamanManagementLetter - Possible Pointsaian joseph100% (3)
- MEETING 12 - Additional CasesDokumen25 halamanMEETING 12 - Additional CasesJohn Michael VidaBelum ada peringkat
- 29!541 Transient Aspects of Unloading Oil and Gas Wells With Coiled TubingDokumen6 halaman29!541 Transient Aspects of Unloading Oil and Gas Wells With Coiled TubingWaode GabriellaBelum ada peringkat
- Brand Plan - SingulairDokumen11 halamanBrand Plan - Singulairshashank100% (2)
- SPMT Stability of Hydraulic EngDokumen4 halamanSPMT Stability of Hydraulic Engparamarthasom1974Belum ada peringkat
- Indian Chief Motorcycles, 1922-1953 (Motorcycle Color History)Dokumen132 halamanIndian Chief Motorcycles, 1922-1953 (Motorcycle Color History)Craciun Sabian100% (6)
- Witness Affidavit of Emeteria B, ZuasolaDokumen4 halamanWitness Affidavit of Emeteria B, ZuasolaNadin MorgadoBelum ada peringkat
- Life Lessons AssignmentDokumen5 halamanLife Lessons Assignmentapi-332560669Belum ada peringkat
- MC1413 D PDFDokumen8 halamanMC1413 D PDFAnonymous oyUAtpKBelum ada peringkat
- How To Start A Fish Ball Vending Business - Pinoy Bisnes IdeasDokumen10 halamanHow To Start A Fish Ball Vending Business - Pinoy Bisnes IdeasNowellyn IncisoBelum ada peringkat
- PROCEMAC PT Spare Parts ManualDokumen27 halamanPROCEMAC PT Spare Parts ManualMauricio CruzBelum ada peringkat
- Overview 6T40-45 TransmissionDokumen14 halamanOverview 6T40-45 TransmissionLeigh100% (1)
- Australian Car Mechanic - June 2016Dokumen76 halamanAustralian Car Mechanic - June 2016Mohammad Faraz AkhterBelum ada peringkat
- Among Us Hack Mod Menu Mod AlwaysDokumen4 halamanAmong Us Hack Mod Menu Mod AlwaysC JBelum ada peringkat
- Consultant Agreement PDFDokumen6 halamanConsultant Agreement PDFRathore&Co Chartered AccountantBelum ada peringkat
- c15 ldn01610 SchematicDokumen4 halamanc15 ldn01610 SchematicJacques Van Niekerk50% (2)
- EconiQ High Voltage Roadmap 1629274842Dokumen1 halamanEconiQ High Voltage Roadmap 1629274842Daniel CaceresBelum ada peringkat
- Fss Operators: Benchmarks & Performance ReviewDokumen7 halamanFss Operators: Benchmarks & Performance ReviewhasanmuskaanBelum ada peringkat
- EU MEA Market Outlook Report 2022Dokumen21 halamanEU MEA Market Outlook Report 2022ahmedBelum ada peringkat
- Risk Management GuidanceDokumen9 halamanRisk Management GuidanceHelen GouseBelum ada peringkat
- UNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Dokumen3 halamanUNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Agus NetBelum ada peringkat
- Transformed: Moving to the Product Operating ModelDari EverandTransformed: Moving to the Product Operating ModelPenilaian: 4 dari 5 bintang4/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDari EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tPenilaian: 4.5 dari 5 bintang4.5/5 (27)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDari EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CulturePenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsDari EverandDesign for How People Think: Using Brain Science to Build Better ProductsPenilaian: 4 dari 5 bintang4/5 (8)