Anda mungkin juga menyukai
- Health Physics & EnvironmentDokumen5 halamanHealth Physics & Environmentadilshahzad2001Belum ada peringkat
- Certificate of Domicile.: The Pakistan Citizenship Act, 1951 (1I of 1951 and Rules Made There Under Vide Rule 23)Dokumen1 halamanCertificate of Domicile.: The Pakistan Citizenship Act, 1951 (1I of 1951 and Rules Made There Under Vide Rule 23)adilshahzad2001Belum ada peringkat
- R & D For Boiling Water ReactorsDokumen6 halamanR & D For Boiling Water Reactorsadilshahzad2001Belum ada peringkat
- Jigs - and Fixtures PDFDokumen29 halamanJigs - and Fixtures PDFNiel Cool100% (1)
- New Reactor ConceptsDokumen4 halamanNew Reactor Conceptsadilshahzad2001Belum ada peringkat
- Pipe Chart PDFDokumen2 halamanPipe Chart PDFCarlos Rivera0% (1)
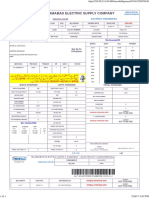
- Islamabad Electric Supply Company: Say No To CorruptionDokumen1 halamanIslamabad Electric Supply Company: Say No To Corruptionadilshahzad2001Belum ada peringkat
- Islamabad Electric Supply Company: Say No To CorruptionDokumen1 halamanIslamabad Electric Supply Company: Say No To Corruptionadilshahzad2001Belum ada peringkat
- Procedure Online Degree AttestaionDokumen4 halamanProcedure Online Degree AttestaionAsif KhanBelum ada peringkat
- Islamabad Electric Supply Company: Say No To CorruptionDokumen1 halamanIslamabad Electric Supply Company: Say No To Corruptionadilshahzad2001100% (1)
- Islamabad Electric Supply Company: PM Relief For Covid 19 at Rs. 2202.45 DeferredDokumen1 halamanIslamabad Electric Supply Company: PM Relief For Covid 19 at Rs. 2202.45 Deferredadilshahzad2001Belum ada peringkat
- Am NCPDokumen15 halamanAm NCPadilshahzad2001Belum ada peringkat
- APPDokumen1 halamanAPPRab Nawaz MaitloBelum ada peringkat
- Islamabad Electric Supply Company: PM Relief For Covid 19 at Rs. 2631 DeferredDokumen1 halamanIslamabad Electric Supply Company: PM Relief For Covid 19 at Rs. 2631 Deferredadilshahzad2001Belum ada peringkat
- Pipe Chart PDFDokumen2 halamanPipe Chart PDFCarlos Rivera0% (1)
- Islamabad Electric Supply Company: Say No To CorruptionDokumen1 halamanIslamabad Electric Supply Company: Say No To Corruptionadilshahzad2001Belum ada peringkat
- Islamabad Electric Supply Company: Say No To CorruptionDokumen1 halamanIslamabad Electric Supply Company: Say No To Corruptionadilshahzad2001Belum ada peringkat
- Controller of Examination: Total AssgDokumen1 halamanController of Examination: Total Assgadilshahzad2001Belum ada peringkat
- Controller of Examination: Total AssgDokumen1 halamanController of Examination: Total Assgadilshahzad2001Belum ada peringkat
- Solar StandDokumen1 halamanSolar Standadilshahzad2001Belum ada peringkat
- E Statement SMS Aterts Subscription FormDokumen5 halamanE Statement SMS Aterts Subscription FormMudusser HussainBelum ada peringkat
- E Statement SMS Aterts Subscription FormDokumen5 halamanE Statement SMS Aterts Subscription FormMudusser HussainBelum ada peringkat
- Chief Executive Officer (Education) : District Name C.E.O's Name Cell Number Office NumberDokumen2 halamanChief Executive Officer (Education) : District Name C.E.O's Name Cell Number Office Numberadilshahzad2001Belum ada peringkat
- Islamabad Electric Supply Company: Say No To CorruptionDokumen1 halamanIslamabad Electric Supply Company: Say No To Corruptionadilshahzad2001Belum ada peringkat
- NCNDT Draft Schedule For 2018: From To Course TitleDokumen2 halamanNCNDT Draft Schedule For 2018: From To Course Titleadilshahzad2001Belum ada peringkat
- 16796Dokumen27 halaman16796Harish ShanbhagBelum ada peringkat
- SNGPL SNGPL: Sui Northern Gas Pipelines Ltd. Sui Northern Gas Pipelines LTDDokumen1 halamanSNGPL SNGPL: Sui Northern Gas Pipelines Ltd. Sui Northern Gas Pipelines LTDadilshahzad2001Belum ada peringkat
- Positive Organisational BehaviourDokumen5 halamanPositive Organisational BehaviourSiby WilsonBelum ada peringkat
- Pipe Chart PDFDokumen2 halamanPipe Chart PDFCarlos Rivera0% (1)
- Pipe Chart PDFDokumen2 halamanPipe Chart PDFCarlos Rivera0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Iso 4034 1999Dokumen10 halamanIso 4034 1999mahfuzBelum ada peringkat
- Steering Controls - MT55Dokumen4 halamanSteering Controls - MT55Doug WilsonBelum ada peringkat
- HHSB A325 Asmbl PDokumen3 halamanHHSB A325 Asmbl Palexayala5151Belum ada peringkat
- Field Service Manual: Title: Tightening Torque For Cap ScrewsDokumen3 halamanField Service Manual: Title: Tightening Torque For Cap ScrewsPuchit Spk100% (1)
- CBH-21-079 Flange Nut M4 WZP 8Dokumen1 halamanCBH-21-079 Flange Nut M4 WZP 8qualityBelum ada peringkat
- Steering Controls - MT55Dokumen4 halamanSteering Controls - MT55Iliyan VasilevBelum ada peringkat
- 15A03401 Machine Drawing PDFDokumen2 halaman15A03401 Machine Drawing PDFAbhi RamBelum ada peringkat
- en 14399 3 2015 e 1 PDFDokumen8 halamanen 14399 3 2015 e 1 PDFPramod WattamwarBelum ada peringkat
- WDS Torque ChartDokumen9 halamanWDS Torque ChartThaharBelum ada peringkat
- Nas 184Dokumen2 halamanNas 184pradelles100% (1)
- Fasteners DatabaseDokumen110 halamanFasteners Databasecm214100% (2)
- Bill of Materials Mekanika CNC Router 1200x800Dokumen4 halamanBill of Materials Mekanika CNC Router 1200x800Javier JhamalBelum ada peringkat
- 6 Nos Ø13 Holes On 155 PCD Equispaced.: Bore CapacityDokumen1 halaman6 Nos Ø13 Holes On 155 PCD Equispaced.: Bore CapacityShyam J VyasBelum ada peringkat
- Thermowell Flare Tip Issue - Page 1Dokumen1 halamanThermowell Flare Tip Issue - Page 1Arif HakimBelum ada peringkat
- Pathein Cinema ListDokumen3 halamanPathein Cinema ListThi Ha SoeBelum ada peringkat
- CBS Modules List: Sr. No. Module No. Module DescriptionDokumen77 halamanCBS Modules List: Sr. No. Module No. Module DescriptionytdvshuvnkdBelum ada peringkat
- #0000, #000 and #00 Thread DimensionsDokumen1 halaman#0000, #000 and #00 Thread DimensionsTheodor EikeBelum ada peringkat
- Ceiling SpecsDokumen2 halamanCeiling SpecsKurt Darryl SabelloBelum ada peringkat
- Manual Willis 2680 PARTSDokumen51 halamanManual Willis 2680 PARTSGioBelum ada peringkat
- 12hh ClampDokumen2 halaman12hh ClampNelson de la Rosa100% (1)
- Biodrill Bda 360 Spare Parts CatalogueDokumen28 halamanBiodrill Bda 360 Spare Parts CatalogueDidzisBelum ada peringkat
- 3.125 11ns THread SpecificationDokumen4 halaman3.125 11ns THread SpecificationvijaygalaxyBelum ada peringkat
- Standard Torque List Loesche-425101E0Dokumen1 halamanStandard Torque List Loesche-425101E0Yhane Hermann BackBelum ada peringkat
- TVS Items PricesDokumen13 halamanTVS Items PricesVedant DarbariBelum ada peringkat
- 2011 Haesl LatheDokumen47 halaman2011 Haesl LatheDino Salkanovic83% (6)
- Inner Boom - T40.180SLPDokumen3 halamanInner Boom - T40.180SLPvincent orengoBelum ada peringkat
- Top View Isometric View: JIMENEZ, James Gabriel VDokumen1 halamanTop View Isometric View: JIMENEZ, James Gabriel VHansyyy CarantoBelum ada peringkat
- g4015z PLDokumen15 halamang4015z PLIkhsan Nurul AkbarBelum ada peringkat
- Bizerba PDFDokumen65 halamanBizerba PDFpopflaviuciprianBelum ada peringkat
- Design Properties For Metric Hex Bolts (Typical Coarse Pitch Thread)Dokumen4 halamanDesign Properties For Metric Hex Bolts (Typical Coarse Pitch Thread)scarto08Belum ada peringkat