IJSTE - International Journal of Science Technology & Engineering | Volume 2 | Issue 05 | November 2015
ISSN (online): 2349-784X
Cycle Time and Idle Time Reduction in an Engine
Assembly Line
Amith J Prakash
PG Scholar
Department of Industrial Engineering & Management
Mangalam college of Engineeering Ettumanoor
Aneesh K S
Associate Professor
Department of Mechanical Engineering
Mangalam college of Engineeering Ettumanoor
Abstract
This paper focuses on productivity improvement of a tiller assembly line by using operational analysis and assembly line
balancing .The existing standard time in the assembly line is too old and inaccurate. A proposal of new standard time has been
given to reduce the ineffective time. A heuristic method called Ranked Positional Weighted method is used for assembly line
balancing. After the analysis of the existing time required for each tasks non value added time, value added time and production
time has been found using stop watch time study. Micro motion study is done to find the ineffective time in each operation.
Keywords: Idle Time, Standard Time Cycle Time, Line Balancing
________________________________________________________________________________________________________
I. INTRODUCTION
An important problem faced in the production system is that of determining the time it takes to produce a unit of product, in
order to thoroughly analyze the problem, the production process for each of product is analyzed. For every manufacturing
organization, price of the product primarily compromises of manufacturing cost and desired profit. If a company wishes to
increase its profit, one way is to reduce the manufacturing cost with maintaining the quality of the product. Waste reduction,
especially the time waste, is an important factor to reduce the manufacturing cost.
II. NEED FOR LINE BALANCING
In an Assembly Line if the workers are not utilized effectively then it results in less efficiency. If the Cycle Time of one work
station is high them it will affect the production rate of the whole product, if the line balancing is done in the assembly line. It
will result in smooth functioning of the plant without bottleneck. Here this paper focus to do Assembly Line Balancing by
heuristic method Rank Position Weighted method (RPW)
III. LITERATURE SUMMARY
Santosh T Ghutukade, Dr. Suresh M. Sawant, 2013 [1] explain a problem of line balancing in cashew nut shelling machine
production using ranked position weighted method. The main purpose of this paper is to represent use of RPW method to
develop the assembly line and balancing that line. With this study it is found that RPW method is useful when the less data is
available. According to Vrittika Pachghar, R. S.Dalu March, (2014) [2] This paper presents the reviews of assembly line
balancing methods and tries to find out latest developments and trends available in industries in order to minimize production
time. This paper highlights the contributions of various assembly line balancing methods for global optimum solution and gaps
in literature which discuss point have more attention from the study of assembly line balancing it is found that assembly lines are
flow-line production systems, where a series of workstations, on which interchangeable parts are added to a product. Riyadh
Mohammed Ali Hamza, Jassim Yousif Al-Manaa (2013) [3] In this paper A study imitating a procedure of a Two Stages Gear
Box (2SGB) assembly line layout is presented. Three balancing methods are studied in which 2SGB is assembled. These
methods are Rank position weight, larger candidate rate, and Column method. Mahbubur Rahman, Farjana Nur 2014 [4] explains
that Waste reduction, especially the time waste, is an important factor to reduce manufacturing cost. Purpose of paper is to
identify and address the ways to improve productivity and efficiency in domestic context. Line balancing job has been done by
the help of Candidate rule and Ranked Positional Weight Technique. Line Balancing is an effective tool to suggest ways to
reduce workstation number and increase the throughput of a manufacturing process. Satish Keru Raut 2014 [5] explains the time
of producing a unit of product is directly proportional to the number of production stages involved and the time spent at eac h
stage. Actual time of each operation is taken using time study and new times are proposed for improving productivity. This paper
discusses the use of industrial engineering tools used for the purpose of productivity improvement. Sandip K. Kumbhar, Niranjan
M. R [2014] [6] this paper is focusing on optimization of cycle time, reduction non value added work (3m-muda, muri, mura),
kaizen. In this paper focus given on the optimization of cycle time and reduction of non-value added activity. Improvement in the
productivity achieved and elimination of non value added activities has been done. The cost of operation is reduced considerably.
All rights reserved by www.ijste.org
139
Cycle Time and Idle Time Reduction in an Engine Assembly Line
(IJSTE/ Volume 2 / Issue 05 / 027)
Patange Vidyut Chandra, [2013] [7] this paper focuses on the crucial area of productivity improvement with the use of work
study technique mixed with modern soft skills. Knowing what is unnecessary is important than knowing what is the most
important in production and operation. Based on those, we can eliminate insignificant tasks and non-productive activities.
Management needs to understand its application not just from angle of Production improvement or finance improvement or
resource utilization, but also should address critically the soft side of workers psychology to give the best to not only for
accepting the productivity solutions, but also be a part on fore front during actual implementation to make the study really worth
its time and effort. Prathamesh P Kulkarni [2014] [8] the objective of this paper is to present an overview on a new combined
methodology for the efficient improvement in productivity with the help of various Work Study Methods associated with Lean
Manufacturing Principles & Tools. S.H Eryuruk [2008] [9] explains two heuristic assembly line balancing techniques known as
the Ranked Positional Weight Technique, and the Probabilistic Line Balancing Technique, were applied to solve the
problem of multi-model assembly line balancing in a clothing company for two models. The aim of this article is the comparison
of the efficiencies of two different procedures applied for the first time to solve line balancing in a clothing company. S.A. Oke
[2006] [10] The studys most important finding is that the time of producing a unit of product is directly proportional to the
number of production stages involved and the time spent at each stage. In this paper, the time study concept in a production
process is modeled mathematically
IV. PROBLEM IDENTIFICATION AND PROBLEM STATEMENT
The After observation and analyzing production department the production rate of Power Tiller is reducing yearly, and not able
to meet the required demand. The following are the main problems observed which cause this.
1)
Idle times occurring in the assembly line is not controlled
2)
The existing time standards are too old and inaccurate in present practices
3)
The cycle time is not reduced in the assembly line
Problem Statement - Excessive cycle time and uncontrolled idle time increases waste of time and reduce the productivity of
a firm
V. PROBLEM DEFINITION
The production department consists of three Assembly sections. Transmission Assembly section, Engine assembly section and
KMB-series section. The main problem of firm is the inability to meet the current demand of Power tillers. Production and
demand details for the past three years are shown in the table below.
Table - 1
Production and Demand details for past three years
YEAR
DEMAND PRODUCTION
2012
9800
7200
2013
8200
5700
2014
7500
5525
2015 (TILL AUG)
4500
2400
When the Production and demand for the past few years was analyzed, it is clear that the production is showing a down trend
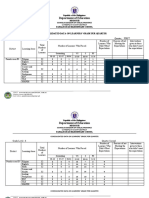
and not able to meet the demand. The table II shows the present Basic time of each section in the existing plant.
Table - 2
Time taken of sub-assemblies for Transmission assembly in 2 shifts
Day
No: of sub Shift 1 Shift 2 Total Time
assembly
(hr)
(min
Day 1
10
4:30
4.41
9:11
551
Day 2
10
4:35
4.38
9:13
553
Day 3
8
4:25
4.45
9:10
550
Day 4
10
4:40
4.35
9:15
555
Day 5
8
4:38
4.30
9:08
548
Total
46
22:48 23:09 45:57 2757
Average
9.2
9:114 551.4
Basic time = Average actual time/Average no: of sub-assemblies completed
=570/19.2 =29.68 min for one sub assembly
Table - 3
Time taken for sub-assemblies for KMB series in 2 shifts
No: of sub
Total Time
Day
Shift 1 Shift 2
assembly
(hr)
(min
Day 1
23
4:42
4:47
9:39
579
Day 2
25
4:35
4:32
9:07
547
Day 3
22
4:44
4:55
9:39
579
Day 4
20
4:50
4:43
9:33
573
All rights reserved by www.ijste.org
140
Cycle Time and Idle Time Reduction in an Engine Assembly Line
(IJSTE/ Volume 2 / Issue 05 / 027)
Day 5
Total
25
115
Average
23
4:32
23:23
4:36
23:33
9:08
46:56
548
2816
9:23
563.2
Basic time = Average actual time/Average no: of part Assemblies completed
=563.2/23 = 24.48 min for one sub assembly
Table - 4
Time taken for sub-assemblies in Engine Assembly line
No: of sub
Total Time
Day
Shift 1 Shift 2
assembly
(hr)
(min
Day 1
10
4:30
4.41
9:11
551
Day 2
10
4:35
4.38
9:13
553
Day 3
8
4:25
4.45
9:10
550
Day 4
10
4:40
4.35
9:15
555
Day 5
8
4:38
4.30
9:08
548
Total
46
22:48 23:09 45:57 2757
Average
19.2
9:114 551.4
Basic time = Average actual time/Average no: of part assemblies completed
=551.4/9.2 =59.93 min for one sub assembly
After calculation of overall basic time of the three sections in assembly line it is clear that the bottleneck is occurring in the
Engine Assembly line. If the cycle time, idle time is reduced and the standard time is modified in these sections then the
productivity can be improved.
Sl No
Table - 5
Idle Time Occurring in Engine Assembly Line and precautions suggested
Idle Time Category
Precautions
1
2
Repair/Breakdown Of Equipment
No Tools
Preventive Maintenance
Arrange Spare Tools As Reserve
3
4
No Job
Waiting For Assistant
Keep Sufficient Jobs For Work
Immediate Assistance Should Be Arranged
5
6
Waiting Crane/Handling Equipment
Waiting For Inspection
Effective Utilization Without Delay
Prompt Inspection At Right Time
7
8
Machine Cleaning
Accident Injury
Clean In Non-Working Time
Safety Precautions, Good Housekeeping
9
10
Power Failure
Official Permission
Arrange Generator Facility
Give Prompt Permission If Relevant
11
Personal Permission
Give Prompt Permission If Relevant
VI. PROCEDURE
A. Stage 1
In this stage the existing Assembly Line is studied to know whether it is efficient or not. Observation method and stop watch
time study is used to check overall time of each section. In this stage the idle time is also noted. The existing process sheet is
analyzed to find the area to be improved. Operation analysis is done in the present engine assembly line in order to find the NonValue added time, Value added time and production time which will help to reduce the wastage of time.
B. Stage 2
In this stage the standard time for E1, E2 and ET found by giving a rating factor of 6% of which 3% is skill and effort rating
factor and 3% is performance rating factor, and an Allowance of 10% is given of which 6% is personal allowance and 4% is
fatigue allowance. Standard time calculation in ET has shown in the table below.
SL
NO
1
2
3
Table 7
Standard time calculation of Engine testing (ET)
BASIC
FATIGUE
PRESENT
RATING
TASK
TIME
ALLOWANCE
TIME
FACTOR
(MIN)
(4%)
MOUNT ENGINE ON TEST BED
4.5
1.06
4.77
0.1908
CONNECT FUEL LINE TO DIESEL
3
1.06
3.18
0.1272
FILTER AND BLEED
FILL WATER IN RADIATOR
2.5
1.06
2.65
0.106
PERSONAL
ALLOWANCE
(6%)
0.2862
STD
TIME
5.247
0.1908
3.498
0.159
2.915
All rights reserved by www.ijste.org
141
Cycle Time and Idle Time Reduction in an Engine Assembly Line
(IJSTE/ Volume 2 / Issue 05 / 027)
4
5
6
7
8
9
10
11
12
13
14
COUPLE DYNAMOMETER TO ENGINE
FLY WHEEL
FIX BREAK SHOES AND WATER PIPES
1.06
4.24
0.1696
0.2544
4.664
3.5
1.06
3.71
0.1484
0.2226
4.081
START ENGINE
FILL ENGINE TEST RECORD ON
VERIFICATION
LOAD ENGINE GRADUALLY IN STEP 2
AND RUN ENGINE
1.06
4.24
0.1696
0.2544
4.664
4.5
1.06
4.77
0.1908
0.2862
5.247
1.06
5.3
0.212
0.318
5.83
ADJUST LOAD,CORRESPONDING TO
RPM,RECORD TIME AND FUEL
CONSUMPTION
4.5
1.06
4.77
0.1908
0.2862
5.247
1.06
4.24
0.1696
0.2544
4.664
4.5
1.06
4.77
0.1908
0.2862
5.247
1.06
4.24
0.1696
0.2544
4.664
3.5
1.06
3.71
0.1484
0.2226
4.081
2.5
1.06
2.65
0.106
0.159
2.915
CALCULATE AND RECORD SPECIFIC
FUEL CONSUMPTION
LOAD THE ENGINE FOR MAXIMUM
AND RECORD MAX HP
INCASE OF VARIATION REPORT TO
SUPERIORS FOR RECTIFICATION
CHECK CYLINDER HEAD BOLT AND
VALVE-CLEARANCE
WRITE THE TAG ,CLOSE AIR
CLEAANER FLANGE
TIME FOR ONE ENGINE
54 min
63 min
C. Stage 3
1) Final Stage
In this stage the assembly line balancing is done in E1 and E2 by the aid of a heuristic method Rank positional weighted method.
The table below shows the balanced Assembly line E1with a reduced cycle time 38 minutes instead of 52 minutes in the existing
case. Similarly the line balancing in E2 is also done
TASK NO:
2
3
4
7
Total
Table 6
Balanced Assembly line in E1
TIME SUM OF TIME
ELEMENT
(Min)
(Min)
A
7
36
K
8
C
6
R
8
D
3
G
4
B
32
35
L
3
S
28
36
H
8
E
24
36
I
7
T
5
J
15
34
M
6
N
8
V
5
U
8
37
O
18
W
4
X
7
Y
16
38
P
7
F
7
Q
8
252
NO: OF WORKERS
1
1
1
1
7
All rights reserved by www.ijste.org
142
Cycle Time and Idle Time Reduction in an Engine Assembly Line
(IJSTE/ Volume 2 / Issue 05 / 027)
SECTION
E1
E2
ET
TOTAL
Table 8
Present Vs Proposed standard time
STADARD
NON VALUE
PRESENT TIME
TIME PROPOSED ADDED TIME
158.6
58.8
12
158.6
62.2
13
63
54
14
392.2
191.14
39
VII. RESULT
The existing system was analyzed using Method Study and Time Study. Found that there is bottleneck in E1 and E2 engine
assembly sections. In order to avoid that standard time has been proposed along with operational analysis and Line balancing is
done in the E1, E2 assembly sections which ultimately helps to improve productivity
VIII. CONCLUSION
Detailed study in the existing assembly line shows that the engine assembly line should improve in order to achieve yearly
demand. So time standards are proposed and it can be used to reduce cycle time in the current assembly line. The idle times
occurring in the assembly line also need to control with the suggested precautions. Cycle time of E1 and E2 is reduced so as to
meet the yearly demand. The study shows that Engine Testing (ET) and Engine finishing (EF) need not modify. And the
bottleneck is occurring in Engine section one (E1) and section two (E2)
REFERENCES
[1]
Santosh T Ghutukade, Dr. Suresh M. Sawant, The use of Ranked Position weighted Method for Assembly Line
Balancing, Ghutukade, International
Journal of Advanced Engineering Research and Studies E-ISSN
22498974, Int. J. Adv. Engg. Res. Studies / II/ IV/July-Sept., 2013/01-03
[2] Vrittika Pachghar, R. S. Dalu The Review of assembly line balancing methods, International Journal of Science and Research (IJSR) March, ISSN
(Online): 2319-7064,Volume 3 Issue 3, March , (2014)
[3] Riyadh Mohammed Ali Hamza, Jassim Yousif Al-Manaa, A study imitating a Procedure Of A Two Stages Gear Box (2SGB) Assembly Line, Global
Perspectives On Engineering Management, Vol.2, Issue 2,pp.70-81(2013)
[4] Mahbubur Rahman, Farjana Nur An Integrated Framework of Applying Line Balancing In Apparel Manufacturing Organization: A Case Study, Journal of
Mechanical Engineering, Vol ME 44, NO. 2, DECEMBER 2014
[5] Satish Keru Raut, A Case Study of Productivity Improvement by using IE Tools, International Journal Of Innovations in Engineering Research and
Technology Volume 1, Issue 1 November, [2014]
[6] Sandip K Khumbhar, Niranjan M R, Sanjay T Satpute, Assembly Line production improvement by optimization of cycle time, Proceedings of 10th IRF
International Conference, 1st June, [2014]
[7] Patange Vidyut Chandra, An Effort to Apply Work And Time Study Techniques in a Manufacturing Unit for Enhancing Productivity, International a
Journal of Innovative Research in Science, Engineering And Technology, Vol. 2, Issue 8, August [2013]
[8] Prathamesh P Kulkarni, Sagar S Kshire, Kailas V Chandratre, Productivity Improvement Through Lean Deployememnt And Work Study Methods,
International Journal Of Research And Technology, Feb[2014]
[9] S.H Eryuruk, S. H Eryuruk, A Research On The Effect Of Method Study On Production Volume And Assembly Line Efficiency, [2014]
[10] S A Oke [2006] S A Oke, A Case Study Application of Time Study Model in an Aluminium Company, The Pacific Journal Of Science and Technology,
Vol 7 Number 2, November [2006]
All rights reserved by www.ijste.org
143
Anda mungkin juga menyukai
- Design and Analysis of Magneto Repulsive Wind TurbineDokumen7 halamanDesign and Analysis of Magneto Repulsive Wind TurbineIJSTEBelum ada peringkat
- Automatic Generation Control in Three-Area Power System Operation by Using "Particle Swarm Optimization Technique"Dokumen8 halamanAutomatic Generation Control in Three-Area Power System Operation by Using "Particle Swarm Optimization Technique"IJSTEBelum ada peringkat
- RFID Based Toll Gate AccessDokumen5 halamanRFID Based Toll Gate AccessIJSTEBelum ada peringkat
- Partial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderDokumen7 halamanPartial Replacement of Fine Aggregate With Iron Ore Tailings and Glass PowderIJSTEBelum ada peringkat
- Multipurpose Scheme of Workshop Exhaust System For Ventilation and Electrical Power GenerationDokumen9 halamanMultipurpose Scheme of Workshop Exhaust System For Ventilation and Electrical Power GenerationIJSTEBelum ada peringkat
- FPGA Implementation of High Speed Floating Point Mutliplier Using Log Based DesignDokumen4 halamanFPGA Implementation of High Speed Floating Point Mutliplier Using Log Based DesignIJSTEBelum ada peringkat
- Optimization of Overall Efficiency Using Facilities Planning in Ropp Cap Making IndustryDokumen8 halamanOptimization of Overall Efficiency Using Facilities Planning in Ropp Cap Making IndustryIJSTEBelum ada peringkat
- Optimization of Treatability by FACCO For Treatment of Chemical Industry EffluentDokumen9 halamanOptimization of Treatability by FACCO For Treatment of Chemical Industry EffluentIJSTEBelum ada peringkat
- A Mixture of Experts Model For ExtubationDokumen4 halamanA Mixture of Experts Model For ExtubationIJSTEBelum ada peringkat
- A Cloud Based Healthcare Services For Remote PlacesDokumen4 halamanA Cloud Based Healthcare Services For Remote PlacesIJSTEBelum ada peringkat
- Effect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsDokumen9 halamanEffect of RIB Orientation in Isogrid Structures: Aerospace ApplicationsIJSTEBelum ada peringkat
- A Comprehensive Survey of Techniques/Methods For Content Based Image Retrieval SystemDokumen6 halamanA Comprehensive Survey of Techniques/Methods For Content Based Image Retrieval SystemIJSTEBelum ada peringkat
- Development of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityDokumen6 halamanDevelopment of Relationship Between Saturation Flow and Capacity of Mid Block Section of Urban Road - A Case Study of Ahmedabad CityIJSTEBelum ada peringkat
- Enriching Gum Disease Prediction Using Machine LearningDokumen6 halamanEnriching Gum Disease Prediction Using Machine LearningIJSTEBelum ada peringkat
- App-Based Water Tanker Booking, Monitoring & Controlling SystemDokumen6 halamanApp-Based Water Tanker Booking, Monitoring & Controlling SystemIJSTEBelum ada peringkat
- The Bicycle As A Mode Choice - A Gendered ApproachDokumen4 halamanThe Bicycle As A Mode Choice - A Gendered ApproachIJSTEBelum ada peringkat
- A Radar Target Generator For Airborne TargetsDokumen8 halamanA Radar Target Generator For Airborne TargetsIJSTEBelum ada peringkat
- An Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabDokumen5 halamanAn Implementation and Design A Customized Advanced Image Editor Using Image Processing in MatlabIJSTEBelum ada peringkat
- Interstage Construction Techniques For Mass Gain: An OverviewDokumen5 halamanInterstage Construction Techniques For Mass Gain: An OverviewIJSTEBelum ada peringkat
- Optimum Placement of DG Units Using CPF MethodDokumen6 halamanOptimum Placement of DG Units Using CPF MethodIJSTEBelum ada peringkat
- Comparative Study and Analysis of PCC Beam and Reinforced Concrete Beam Using GeogridDokumen7 halamanComparative Study and Analysis of PCC Beam and Reinforced Concrete Beam Using GeogridIJSTEBelum ada peringkat
- Onerider The Bike TaxiDokumen3 halamanOnerider The Bike TaxiIJSTEBelum ada peringkat
- Wireless Information Process and Power Transfer in Single-User OFDM SystemDokumen6 halamanWireless Information Process and Power Transfer in Single-User OFDM SystemIJSTEBelum ada peringkat
- Technology Advancement For Abled PersonDokumen9 halamanTechnology Advancement For Abled PersonIJSTEBelum ada peringkat
- Duplicate Detection Using AlgorithmsDokumen3 halamanDuplicate Detection Using AlgorithmsIJSTEBelum ada peringkat
- Optimizing Turning Process For EN43 by Taguchi Method Under Various Machining ParametersDokumen4 halamanOptimizing Turning Process For EN43 by Taguchi Method Under Various Machining ParametersIJSTEBelum ada peringkat
- Using The Touch-Screen Images For Password-Based Authentication of IlliteratesDokumen6 halamanUsing The Touch-Screen Images For Password-Based Authentication of IlliteratesIJSTEBelum ada peringkat
- Research On Storage Privacy Via Black Box and Sanitizable SignatureDokumen6 halamanResearch On Storage Privacy Via Black Box and Sanitizable SignatureIJSTEBelum ada peringkat
- An Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemDokumen5 halamanAn Implementation of Maximum Power Point Tracking Algorithms For Photovoltaic Systems Using Matlab and Arduino Based RTOS SystemIJSTEBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- BECED S4 Motivational Techniques PDFDokumen11 halamanBECED S4 Motivational Techniques PDFAmeil OrindayBelum ada peringkat
- Types of Chemical Reactions: Synthesis and DecompositionDokumen3 halamanTypes of Chemical Reactions: Synthesis and DecompositionAlan MartínBelum ada peringkat
- Supply List & Resource Sheet: Granulation Techniques DemystifiedDokumen6 halamanSupply List & Resource Sheet: Granulation Techniques DemystifiedknhartBelum ada peringkat
- str-w6754 Ds enDokumen8 halamanstr-w6754 Ds enAdah BumbonBelum ada peringkat
- FT2020Dokumen7 halamanFT2020Sam SparksBelum ada peringkat
- Topic One ProcurementDokumen35 halamanTopic One ProcurementSaid Sabri KibwanaBelum ada peringkat
- BPS C1: Compact All-Rounder in Banknote ProcessingDokumen2 halamanBPS C1: Compact All-Rounder in Banknote ProcessingMalik of ChakwalBelum ada peringkat
- .CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADODokumen782 halaman.CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADOMarcelo JesusBelum ada peringkat
- Basic Terms/Concepts IN Analytical ChemistryDokumen53 halamanBasic Terms/Concepts IN Analytical ChemistrySheralyn PelayoBelum ada peringkat
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDokumen4 halamanDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaBelum ada peringkat
- Atmel 46003 SE M90E32AS DatasheetDokumen84 halamanAtmel 46003 SE M90E32AS DatasheetNagarajBelum ada peringkat
- Probation Period ReportDokumen17 halamanProbation Period ReportMiranti Puspitasari0% (1)
- Department of Ece, Adhiparasakthi College of Engineering, KalavaiDokumen31 halamanDepartment of Ece, Adhiparasakthi College of Engineering, KalavaiGiri PrasadBelum ada peringkat
- Polysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Dokumen1 halamanPolysep... Sized For Every Application: Psg-7 Psg-15 Psg-30 Psg-60 Psg-90Carlos JiménezBelum ada peringkat
- Management Accounting by Cabrera Solution Manual 2011 PDFDokumen3 halamanManagement Accounting by Cabrera Solution Manual 2011 PDFClaudette Clemente100% (1)
- Job Satisfaction of Library Professionals in Maharashtra State, India Vs ASHA Job Satisfaction Scale: An Evaluative Study Dr. Suresh JangeDokumen16 halamanJob Satisfaction of Library Professionals in Maharashtra State, India Vs ASHA Job Satisfaction Scale: An Evaluative Study Dr. Suresh JangeNaveen KumarBelum ada peringkat
- Engineering Ethics in Practice ShorterDokumen79 halamanEngineering Ethics in Practice ShorterPrashanta NaikBelum ada peringkat
- MLX90614Dokumen44 halamanMLX90614ehsan1985Belum ada peringkat
- Executive Summary: 2013 Edelman Trust BarometerDokumen12 halamanExecutive Summary: 2013 Edelman Trust BarometerEdelman100% (4)
- Logistic RegressionDokumen7 halamanLogistic RegressionShashank JainBelum ada peringkat
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientDokumen9 halamanDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaBelum ada peringkat
- Object Oriented ParadigmDokumen2 halamanObject Oriented ParadigmDickson JohnBelum ada peringkat
- Understanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanDokumen15 halamanUnderstanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanPhuong NgoBelum ada peringkat
- Installing Surge Protective Devices With NEC Article 240 and Feeder Tap RuleDokumen2 halamanInstalling Surge Protective Devices With NEC Article 240 and Feeder Tap RuleJonathan Valverde RojasBelum ada peringkat
- Banking Ombudsman 58Dokumen4 halamanBanking Ombudsman 58Sahil GauravBelum ada peringkat
- Importance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesDokumen61 halamanImportance of Porosity - Permeability Relationship in Sandstone Petrophysical PropertiesjrtnBelum ada peringkat
- Chapter 01 What Is Statistics?Dokumen18 halamanChapter 01 What Is Statistics?windyuriBelum ada peringkat
- JO 20221109 NationalDokumen244 halamanJO 20221109 NationalMark Leo BejeminoBelum ada peringkat
- Configuration Guide - Interface Management (V300R007C00 - 02)Dokumen117 halamanConfiguration Guide - Interface Management (V300R007C00 - 02)Dikdik PribadiBelum ada peringkat
- CE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationDokumen32 halamanCE162P MODULE 2 LECTURE 4 Analysis & Design of Mat FoundationPROSPEROUS LUCKILYBelum ada peringkat