Anda mungkin juga menyukai
- Learn Machinery Diagnosis with Versatile Fault SimulatorDokumen16 halamanLearn Machinery Diagnosis with Versatile Fault SimulatorDrAnkuran Saha0% (1)
- Ansys Macros For Illustrating Concepts in Mechanical Engineering CoursesDokumen19 halamanAnsys Macros For Illustrating Concepts in Mechanical Engineering Coursesmithun5v5v5Belum ada peringkat
- Measurement of Force, Torque and Strain: Prepared by DrrrshahDokumen84 halamanMeasurement of Force, Torque and Strain: Prepared by DrrrshahKantha RaoBelum ada peringkat
- Model Updating of Large Structural Dynamics Models Using Measured Response FunctionsDokumen201 halamanModel Updating of Large Structural Dynamics Models Using Measured Response Functionssumatrablackcoffee453100% (1)
- FFT Seminar: History and Implementation of the Fast Fourier TransformDokumen13 halamanFFT Seminar: History and Implementation of the Fast Fourier TransformMarwan Kanda'xadindaBelum ada peringkat
- Identification Methods For Structural Systems: Prof. Dr. Eleni Chatzi Lecture 1 - 24 February, 2015Dokumen48 halamanIdentification Methods For Structural Systems: Prof. Dr. Eleni Chatzi Lecture 1 - 24 February, 2015Naveen RajBelum ada peringkat
- SV ToolkitDokumen67 halamanSV ToolkitJack PanduBelum ada peringkat
- Marine Insurance Chapter InsightsDokumen87 halamanMarine Insurance Chapter InsightsVinay VishwakarmaBelum ada peringkat
- Machinery Vibration Signals Analysis and Monitoring For Fault Diagnosis and Process Control PDFDokumen8 halamanMachinery Vibration Signals Analysis and Monitoring For Fault Diagnosis and Process Control PDFأحمد دعبسBelum ada peringkat
- EM77 - Modal Testing Part 2 - Experimental Modal AnalysisDokumen3 halamanEM77 - Modal Testing Part 2 - Experimental Modal AnalysisChad HuntBelum ada peringkat
- Contactless Hall Effect Torque Sensor For EPASDokumen8 halamanContactless Hall Effect Torque Sensor For EPASJessica OwensBelum ada peringkat
- Study On Torsional Stiffness of Engine CrankshaftDokumen5 halamanStudy On Torsional Stiffness of Engine CrankshaftBestin VargheseBelum ada peringkat
- Vibration Analysis of Ci Engine Using FFT AnalyzerDokumen6 halamanVibration Analysis of Ci Engine Using FFT Analyzeresatjournals100% (1)
- MEC322 Chapter 7 - TORQUE & POWER MEASUREMENTDokumen19 halamanMEC322 Chapter 7 - TORQUE & POWER MEASUREMENTAiman ArhamBelum ada peringkat
- CrackDokumen24 halamanCrackPriteshBelum ada peringkat
- Abaqus Analysis User PDFDokumen19 halamanAbaqus Analysis User PDFmohammadhossein ramezani100% (1)
- Signal Processing and DiagnosticsDokumen191 halamanSignal Processing and DiagnosticsChu Duc HieuBelum ada peringkat
- E. Neziric - Vibration Analysis of Rotating Machinery As Excitation of Concrete Structure VibrationsDokumen10 halamanE. Neziric - Vibration Analysis of Rotating Machinery As Excitation of Concrete Structure VibrationsEmir NezirićBelum ada peringkat
- Support Notes For MATLAB Script Damage Detection On Metal SheetDokumen12 halamanSupport Notes For MATLAB Script Damage Detection On Metal SheetJohn Bofarull GuixBelum ada peringkat
- Chapter 5Dokumen37 halamanChapter 5Yasser ElshaerBelum ada peringkat
- Successful Solution: To The Challenge ofDokumen2 halamanSuccessful Solution: To The Challenge ofKenny RuizBelum ada peringkat
- Modal Assurance Criterion - Álvaro RiveroDokumen48 halamanModal Assurance Criterion - Álvaro Riverorif8750% (2)
- Structural Health MonitoringDari EverandStructural Health MonitoringDaniel BalageasBelum ada peringkat
- Edoc-Vibration Study and AnalysisDokumen9 halamanEdoc-Vibration Study and AnalysisEl Comedor BenedictBelum ada peringkat
- DWDM Unit-5Dokumen52 halamanDWDM Unit-5Arun kumar SomaBelum ada peringkat
- TN 7 VibxpertDokumen1 halamanTN 7 VibxpertBahtiar YudhistiraBelum ada peringkat
- Automotive CAE Durability Analysis Using Random Vibration ApproachDokumen16 halamanAutomotive CAE Durability Analysis Using Random Vibration ApproachThiago PalmieriBelum ada peringkat
- Artemis SHM SG 210121Dokumen41 halamanArtemis SHM SG 210121Emby BinoeBelum ada peringkat
- FE Analysis of Yielding in RC Slabs Using ABAQUSDokumen35 halamanFE Analysis of Yielding in RC Slabs Using ABAQUSТанирберген ЗайдоллаBelum ada peringkat
- Mechanical Rotordynamics 14.5 L1 BackgroundDokumen22 halamanMechanical Rotordynamics 14.5 L1 BackgroundVinicio LopezBelum ada peringkat
- Report - Vibration TestDokumen26 halamanReport - Vibration TestHugo MaiaBelum ada peringkat
- Geometry of Screw Compressor Rotors and Their ToolsDokumen17 halamanGeometry of Screw Compressor Rotors and Their ToolsPhox IndiaBelum ada peringkat
- Vibration AnalysisDokumen25 halamanVibration AnalysisHarshal Avinash MungikarBelum ada peringkat
- Dynamic ResponseDokumen86 halamanDynamic ResponsemalikscribdBelum ada peringkat
- National Instruments MCM DayDokumen71 halamanNational Instruments MCM DayHero VinothBelum ada peringkat
- Impact Hammer Product DataDokumen4 halamanImpact Hammer Product DatasadettinorhanBelum ada peringkat
- Modal AnalysisDokumen25 halamanModal AnalysisMuralitclBelum ada peringkat
- 343 381 Mil STD 810HDokumen41 halaman343 381 Mil STD 810HMemduh DenizBelum ada peringkat
- Rotordynamic Analysis Using ANSYS Mechanical APDL With The Rotor Modeled by Beam ElementDokumen7 halamanRotordynamic Analysis Using ANSYS Mechanical APDL With The Rotor Modeled by Beam Elementmick.pride81Belum ada peringkat
- TOMAS UsersManualDokumen94 halamanTOMAS UsersManualrodruren01Belum ada peringkat
- Ansys Workbench Bearing LoadDokumen6 halamanAnsys Workbench Bearing LoadYuryBelum ada peringkat
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987Dari EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonBelum ada peringkat
- Forced Vibrations of A BeamDokumen13 halamanForced Vibrations of A BeamMuhammad Daud Abu Bakar100% (1)
- Impact Hammer CalibrationDokumen6 halamanImpact Hammer CalibrationRian FauziBelum ada peringkat
- How To Handle Noise and Vibrations in Ships 0408 Print PDFDokumen110 halamanHow To Handle Noise and Vibrations in Ships 0408 Print PDFJulio Fernandez MartinezBelum ada peringkat
- Static & Couple BalancingDokumen11 halamanStatic & Couple BalancingYeshwanth KumarBelum ada peringkat
- Fatigue Tutorial v81Dokumen11 halamanFatigue Tutorial v81cooljovinBelum ada peringkat
- Analysis of Torsional Vibration in ICEDokumen25 halamanAnalysis of Torsional Vibration in ICEgiulianoBelum ada peringkat
- Analysis of Balancing of Unbalanced Rotors and Long Sfts Using GUI MATLAB - 46862Dokumen31 halamanAnalysis of Balancing of Unbalanced Rotors and Long Sfts Using GUI MATLAB - 46862Gustavo da Silva100% (1)
- Torsional Vibration AnalysisDokumen4 halamanTorsional Vibration Analysisgustavofx21Belum ada peringkat
- Vibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SDokumen14 halamanVibration Analysis Including Stator Rotor Hou 2018 Journal of Electrical SSathish KumarBelum ada peringkat
- Modal Analysis and Condition MonitoringDokumen5 halamanModal Analysis and Condition Monitoringbidyutkr30100% (2)
- ANSYS TUTORIAL FOR TORQUE ANALYSIS OF SHAFT WITH TWO DISKSDokumen13 halamanANSYS TUTORIAL FOR TORQUE ANALYSIS OF SHAFT WITH TWO DISKSPugazhenthi ThananjayanBelum ada peringkat
- Math 4340-Lecture 3Dokumen1 halamanMath 4340-Lecture 3Sean LiBelum ada peringkat
- High Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorDari EverandHigh Order Large Eddy Simulation for Shock-Boundary Layer Interaction Control by a Micro-ramp Vortex GeneratorBelum ada peringkat
- Bearing Fault Detection Techniques - A Review: Nabhan, A., Nouby, M., Sami, A.M., Mousa, M.ODokumen18 halamanBearing Fault Detection Techniques - A Review: Nabhan, A., Nouby, M., Sami, A.M., Mousa, M.ObeingraviBelum ada peringkat
- Torsional Vibration of Turbomachinery - Duncan N. Walker PDFDokumen136 halamanTorsional Vibration of Turbomachinery - Duncan N. Walker PDFkolle_sdestefa100% (1)
- 1.1 Torsional Vibration: Torsional Vibration Involves Angular Oscillations of The Rotors of ADokumen6 halaman1.1 Torsional Vibration: Torsional Vibration Involves Angular Oscillations of The Rotors of ASç-č AbabiiBelum ada peringkat
- MFS-LT Web 8oDokumen8 halamanMFS-LT Web 8oSEBINBelum ada peringkat
- Call For Paper-International Journal of Information Technology Convergence and Services (IJITCS)Dokumen2 halamanCall For Paper-International Journal of Information Technology Convergence and Services (IJITCS)ijitcsBelum ada peringkat
- Ijsea CFPDokumen2 halamanIjsea CFPAnonymous rVWvjCRLGBelum ada peringkat
- International Journal of Wireless & Mobile Networks (IJWMN)Dokumen2 halamanInternational Journal of Wireless & Mobile Networks (IJWMN)John BergBelum ada peringkat
- The International Journal of Multimedia & Its Applications (IJMA) ERA - IndexedDokumen2 halamanThe International Journal of Multimedia & Its Applications (IJMA) ERA - IndexedIJMAJournalBelum ada peringkat
- ISSN: 2320-7493 (Online) 2320 - 8449 (Print)Dokumen2 halamanISSN: 2320-7493 (Online) 2320 - 8449 (Print)Alejandro CarverBelum ada peringkat
- International Journal of Advances in Chemistry (IJAC)Dokumen2 halamanInternational Journal of Advances in Chemistry (IJAC)msejjournalBelum ada peringkat
- ISSN: 2320-7493 (Online) 2320 - 8449 (Print)Dokumen2 halamanISSN: 2320-7493 (Online) 2320 - 8449 (Print)Alejandro CarverBelum ada peringkat
- International Journal of Peer-To-Peer Networks (IJP2P)Dokumen2 halamanInternational Journal of Peer-To-Peer Networks (IJP2P)Ashley HowardBelum ada peringkat
- International Journal of Managing Information Technology (IJMIT)Dokumen2 halamanInternational Journal of Managing Information Technology (IJMIT)ijmitBelum ada peringkat
- Advanced Computing An International Journal (ACIJ)Dokumen2 halamanAdvanced Computing An International Journal (ACIJ)acii journalBelum ada peringkat
- Hiij 2015Dokumen2 halamanHiij 2015hiijjournalBelum ada peringkat
- International Journal of Computational Science and Information Technology (IJCSITY)Dokumen2 halamanInternational Journal of Computational Science and Information Technology (IJCSITY)Anonymous F1whTRBelum ada peringkat
- International Journal of Computational Science and Information Technology (IJCSITY)Dokumen2 halamanInternational Journal of Computational Science and Information Technology (IJCSITY)Anonymous F1whTRBelum ada peringkat
- International Journal of Advances in Biology (IJAB)Dokumen2 halamanInternational Journal of Advances in Biology (IJAB)ijabairccBelum ada peringkat
- International Journal of Recent Advances in Mechanical Engineering (IJMECH)Dokumen1 halamanInternational Journal of Recent Advances in Mechanical Engineering (IJMECH)Anonymous pKuPK3zUBelum ada peringkat
- Call For Paper - International Journal of Information Science & Techniques (IJIST)Dokumen2 halamanCall For Paper - International Journal of Information Science & Techniques (IJIST)Mandy DiazBelum ada peringkat
- IJCAxInternational Journal of Computer-Aided Technologies (IJCAx)Dokumen2 halamanIJCAxInternational Journal of Computer-Aided Technologies (IJCAx)Anonymous YlNWzoEBelum ada peringkat
- International Journal of Network Security & Its Applications (IJNSA) - ERA, WJCI IndexedDokumen2 halamanInternational Journal of Network Security & Its Applications (IJNSA) - ERA, WJCI IndexedAIRCC - IJNSABelum ada peringkat
- International Journal of Peer-To-Peer Networks (IJP2P)Dokumen2 halamanInternational Journal of Peer-To-Peer Networks (IJP2P)Ashley HowardBelum ada peringkat
- International Journal of Recent Advances in Mechanical Engineering (IJMECH)Dokumen1 halamanInternational Journal of Recent Advances in Mechanical Engineering (IJMECH)Anonymous pKuPK3zUBelum ada peringkat
- International Journal of Artificial Intelligence & Applications (IJAIA)Dokumen2 halamanInternational Journal of Artificial Intelligence & Applications (IJAIA)Adam HansenBelum ada peringkat
- ISSN:2393 - 8455: Scope & TopicsDokumen2 halamanISSN:2393 - 8455: Scope & Topicscaijjournal2Belum ada peringkat
- Advanced Computing An International Journal (ACIJ)Dokumen2 halamanAdvanced Computing An International Journal (ACIJ)acii journalBelum ada peringkat
- International Journal of Managing Information Technology (IJMIT)Dokumen2 halamanInternational Journal of Managing Information Technology (IJMIT)ijmitBelum ada peringkat
- Bioscience & Engineering: An International Journal (BIOEJ)Dokumen2 halamanBioscience & Engineering: An International Journal (BIOEJ)bioejBelum ada peringkat
- ISSN: 2320-7493 (Online) 2320 - 8449 (Print)Dokumen2 halamanISSN: 2320-7493 (Online) 2320 - 8449 (Print)Alejandro CarverBelum ada peringkat
- Advanced Energy: An International Journal (AEIJ)Dokumen1 halamanAdvanced Energy: An International Journal (AEIJ)journalaeijBelum ada peringkat
- Call For Paper-International Journal of Information Technology Convergence and Services (IJITCS)Dokumen2 halamanCall For Paper-International Journal of Information Technology Convergence and Services (IJITCS)ijitcsBelum ada peringkat
- International Journal of Network Security & Its Applications (IJNSA) - ERA, WJCI IndexedDokumen2 halamanInternational Journal of Network Security & Its Applications (IJNSA) - ERA, WJCI IndexedAIRCC - IJNSABelum ada peringkat
- Call For Papers-Informatics Engineering, An International Journal (IEIJ)Dokumen2 halamanCall For Papers-Informatics Engineering, An International Journal (IEIJ)ijsptmBelum ada peringkat
- Physics: NAME . Admission Number: ClassDokumen6 halamanPhysics: NAME . Admission Number: ClassWaraidzo MajiriBelum ada peringkat
- Revision Plan-II (DPP # 2) - Physics - EnglishDokumen12 halamanRevision Plan-II (DPP # 2) - Physics - EnglishBhriguKansra50% (2)
- P P/ V/ X X / L P F F - F: 30.4 Decay of Turbulence Downstream From A Stilling BasinDokumen2 halamanP P/ V/ X X / L P F F - F: 30.4 Decay of Turbulence Downstream From A Stilling Basinamanj2009Belum ada peringkat
- Academic programs for Mechanical EngineeringDokumen31 halamanAcademic programs for Mechanical EngineeringRohit NathBelum ada peringkat
- 3 Tier Grillage Design CalculationDokumen5 halaman3 Tier Grillage Design CalculationDebesh KuanrBelum ada peringkat
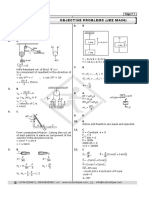
- Friction and constrained motion problems from JEE Main objective questionsDokumen24 halamanFriction and constrained motion problems from JEE Main objective questionsShuvanshu GuptaBelum ada peringkat
- Calculation - Foundation CCTV PoleDokumen26 halamanCalculation - Foundation CCTV PoleJuragan Iwal100% (2)
- COMBIN7 (LegacyElement)Dokumen7 halamanCOMBIN7 (LegacyElement)Feby Philip AbrahamBelum ada peringkat
- Agard Ar 345Dokumen139 halamanAgard Ar 345Kanoe FabrikBelum ada peringkat
- Ground Effect of Flow Around An Elliptic Cylinder in A TurbuDokumen14 halamanGround Effect of Flow Around An Elliptic Cylinder in A TurbusujabnikoBelum ada peringkat
- Motores FullingmotorDokumen50 halamanMotores Fullingmotorservitecdj100% (1)
- Tarea 19 - Metodo API Rp11lDokumen12 halamanTarea 19 - Metodo API Rp11lMelo GutiérrezBelum ada peringkat
- KNUCKLE JOINT SIMULATIONDokumen11 halamanKNUCKLE JOINT SIMULATIONMayank kumawatBelum ada peringkat
- Einstein's Special Theory of Relativity ExplainedDokumen9 halamanEinstein's Special Theory of Relativity ExplainedKris NavaratnamBelum ada peringkat
- Transport Phenomena (Transfer Processes)Dokumen38 halamanTransport Phenomena (Transfer Processes)esiri aluyaBelum ada peringkat
- Center of Mass: JEE (Advanced) SyllabusDokumen112 halamanCenter of Mass: JEE (Advanced) SyllabusSwastik AgarwalBelum ada peringkat
- Physics Exam Questions For SS2 Second TermDokumen15 halamanPhysics Exam Questions For SS2 Second TermShoon100% (3)
- MAT FOUNDATION ENGINEERINGDokumen70 halamanMAT FOUNDATION ENGINEERINGKarim SadekBelum ada peringkat
- Sustainability 14 11189 v2 PDFDokumen25 halamanSustainability 14 11189 v2 PDFZhiger KurmangalievBelum ada peringkat
- Simplified Method For Calculating He Active Earth Pressure On Retaining Walls of Narrow Backfi..Dokumen13 halamanSimplified Method For Calculating He Active Earth Pressure On Retaining Walls of Narrow Backfi..Naim AburayyamBelum ada peringkat
- Elastic and viscoelastic properties of metals and their modelingDokumen11 halamanElastic and viscoelastic properties of metals and their modelinggunapalshettyBelum ada peringkat
- Soda Can AnalysisDokumen21 halamanSoda Can AnalysisYashwant RaoBelum ada peringkat
- GATE Aerospace 2017 Mock Test ResultsDokumen22 halamanGATE Aerospace 2017 Mock Test ResultsphaninderBelum ada peringkat
- Sediment Transport - Zhou LiuDokumen75 halamanSediment Transport - Zhou LiuRahman To RicoBelum ada peringkat
- Satellite Communication BasicsDokumen164 halamanSatellite Communication Basicsvasu100% (1)
- Hui-Hui Dai and Jibin Li - Solitary Shock Waves and Periodic Shock Waves in A Compressible Mooney-Rivlin Elastic RodDokumen1 halamanHui-Hui Dai and Jibin Li - Solitary Shock Waves and Periodic Shock Waves in A Compressible Mooney-Rivlin Elastic RodArchmcaBelum ada peringkat
- STAAD PRO V8i Technical Reference - Design ParametersDokumen4 halamanSTAAD PRO V8i Technical Reference - Design ParametersislamBelum ada peringkat
- Fluid Flow and Heat Transfer Correlations for Flat PlatesDokumen13 halamanFluid Flow and Heat Transfer Correlations for Flat PlatesRiad El Abed100% (1)
- Rigid Bodies Dinamic SolutionsDokumen11 halamanRigid Bodies Dinamic SolutionsElle LawlietBelum ada peringkat
- 1 - Melt Spinnable Spandex FibersDokumen10 halaman1 - Melt Spinnable Spandex FibersCaroline da Silva FerreiraBelum ada peringkat