Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Lovato - Capitolo 15 GB - Earth Leakage RelaysDokumen8 halamanLovato - Capitolo 15 GB - Earth Leakage Relaysluat1983Belum ada peringkat
- Application of Out-Of-step Blocking and Tripping RelaysDokumen22 halamanApplication of Out-Of-step Blocking and Tripping RelaysfreddyriveraBelum ada peringkat
- Protection and Commissioning of Multifunction Digital Transformer Relays at Medium Voltage Industrial FacilitiesDokumen10 halamanProtection and Commissioning of Multifunction Digital Transformer Relays at Medium Voltage Industrial FacilitiesRogelio RevettiBelum ada peringkat
- Easy Altivar 310 - ATV310H075N4EDokumen6 halamanEasy Altivar 310 - ATV310H075N4EPhaniBelum ada peringkat
- Foxboro 3-15 PsiDokumen18 halamanFoxboro 3-15 PsiThéophile RicquartBelum ada peringkat
- Controladores Dixell Xm678d GBDokumen14 halamanControladores Dixell Xm678d GBReinaldo MarquesBelum ada peringkat
- SRI Chute Height SensorsDokumen2 halamanSRI Chute Height Sensorsandrieysyah2525Belum ada peringkat
- Presentation On A 132KV GSS NANGAL-SHERPURDokumen27 halamanPresentation On A 132KV GSS NANGAL-SHERPURmanmohan meenaBelum ada peringkat
- Sensitive Stator and Rotor Earth Fault Protection at Hydro GeneratorsDokumen9 halamanSensitive Stator and Rotor Earth Fault Protection at Hydro GeneratorsrajeshBelum ada peringkat
- Relay Device No.Dokumen6 halamanRelay Device No.Omid TajikBelum ada peringkat
- RI-80 SMD Series Dry Reed SwitchDokumen2 halamanRI-80 SMD Series Dry Reed Switchmicimacko_Belum ada peringkat
- IMC-101G Series: Industrial Gigabit Ethernet-To-Fiber Media ConvertersDokumen4 halamanIMC-101G Series: Industrial Gigabit Ethernet-To-Fiber Media ConvertersAdnan Naeem MalikBelum ada peringkat
- Mini MPI Circuit DiagramsDokumen41 halamanMini MPI Circuit DiagramsbdruettBelum ada peringkat
- Areva P442 Protection by ArevaDokumen50 halamanAreva P442 Protection by ArevanadalllabeedBelum ada peringkat
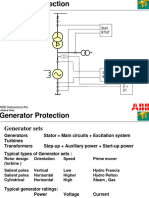
- Generator ProtectionDokumen86 halamanGenerator ProtectionAbhishek RajputBelum ada peringkat
- Prototype Development of Automated Ring Main Unit System: TNB Distribution Presentation MeetingDokumen34 halamanPrototype Development of Automated Ring Main Unit System: TNB Distribution Presentation Meetingththee100% (1)
- 13.smart Poultry Farm Using Arduino MegaDokumen8 halaman13.smart Poultry Farm Using Arduino MegavalentinusBelum ada peringkat
- AC 690 Service EngDokumen56 halamanAC 690 Service Engajfon.rs100% (3)
- Electro Control Equipment:: Relay Circuit UnitDokumen14 halamanElectro Control Equipment:: Relay Circuit UnitMarshella Faye CaguranganBelum ada peringkat
- Cat 950 Sistem ElectricDokumen8 halamanCat 950 Sistem Electrichitler morales gavidiaBelum ada peringkat
- MIL HDBK 217F Notice221 PDFDokumen150 halamanMIL HDBK 217F Notice221 PDFretrospect1000Belum ada peringkat
- Electrical Wiring Diagrams 10-10Dokumen21 halamanElectrical Wiring Diagrams 10-10Rami Reddy100% (8)
- Sse - Acdb - 1 It-1 320 KW Acjb (80Kwx4) (4 in 2 Out)Dokumen3 halamanSse - Acdb - 1 It-1 320 KW Acjb (80Kwx4) (4 in 2 Out)Madhusudan RathiBelum ada peringkat
- SCADAPack 32 ControllerDokumen66 halamanSCADAPack 32 Controllersergio_costa_28Belum ada peringkat
- BG5914 08 0 enDokumen8 halamanBG5914 08 0 endavidk8Belum ada peringkat
- Generators Portable Ultrasilent DCA45USI Rev 2 Manual DataId 19073 Version 1Dokumen82 halamanGenerators Portable Ultrasilent DCA45USI Rev 2 Manual DataId 19073 Version 1asadiqbalansariBelum ada peringkat
- Easy Altivar 310 - ATV310HD18N4EFDokumen7 halamanEasy Altivar 310 - ATV310HD18N4EFTengku MunzirBelum ada peringkat
- Battery Charger Training ManualDokumen150 halamanBattery Charger Training ManualGeorge Asuncion60% (5)
- Ion 75007600Dokumen8 halamanIon 75007600Juan Pablo GaeteBelum ada peringkat