Anda mungkin juga menyukai
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDari Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsPenilaian: 4 dari 5 bintang4/5 (1)
- Transformer Manual GuideDokumen35 halamanTransformer Manual Guidejiguparmar1516100% (1)
- Why Why Analysis Presentation-TPm-training-materialDokumen43 halamanWhy Why Analysis Presentation-TPm-training-materialsaravanananusha67% (6)
- SOP OperationDokumen68 halamanSOP OperationPamela Bradley100% (1)
- Fundamentals of Fault Current and Grounding in Electrical SystemsDari EverandFundamentals of Fault Current and Grounding in Electrical SystemsPenilaian: 4 dari 5 bintang4/5 (3)
- Aakhiri DavDokumen32 halamanAakhiri DavAnimesh Jha0% (1)
- Renovation Modernization and Uprating of Hydro Power StationsDokumen5 halamanRenovation Modernization and Uprating of Hydro Power StationsAbhijeet SinghBelum ada peringkat
- 20/25MVA Transformer ProtectionDokumen25 halaman20/25MVA Transformer ProtectionPamela BradleyBelum ada peringkat
- Ie RulesDokumen39 halamanIe Ruleslrpatra50% (2)
- Report On Transformer ManufacturingDokumen36 halamanReport On Transformer ManufacturingRaj Moyal89% (57)
- How Utilities Evaluate Power Transformer QualityDokumen50 halamanHow Utilities Evaluate Power Transformer Qualityccprado1Belum ada peringkat
- R&D Conference on Sustainable Water and EnergyDokumen13 halamanR&D Conference on Sustainable Water and EnergyRichik Manas DasBelum ada peringkat
- Chapter 5 Generator TransformerDokumen27 halamanChapter 5 Generator TransformerAnonymous nwByj9LBelum ada peringkat
- Power Transformer Manual PDFDokumen82 halamanPower Transformer Manual PDFamulya00428Belum ada peringkat
- Selection of Sub-Station Main EquipmentsDokumen17 halamanSelection of Sub-Station Main EquipmentsSiva Rama Krishna ErramilliBelum ada peringkat
- Preparation of Transformer SpecificationDokumen54 halamanPreparation of Transformer SpecificationparvezblogBelum ada peringkat
- Self PublishingDokumen84 halamanSelf PublishingFrancesco CusumanoBelum ada peringkat
- 30MVA 25MVA 16MVA, 88-132 - 33kV TransformersDokumen8 halaman30MVA 25MVA 16MVA, 88-132 - 33kV Transformersanuragpugalia100% (1)
- Leroy Somer Tech DataDokumen20 halamanLeroy Somer Tech DataMohamad Jado100% (2)
- The Reflective Wave Phenomena: Note To SpecifiersDokumen7 halamanThe Reflective Wave Phenomena: Note To SpecifiersMina HannaBelum ada peringkat
- Lecture Notes - Transformer Installation PDFDokumen28 halamanLecture Notes - Transformer Installation PDFYuvraj Gogoi100% (1)
- Boilers PDFDokumen28 halamanBoilers PDFThulasi RamBelum ada peringkat
- Guidelines For Noise Labelling and Emission Limits of Outdoor Sources 2nd Edition 2007Dokumen30 halamanGuidelines For Noise Labelling and Emission Limits of Outdoor Sources 2nd Edition 2007sl1828Belum ada peringkat
- Dry Type VoltampDokumen18 halamanDry Type VoltampjaikolangaraparambilBelum ada peringkat
- GT Relay PanelDokumen53 halamanGT Relay PanelPamela Bradley100% (1)
- Transformers and Tapchangers Version EDokumen81 halamanTransformers and Tapchangers Version Emartinez_josel100% (1)
- 111 - 2. 2025 MVA 13233 KV Power TFDokumen32 halaman111 - 2. 2025 MVA 13233 KV Power TFGanesh KumarBelum ada peringkat
- Physics SPM Paper 2 Tips 89 Modification and 11 Decision Making Question and AnswerDokumen24 halamanPhysics SPM Paper 2 Tips 89 Modification and 11 Decision Making Question and Answerjirong100% (4)
- Understanding NEMA Motor Nameplates: Problem StatementDokumen10 halamanUnderstanding NEMA Motor Nameplates: Problem StatementAbo MoussaBelum ada peringkat
- Dry Type Transformer Spec in Word FormatDokumen25 halamanDry Type Transformer Spec in Word Formatarulraj1971Belum ada peringkat
- Cigre, 13 Years Test Experience With Short Circuit Withstand Capability of Large Power TransformersDokumen7 halamanCigre, 13 Years Test Experience With Short Circuit Withstand Capability of Large Power TransformersAnonymous YBOliZYBelum ada peringkat
- Motores Norma VDE-530 para AislamientosDokumen9 halamanMotores Norma VDE-530 para Aislamientosjcorona71Belum ada peringkat
- Cigre, 13 Years Test Experience With Short Circuit Withstand Capability of Large Power TransformersDokumen7 halamanCigre, 13 Years Test Experience With Short Circuit Withstand Capability of Large Power TransformersMartin ButcherBelum ada peringkat
- Electrical Testing Dry Type TransformersDokumen5 halamanElectrical Testing Dry Type Transformersread4freeBelum ada peringkat
- ASME - PTC4.1 .Boiler Efficiency TestDokumen29 halamanASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- ASME - PTC4.1 .Boiler Efficiency TestDokumen29 halamanASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- Captive Motor-Transformer PDFDokumen11 halamanCaptive Motor-Transformer PDFAmorn Thumrat100% (1)
- 1.list Out Trouble Shooting Techniques For Transformer TransformerDokumen30 halaman1.list Out Trouble Shooting Techniques For Transformer Transformerrohith mukkamalaBelum ada peringkat
- Transformer Basics To Those Unfamiliar With Transformer Manufacturing, Terms Such As Fish, Kraft, NaturalDokumen6 halamanTransformer Basics To Those Unfamiliar With Transformer Manufacturing, Terms Such As Fish, Kraft, NaturalluroguitaBelum ada peringkat
- Technical Specifications of Transformers: Applicable Codes and Standards For TransformersDokumen5 halamanTechnical Specifications of Transformers: Applicable Codes and Standards For TransformersNnaabyendu SahaBelum ada peringkat
- Ddugjy 3 Phase DTsDokumen32 halamanDdugjy 3 Phase DTspraveenkumarBelum ada peringkat
- HNC Operations Engineering Noel Jennings Engineering Design AssignmentDokumen13 halamanHNC Operations Engineering Noel Jennings Engineering Design AssignmentNoel JenningsBelum ada peringkat
- Wiring Method & Motor SelectionDokumen32 halamanWiring Method & Motor SelectionshatilBelum ada peringkat
- TransformerDokumen8 halamanTransformersbpathiBelum ada peringkat
- General Specification: NO. 16-10-1 Dry Type Power TransformersDokumen12 halamanGeneral Specification: NO. 16-10-1 Dry Type Power TransformersSubash ChandraboseBelum ada peringkat
- Distribution Transformer Engineering GuideDokumen12 halamanDistribution Transformer Engineering GuideAvinash LalBelum ada peringkat
- Outdoor Distribution Transformers Technical SpecDokumen21 halamanOutdoor Distribution Transformers Technical SpecPrashant NankarBelum ada peringkat
- UEP Bulletin 1724E-300Dokumen222 halamanUEP Bulletin 1724E-300mamtaskydesignerBelum ada peringkat
- Bushing Selection - Making The Right ChoiceDokumen9 halamanBushing Selection - Making The Right ChoiceManojBelum ada peringkat
- 15ee752 PDFDokumen41 halaman15ee752 PDFkoushith gowda0% (1)
- OVDT Vs CRT - GeneralDokumen24 halamanOVDT Vs CRT - Generaljaiqc100% (1)
- 1961 - Thermal Relationships in An Induction Motor Under Normal and Abnormal OperationDokumen11 halaman1961 - Thermal Relationships in An Induction Motor Under Normal and Abnormal Operationlbk50Belum ada peringkat
- Types of Distribution TransformersDokumen78 halamanTypes of Distribution Transformersraja471100% (1)
- Section - Viii: Technical Specifications of TransformersDokumen21 halamanSection - Viii: Technical Specifications of TransformersSrini DuddupudiBelum ada peringkat
- Introducton 1.1 Overview:: Power Transformer Protection Using Microcontroller-Based RelayDokumen51 halamanIntroducton 1.1 Overview:: Power Transformer Protection Using Microcontroller-Based RelayManoj NagarajanBelum ada peringkat
- Kotef: Combined Metering Unit To KVDokumen4 halamanKotef: Combined Metering Unit To KVLarocque11Belum ada peringkat
- E21451 1Dokumen8 halamanE21451 1Hillary McgowanBelum ada peringkat
- 1-04-012-11 - 0 TrafoDokumen9 halaman1-04-012-11 - 0 TrafonishantpsbBelum ada peringkat
- Designing Inherently Short-Circuit-Proof, Potted Safety Transformers Up To 10VA With Rale Design System, in Accordance With IEC 61558Dokumen15 halamanDesigning Inherently Short-Circuit-Proof, Potted Safety Transformers Up To 10VA With Rale Design System, in Accordance With IEC 61558PredragPeđaMarkovićBelum ada peringkat
- Industrial VisitDokumen20 halamanIndustrial VisitKanchan kumarBelum ada peringkat
- Transformer Training Inputs JMD 26 8 2015Dokumen14 halamanTransformer Training Inputs JMD 26 8 2015dombipinBelum ada peringkat
- Instruction For Installation and Maintenance - CT - ADokumen12 halamanInstruction For Installation and Maintenance - CT - AcataconstantinBelum ada peringkat
- Superconducting Fault Current LimiterDokumen39 halamanSuperconducting Fault Current LimiterLalit Kumar VermaBelum ada peringkat
- Testing and Commissioning of Power System Apparatus: MODULE-3: TransformersDokumen18 halamanTesting and Commissioning of Power System Apparatus: MODULE-3: TransformersGuna Priya100% (1)
- Power TransformerDokumen17 halamanPower TransformerANANDBelum ada peringkat
- Ehv EquipmentsDokumen5 halamanEhv EquipmentskjfensBelum ada peringkat
- An-5, Transformer-Based Phone Line Interfaces (DAA, FXO), Rev1Dokumen15 halamanAn-5, Transformer-Based Phone Line Interfaces (DAA, FXO), Rev1Dhrumeet PatelBelum ada peringkat
- History and Emerging of The Industry: Industrial Training at Industry PremisesDokumen21 halamanHistory and Emerging of The Industry: Industrial Training at Industry PremisesDharam PatelBelum ada peringkat
- Anodes in Cooling Water Heat Exchangers - GuidelinesDokumen12 halamanAnodes in Cooling Water Heat Exchangers - GuidelinesJake SparrowBelum ada peringkat
- Pre/Post Metric Scholarship Purpose Only Form of CertificateDokumen1 halamanPre/Post Metric Scholarship Purpose Only Form of CertificatePamela BradleyBelum ada peringkat
- Uom MW Degree Degree Mpa PCNT Kpa PCNT PCNT PCNT DegreeDokumen1 halamanUom MW Degree Degree Mpa PCNT Kpa PCNT PCNT PCNT DegreePamela BradleyBelum ada peringkat
- SOx Control During Combustion of Coal by Adding LimeStoneDokumen3 halamanSOx Control During Combustion of Coal by Adding LimeStonePamela BradleyBelum ada peringkat
- 2.2 BoilersDokumen9 halaman2.2 BoilersSalihibnuali KpBelum ada peringkat
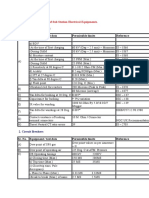
- Typical Limiting Values of Sub Station Electrical EquipmentsDokumen6 halamanTypical Limiting Values of Sub Station Electrical EquipmentsPamela BradleyBelum ada peringkat
- PDF - Engagement of Guest FacultyDokumen94 halamanPDF - Engagement of Guest FacultyPamela BradleyBelum ada peringkat
- PDF PGDC Pros2011-12Dokumen18 halamanPDF PGDC Pros2011-12Pamela BradleyBelum ada peringkat
- Appendix 1: Test Specification References and Test RequirementsDokumen4 halamanAppendix 1: Test Specification References and Test RequirementsPamela BradleyBelum ada peringkat
- Public Notice TradingDokumen1 halamanPublic Notice TradingPamela BradleyBelum ada peringkat
- IRDA Incurred Claim Ratio-How To Choose The Best Health InsuranceDokumen73 halamanIRDA Incurred Claim Ratio-How To Choose The Best Health InsurancePamela BradleyBelum ada peringkat
- Vansh ChopraDokumen2 halamanVansh ChopraPamela BradleyBelum ada peringkat
- Waterhandbook PDFDokumen50 halamanWaterhandbook PDFdorababu2007Belum ada peringkat
- CSVTU BE & B.arch Regular & Backlog 2014 Exam Results - Schools9Dokumen2 halamanCSVTU BE & B.arch Regular & Backlog 2014 Exam Results - Schools9Pamela BradleyBelum ada peringkat
- GT LossDokumen8 halamanGT LossPamela BradleyBelum ada peringkat
- Mahamanav Ki GawahiDokumen5 halamanMahamanav Ki GawahiPamela BradleyBelum ada peringkat
- GT MB1Dokumen6 halamanGT MB1Pamela BradleyBelum ada peringkat
- GT MBDokumen17 halamanGT MBPamela BradleyBelum ada peringkat
- 14 Sscet Be Roll No 2014Dokumen25 halaman14 Sscet Be Roll No 2014Pamela BradleyBelum ada peringkat
- 14 Sscet Be Roll No 2014Dokumen25 halaman14 Sscet Be Roll No 2014Pamela BradleyBelum ada peringkat
- ST MBDokumen37 halamanST MBPamela BradleyBelum ada peringkat
- StockDokumen2 halamanStockPamela BradleyBelum ada peringkat
- Ut Relay Panel RevDokumen27 halamanUt Relay Panel RevPamela BradleyBelum ada peringkat
- John Bingham-Hall CVDokumen2 halamanJohn Bingham-Hall CVJohn Bingham-HallBelum ada peringkat
- 695 y and 695 D Series - Trap Primer Splitter - PrimeperfectDokumen1 halaman695 y and 695 D Series - Trap Primer Splitter - PrimeperfectjituplanojrBelum ada peringkat
- EPC Civil06Dokumen6 halamanEPC Civil06MHanif ARBelum ada peringkat
- As 1172.2-1999 Water Closet (WC) Pans of 6 3 L Capacity or Proven Equivalent CisternsDokumen7 halamanAs 1172.2-1999 Water Closet (WC) Pans of 6 3 L Capacity or Proven Equivalent CisternsSAI Global - APACBelum ada peringkat
- CV Edin Fatic2Dokumen2 halamanCV Edin Fatic2yousab creator2Belum ada peringkat
- SwiggyDokumen5 halamanSwiggyAravind NarayanBelum ada peringkat
- RapidAnalytics ManualDokumen23 halamanRapidAnalytics ManualansanaBelum ada peringkat
- Master The Five Remote Function CallDokumen25 halamanMaster The Five Remote Function Callntesla2009Belum ada peringkat
- R2B - Buffer Seals - InchDokumen2 halamanR2B - Buffer Seals - InchBill MurrayBelum ada peringkat
- Catalog CabluriDokumen7 halamanCatalog CabluriAdrian OprisanBelum ada peringkat
- Transmission Lines-Basic Principles 01515900Dokumen13 halamanTransmission Lines-Basic Principles 01515900Sachin1091Belum ada peringkat
- Computer Organization & Assembly Language: 1 - An IntroductionDokumen35 halamanComputer Organization & Assembly Language: 1 - An IntroductionAhmad NaeemBelum ada peringkat
- RVR & JC College BTech Course Scheme 2012-13Dokumen211 halamanRVR & JC College BTech Course Scheme 2012-13Madhusudhan Rao KBelum ada peringkat
- IoT Workshop Tutorial PDFDokumen10 halamanIoT Workshop Tutorial PDFSrikanth SriBelum ada peringkat
- Dyeing Process Guide: Types, Machines & OptimizationDokumen3 halamanDyeing Process Guide: Types, Machines & OptimizationVipin Singh KandholBelum ada peringkat
- ASHIDA Product CatalogueDokumen4 halamanASHIDA Product Cataloguerahulyadav2121545Belum ada peringkat
- Terminal Block Diaphragm Switch: D1T, D2T SeriesDokumen2 halamanTerminal Block Diaphragm Switch: D1T, D2T Serieschris a gutierrexBelum ada peringkat
- Oleh - Fadli Satrio Fadjri - Prof. Dr. Ing. Ir. Rudi Rubiandini R.SDokumen3 halamanOleh - Fadli Satrio Fadjri - Prof. Dr. Ing. Ir. Rudi Rubiandini R.SGusti PanuntunBelum ada peringkat
- Chapter 12 - LCD and KeyboardDokumen27 halamanChapter 12 - LCD and KeyboardAnkit KumarBelum ada peringkat
- The Significance of Andragogy in Present Day Higher EducationDokumen5 halamanThe Significance of Andragogy in Present Day Higher EducationInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- The Performing Style of Alexander Scriabin by Anatole LeikinDokumen6 halamanThe Performing Style of Alexander Scriabin by Anatole LeikinRobert MorrisBelum ada peringkat
- Caterpillar 307 CSB Technical SpecificationsDokumen3 halamanCaterpillar 307 CSB Technical Specificationsdale100% (22)
- Cing - Common Interface For NMR Structure Generation: Results 1 - 10 of 978Dokumen3 halamanCing - Common Interface For NMR Structure Generation: Results 1 - 10 of 978Judap FlocBelum ada peringkat
- CamlabDokumen22 halamanCamlabviswamanojBelum ada peringkat
- Design Pattern Mock Test IDokumen6 halamanDesign Pattern Mock Test IAhmad RamadanBelum ada peringkat
- Warranty CardDokumen4 halamanWarranty CardVjPratzBelum ada peringkat