Anda mungkin juga menyukai
- Camshaft Adjuster Mercedes w202 M111Dokumen5 halamanCamshaft Adjuster Mercedes w202 M111Everton Farias100% (1)
- Crankshaft Types and DifferencesDokumen45 halamanCrankshaft Types and DifferencesPramod DhaigudeBelum ada peringkat
- VW SSP PDFDokumen78 halamanVW SSP PDFAndres GuamanBelum ada peringkat
- Brochure Donkervoort D8 GTO S 2017 ENGDokumen68 halamanBrochure Donkervoort D8 GTO S 2017 ENGanderson3170Belum ada peringkat
- Dayco Serpentine Belt GuideDokumen89 halamanDayco Serpentine Belt GuidemastervikingBelum ada peringkat
- Engine General: 303-01B Engine - 1.4L Duratorq-Tdci (DV) Diesel 2004 - 2012 Fusion Description and OperationDokumen14 halamanEngine General: 303-01B Engine - 1.4L Duratorq-Tdci (DV) Diesel 2004 - 2012 Fusion Description and OperationHenrique AlmeidaBelum ada peringkat
- Etymology: History of The AutomobileDokumen5 halamanEtymology: History of The Automobilelatchanyanana100% (1)
- 5 Pierburg SingleDokumen8 halaman5 Pierburg Singlevanapeer100% (4)
- MF200 PM #1436365M1Dokumen419 halamanMF200 PM #1436365M1Edgar Rojas Espejo67% (3)
- SM Engine Fage y F4heDokumen206 halamanSM Engine Fage y F4heJose Carmona100% (8)
- Valve Lash For Cummins Engine K38Dokumen9 halamanValve Lash For Cummins Engine K38Youssef Ali100% (1)
- EMC 110 B10 Data SheetDokumen4 halamanEMC 110 B10 Data SheetDejan Mitrović100% (1)
- Ks Si 0014 en WebDokumen0 halamanKs Si 0014 en WebMoaed KanbarBelum ada peringkat
- Formula R1 Racing - Explosionszeichnungen Und Adapter PDFDokumen9 halamanFormula R1 Racing - Explosionszeichnungen Und Adapter PDFIBC_TobiBelum ada peringkat
- Yamaha Motor Australia / New Zealand Ver5.0Dokumen18 halamanYamaha Motor Australia / New Zealand Ver5.0Meor Amri100% (5)
- T25 2013 Catalogue 75dpi PDFDokumen68 halamanT25 2013 Catalogue 75dpi PDFsinyoprimaBelum ada peringkat
- Golf-March-2006 PDFDokumen30 halamanGolf-March-2006 PDFCaroline PuckettBelum ada peringkat
- Compare Chevrolet Tavera Vs Toyota InnovaDokumen11 halamanCompare Chevrolet Tavera Vs Toyota InnovaBikeportalBelum ada peringkat
- 960 - 1996 Owner's ManualDokumen254 halaman960 - 1996 Owner's ManualhucnBelum ada peringkat
- Kit Turbo TTEDokumen64 halamanKit Turbo TTENokxaBelum ada peringkat
- Catalogo Fuel Pumps Air Flow 17122009135336Dokumen88 halamanCatalogo Fuel Pumps Air Flow 17122009135336evailson2Belum ada peringkat
- Echlin Part No RefDokumen85 halamanEchlin Part No Refpilveni100% (1)
- Xu 10 J 2 TeDokumen5 halamanXu 10 J 2 TeSteven LawtonBelum ada peringkat
- 100 - 01 Identification CodesDokumen12 halaman100 - 01 Identification Codestechnical trainer 011cBelum ada peringkat
- Ducati Desmodromic Variable Timing (DVT) EngineDokumen3 halamanDucati Desmodromic Variable Timing (DVT) EngineRushLaneBelum ada peringkat
- New 5 - and 6-Cylinder VW Diesel EnginesDokumen28 halamanNew 5 - and 6-Cylinder VW Diesel EnginesErick RodriguesBelum ada peringkat
- Service: Wheel and Tire GuideDokumen113 halamanService: Wheel and Tire GuidealexBelum ada peringkat
- Modifications - Audi R8Dokumen3 halamanModifications - Audi R8Anoop VadayampadyBelum ada peringkat
- Water Pump App CatalogueDokumen130 halamanWater Pump App Catalogueالاتحاد العربي للاعمال المعدنيةBelum ada peringkat
- G50 and G55 Manual Transmissions: DescriptionDokumen7 halamanG50 and G55 Manual Transmissions: DescriptionCarlos Machado100% (1)
- Mazda323 BrochureDokumen28 halamanMazda323 BrochureDene DenemeBelum ada peringkat
- W 463 Front Brakes InstallationDokumen8 halamanW 463 Front Brakes Installationhv4000100% (1)
- XR700 and XR3000: Ignition InspectionDokumen20 halamanXR700 and XR3000: Ignition InspectionDevine LightBelum ada peringkat
- Reset Printer Canon MP140Dokumen7 halamanReset Printer Canon MP140bim2009Belum ada peringkat
- Portal Axle Design PDFDokumen5 halamanPortal Axle Design PDFUmesh JadhavBelum ada peringkat
- VW Touran 2003 Brake Systems EngDokumen168 halamanVW Touran 2003 Brake Systems EngAleksandr Mihaylov100% (1)
- MB 190eDokumen39 halamanMB 190emnbvqwertBelum ada peringkat
- Brembo Parts - 01 05 11 PDFDokumen3 halamanBrembo Parts - 01 05 11 PDFВадим ТертицаBelum ada peringkat
- High Performance Free-Piston Stirling EnginesDokumen6 halamanHigh Performance Free-Piston Stirling EnginesSergiu GritarovschiBelum ada peringkat
- Servicing Instructions and Illustrated Parts List For Hewland FTR GearboxesDokumen28 halamanServicing Instructions and Illustrated Parts List For Hewland FTR GearboxesIgnacio ManriquezBelum ada peringkat
- M20 Displacement PDFDokumen3 halamanM20 Displacement PDFgowrielBelum ada peringkat
- Golf Plus 2005 PDFDokumen207 halamanGolf Plus 2005 PDFVladimir Ibraimovic100% (1)
- Bilstein SZ SL Sls 2010Dokumen16 halamanBilstein SZ SL Sls 2010Wimin HungBelum ada peringkat
- Electronic Fuel Injection AssignmentDokumen11 halamanElectronic Fuel Injection AssignmentyogapostBelum ada peringkat
- Land Rover V8: and ToolDokumen56 halamanLand Rover V8: and ToolAntonio OliveiraBelum ada peringkat
- Xk8 x100 Chassis NumbersDokumen1 halamanXk8 x100 Chassis NumbersAnonymous fDmkXcIqBelum ada peringkat
- Tolerance Data 2009.1 Tools 1. "999-5452"Dokumen8 halamanTolerance Data 2009.1 Tools 1. "999-5452"volvoosad100% (1)
- Aston MartinDokumen11 halamanAston MartinbillBelum ada peringkat
- Wiseco PSADokumen2 halamanWiseco PSAAntonis GeorgiadisBelum ada peringkat
- 303-01A+EngineDokumen279 halaman303-01A+EngineP HandokoBelum ada peringkat
- C3 Pluriel BrochureDokumen16 halamanC3 Pluriel BrochureSvetlana0% (1)
- Learn More: Truth: Volkswagen Tdi FaqsDokumen3 halamanLearn More: Truth: Volkswagen Tdi FaqsAnonymous frdEg5Belum ada peringkat
- Torsional Rigidity of German CarsDokumen4 halamanTorsional Rigidity of German CarsnurulainzmBelum ada peringkat
- 2002 Mercedes Benz AMG Accessories UKDokumen48 halaman2002 Mercedes Benz AMG Accessories UKAdrian NazareBelum ada peringkat
- 2006 Cclass Clkclass Sclass Clclass SlclassDokumen79 halaman2006 Cclass Clkclass Sclass Clclass Slclassopenid_nHbxM2cxBelum ada peringkat
- 2005 9-5 EnginesDokumen2 halaman2005 9-5 Enginessnappydressedotter100% (1)
- Marketing Strategies of FIATDokumen67 halamanMarketing Strategies of FIATRasKumar0% (1)
- Jaguar X-Type 2007 3.0 - Relés e Fusíveis Derivação Dos Positivos - Diagrama Elétrico PDFDokumen5 halamanJaguar X-Type 2007 3.0 - Relés e Fusíveis Derivação Dos Positivos - Diagrama Elétrico PDFDyego Oliveira Torres100% (1)
- Rolls-Royce Series To Silver Shadow and Bentley T-Series - CompressedDokumen39 halamanRolls-Royce Series To Silver Shadow and Bentley T-Series - Compressedroberto100% (1)
- Active Front SteeringDokumen19 halamanActive Front SteeringENIC-AITCG100% (2)
- D 51 Ex PX-22 Código de Peças PDFDokumen495 halamanD 51 Ex PX-22 Código de Peças PDFJulia Coitinho SilvaBelum ada peringkat
- 6la-St, Lak-St, Lah-St, Lahk-St, Lah-SteDokumen201 halaman6la-St, Lak-St, Lah-St, Lahk-St, Lah-SteJakewell Joyce Bucol100% (2)
- Weichai Flash Code For Euro 3pdfDokumen3 halamanWeichai Flash Code For Euro 3pdfRenzyross VillaruzBelum ada peringkat
- Air Intake and Exhaust System 13-20-2 (Hino Engine Type J08etm-Ksda)Dokumen4 halamanAir Intake and Exhaust System 13-20-2 (Hino Engine Type J08etm-Ksda)Oecox Cah DjadoelBelum ada peringkat
- Kohinoor Mills Gujar Khan Internship ReportDokumen1 halamanKohinoor Mills Gujar Khan Internship ReportMuhammadArslanBelum ada peringkat
- AC 43.13-1B Chapter 08Dokumen42 halamanAC 43.13-1B Chapter 08Vorrataa KulkeitpravatBelum ada peringkat
- Ic EngineDokumen23 halamanIc EngineGanesh kumar100% (1)
- MCL345 L1 IntroductionDokumen14 halamanMCL345 L1 IntroductionKartik AggarwalBelum ada peringkat
- db4429 5514Dokumen4 halamandb4429 5514WillianPachecoBelum ada peringkat
- Dellorto Manual Features and TuningsDokumen9 halamanDellorto Manual Features and TuningsvikerrsBelum ada peringkat
- Motronic 2.7 Passat AAA b4 Vr6 - Pesquisa GoogleDokumen7 halamanMotronic 2.7 Passat AAA b4 Vr6 - Pesquisa GoogleJorge PetersenBelum ada peringkat
- Bosch INJECTOR TYPE 2011Dokumen397 halamanBosch INJECTOR TYPE 2011rossi46numberoneBelum ada peringkat
- AOT303 - Ktu Qbank PDFDokumen8 halamanAOT303 - Ktu Qbank PDFUmarul MushtaqBelum ada peringkat
- PB D31P-18 SN 40001Dokumen375 halamanPB D31P-18 SN 40001Izzal nathakeBelum ada peringkat
- Injector Install HowtoDokumen26 halamanInjector Install HowtoMarko Jelavić0% (1)
- Same Engines Spare PartsDokumen98 halamanSame Engines Spare PartsAdrian Macaya100% (1)
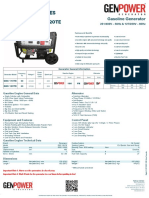
- Series: GBG 110te & GBG 120teDokumen1 halamanSeries: GBG 110te & GBG 120teEduardo VicoBelum ada peringkat
- Mounting Instructions For The '123ignition': ImportantDokumen4 halamanMounting Instructions For The '123ignition': ImportantclmarinBelum ada peringkat
- Zone Limit Curve:P: PDS-EM6003-01-PE-MAR-9967193.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2Dokumen2 halamanZone Limit Curve:P: PDS-EM6003-01-PE-MAR-9967193.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2truong nguyenBelum ada peringkat
- How Does Variable Turbine Geometry WorkDokumen3 halamanHow Does Variable Turbine Geometry WorkRowan CorneliusBelum ada peringkat
- T 580rtsa55626 1 Pmrev0 161212215238Dokumen141 halamanT 580rtsa55626 1 Pmrev0 161212215238Irwin Gonzalez100% (1)
- Obdii Code InfoDokumen46 halamanObdii Code InfoPriyo Satriyo BudiharjoBelum ada peringkat
- Catalog 2019 Jyhy DieselDokumen10 halamanCatalog 2019 Jyhy DieselAndre vatar andreBelum ada peringkat
- Fsi Injection Part 1 PDFDokumen20 halamanFsi Injection Part 1 PDFHenkBelum ada peringkat
- Zhang Yan Et Al Speed and Energy Optimization Method For The Inland All-Electric Ship in Battery-Swapping Mode 2023Dokumen12 halamanZhang Yan Et Al Speed and Energy Optimization Method For The Inland All-Electric Ship in Battery-Swapping Mode 2023Roberto VetranoBelum ada peringkat