Anda mungkin juga menyukai
- Consider Bottom Venting For Reactive LiquidDokumen10 halamanConsider Bottom Venting For Reactive LiquidAndri SaputraBelum ada peringkat
- Relief Sizing FormulaDokumen6 halamanRelief Sizing FormulaCKLin888Belum ada peringkat
- Heat exchanger tube rupture case study: Addressing metal embrittlement risksDokumen6 halamanHeat exchanger tube rupture case study: Addressing metal embrittlement risksaegean227100% (1)
- Advantages and disadvantages of mechanical fasteners and adhesive bondingDokumen6 halamanAdvantages and disadvantages of mechanical fasteners and adhesive bondingYankie Mike PaPa100% (1)
- 2013aicheammoniasafetysymposiumquestions AnswersDokumen27 halaman2013aicheammoniasafetysymposiumquestions AnswersRindeshBelum ada peringkat
- Principles of Steam Trap ApplicationDokumen14 halamanPrinciples of Steam Trap ApplicationemailBelum ada peringkat
- Foaming in Columns: Understanding Causes and SolutionsDokumen5 halamanFoaming in Columns: Understanding Causes and SolutionsShankarMukherjeeBelum ada peringkat
- Msds - Auto I.T KeroseneDokumen6 halamanMsds - Auto I.T KeroseneCharith LiyanageBelum ada peringkat
- TA Chemicals Guide en LRDokumen24 halamanTA Chemicals Guide en LRYehor HorbatkoBelum ada peringkat
- Credit For Partial Stroke Tests in Verification ProcessDokumen3 halamanCredit For Partial Stroke Tests in Verification ProcessArturo Treviño MedinaBelum ada peringkat
- Safety Instrumented Systems SummersDokumen19 halamanSafety Instrumented Systems SummersOussama AbderrahimBelum ada peringkat
- STM Turbine Overspeed Failure Investigation-1Dokumen11 halamanSTM Turbine Overspeed Failure Investigation-1Abdulrahman AlkhowaiterBelum ada peringkat
- Integrated Training Program / Phase B - Flare Protection Systems Page 1 of 33Dokumen33 halamanIntegrated Training Program / Phase B - Flare Protection Systems Page 1 of 33metasoniko2014Belum ada peringkat
- 998 2095 01 26 15ar0 - enDokumen10 halaman998 2095 01 26 15ar0 - enRichard AmorinBelum ada peringkat
- Common Causes of Tire Coupling FailuresDokumen8 halamanCommon Causes of Tire Coupling FailuresIgor San Martín PeñalozaBelum ada peringkat
- G-Me-250 - 2 Genreal Standard For Pressure and Vacuum Relief DevicesDokumen35 halamanG-Me-250 - 2 Genreal Standard For Pressure and Vacuum Relief DevicesSaleh EttehadiBelum ada peringkat
- Improve Flaring OperationsDokumen4 halamanImprove Flaring Operationsaa dd qqBelum ada peringkat
- Rocess Afety Eacon: Layers of ProtectionDokumen1 halamanRocess Afety Eacon: Layers of ProtectionAlejandro HernandezBelum ada peringkat
- Selection of Explosion Proof Electrical Equipment For Installation in Harzardous AreaDokumen7 halamanSelection of Explosion Proof Electrical Equipment For Installation in Harzardous AreaYeong Ju JeongBelum ada peringkat
- B47AA-Process Industries A Student GuideDokumen159 halamanB47AA-Process Industries A Student GuideSaif RehmanBelum ada peringkat
- Asset Mothballing (PRS088a)Dokumen2 halamanAsset Mothballing (PRS088a)john.quintanai5159Belum ada peringkat
- Safe Automation Through Process EngineeringDokumen7 halamanSafe Automation Through Process Engineeringjohn VilladaBelum ada peringkat
- Compressor Equipment in Oil and Gas IndustryDokumen4 halamanCompressor Equipment in Oil and Gas IndustryHamid HameedBelum ada peringkat
- SCANDPOWER Human ResistanceDokumen88 halamanSCANDPOWER Human ResistanceaBelum ada peringkat
- A1. Protego - Venting of Atmospheric and Low-Pressure Storage TanksDokumen56 halamanA1. Protego - Venting of Atmospheric and Low-Pressure Storage TanksAnnie De WildeBelum ada peringkat
- Avoid Brittle Fracture in Pressure VesselsDokumen7 halamanAvoid Brittle Fracture in Pressure VesselsSajal KulshresthaBelum ada peringkat
- Storage Tanks - Snapshots of Failures, Damages and Inspections PDFDokumen4 halamanStorage Tanks - Snapshots of Failures, Damages and Inspections PDFBramJanssen76Belum ada peringkat
- ENARDO Flame Arrestor Technology ExplainedDokumen14 halamanENARDO Flame Arrestor Technology ExplainedVishnu TejaBelum ada peringkat
- Reduce Flare System Failure with Vibration AnalysisDokumen2 halamanReduce Flare System Failure with Vibration Analysissri9987Belum ada peringkat
- Rupture Disc 1Dokumen12 halamanRupture Disc 1venkeekuBelum ada peringkat
- Safeguard Maintenance Prioritization and PHA Data - Ron MukherjeeDokumen27 halamanSafeguard Maintenance Prioritization and PHA Data - Ron Mukherjeeusman379Belum ada peringkat
- Guidelines For The Safe and Optimum Design ofDokumen9 halamanGuidelines For The Safe and Optimum Design ofMoca PhoenixBelum ada peringkat
- 2016 32hrs B Davis Ammonia Standards and Regulations PDFDokumen31 halaman2016 32hrs B Davis Ammonia Standards and Regulations PDFbtoro100% (1)
- Air Cooled Heat ExchangersDokumen2 halamanAir Cooled Heat ExchangersMohamad Arif IbrahimBelum ada peringkat
- Articles From HP Magazine-November 2021 EditionDokumen14 halamanArticles From HP Magazine-November 2021 Editionvijayabaskaran Palanisamy100% (1)
- Ipea PRVDokumen51 halamanIpea PRVAnonymous qhVGVpBelum ada peringkat
- Cs B Final Report Valero SunrayDokumen65 halamanCs B Final Report Valero Sunraysayed1234Belum ada peringkat
- Beacon-Overflow+ignition Source PDFDokumen1 halamanBeacon-Overflow+ignition Source PDFjargiaBelum ada peringkat
- Iosh100 S323Dokumen58 halamanIosh100 S323Chan-Cheng ChenBelum ada peringkat
- How To Perform Bow Tie AnalysisDokumen21 halamanHow To Perform Bow Tie AnalysisKareem RasmyBelum ada peringkat
- Activated Carbon VRS SYstemDokumen2 halamanActivated Carbon VRS SYstemThamilselvan VengatasalamBelum ada peringkat
- 7.2.24 - Breather ValvesDokumen28 halaman7.2.24 - Breather Valvessav33Belum ada peringkat
- Continuous Monitoring SystemDokumen3 halamanContinuous Monitoring SystemsamiBelum ada peringkat
- CRP Sampling Literature PDFDokumen8 halamanCRP Sampling Literature PDFgullenariBelum ada peringkat
- Firetrace Report in The Line of FireDokumen18 halamanFiretrace Report in The Line of FireJaam Noman ShafqatBelum ada peringkat
- Flaring Up World FertilizerDokumen3 halamanFlaring Up World FertilizeribkhiBelum ada peringkat
- Application of The Mond Fire Explosion IndexDokumen17 halamanApplication of The Mond Fire Explosion IndexenviroBelum ada peringkat
- Validation of PHAST Dispersion ModelDokumen6 halamanValidation of PHAST Dispersion ModelAshwini NikamBelum ada peringkat
- Quantitative Risk Assessment of The Italian Gas Distribution Network Journal of Loss Prevention in The Process IndustriesDokumen13 halamanQuantitative Risk Assessment of The Italian Gas Distribution Network Journal of Loss Prevention in The Process IndustriesRaúlBelum ada peringkat
- Process Safety Concerns Can Arise When Using Refurbished or New-Surplus EquipmentDokumen8 halamanProcess Safety Concerns Can Arise When Using Refurbished or New-Surplus EquipmentIñaki EseberriBelum ada peringkat
- ST104 FinalforPosting2018Dokumen5 halamanST104 FinalforPosting2018imtinanBelum ada peringkat
- Fixed Gaseous SuppressionDokumen3 halamanFixed Gaseous SuppressionVijay Sharma100% (1)
- Basic Phenomology of Deflagration, DDT and DetonationDokumen16 halamanBasic Phenomology of Deflagration, DDT and DetonationHafez SoheimiBelum ada peringkat
- Plant LayoutasdfDokumen5 halamanPlant LayoutasdfVishwanath KrBelum ada peringkat
- Sandia Pool FireDokumen39 halamanSandia Pool FireMarino ValisiBelum ada peringkat
- What You Should Know About Liquid Thermal - ExpansionDokumen4 halamanWhat You Should Know About Liquid Thermal - ExpansionOthman Mat YamanBelum ada peringkat
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984Dari EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984Belum ada peringkat
- Reliability of Instrumentation Systems for Safeguarding & Control: Proceedings of the IFAC Workshop, Hague, Netherlands, 12-14 May 1986Dari EverandReliability of Instrumentation Systems for Safeguarding & Control: Proceedings of the IFAC Workshop, Hague, Netherlands, 12-14 May 1986Belum ada peringkat
- Handbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsDari EverandHandbook of Vapor Pressure: Volume 4: Inorganic Compounds and ElementsBelum ada peringkat
- Guidelines for Determining the Probability of Ignition of a Released Flammable MassDari EverandGuidelines for Determining the Probability of Ignition of a Released Flammable MassBelum ada peringkat
- Le Chatelier Ammonia Equilibrium ReactionsDokumen1 halamanLe Chatelier Ammonia Equilibrium ReactionspekanselandarBelum ada peringkat
- Cost of Clean Up Vs Residual Damage Total Cost Vs Emission: Damage ( ) Emissions Kg/annumDokumen4 halamanCost of Clean Up Vs Residual Damage Total Cost Vs Emission: Damage ( ) Emissions Kg/annumpekanselandarBelum ada peringkat
- Section 4.4 ADokumen5 halamanSection 4.4 ApekanselandarBelum ada peringkat
- Concentration Changes in A CSTR (Continuous Stirred Tank Reactor)Dokumen10 halamanConcentration Changes in A CSTR (Continuous Stirred Tank Reactor)pekanselandarBelum ada peringkat
- Design, Fabrication and Testing of a Screw ConveyorDokumen24 halamanDesign, Fabrication and Testing of a Screw ConveyorKing Maker100% (1)
- KE INPUT To Kylee Goode - Coursework - Brief - 2015Dokumen2 halamanKE INPUT To Kylee Goode - Coursework - Brief - 2015pekanselandarBelum ada peringkat
- AmmoniaDokumen24 halamanAmmoniaCamilo GarzonBelum ada peringkat
- PN09 Commissioning Capital Plant PDFDokumen8 halamanPN09 Commissioning Capital Plant PDFrrcardoso230Belum ada peringkat
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDokumen13 halamanTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- 06JF Brocklebank PDFDokumen8 halaman06JF Brocklebank PDFTawfeeq BA AbbadBelum ada peringkat
- Ammonia VideoDokumen7 halamanAmmonia Videopekanselandar100% (1)
- Timetable 2013-14 Year 3 Chem Eng Spring (All) v3Dokumen3 halamanTimetable 2013-14 Year 3 Chem Eng Spring (All) v3pekanselandarBelum ada peringkat
- 06JF Brocklebank PDFDokumen8 halaman06JF Brocklebank PDFTawfeeq BA AbbadBelum ada peringkat
- HutangDokumen1 halamanHutangpekanselandarBelum ada peringkat
- Barring Inching DriveDokumen29 halamanBarring Inching DrivepekanselandarBelum ada peringkat
- Solids Notes 10 Hopper DesignDokumen26 halamanSolids Notes 10 Hopper Designellantidinesh100% (1)
- Calcination 1Dokumen10 halamanCalcination 1pekanselandarBelum ada peringkat
- Heat BalanceDokumen1 halamanHeat BalancepekanselandarBelum ada peringkat
- Kaolin Calcination Plant Process DiagramDokumen1 halamanKaolin Calcination Plant Process DiagrampekanselandarBelum ada peringkat
- Bond F C 1961 Crushing and Grinding CalculationsDokumen17 halamanBond F C 1961 Crushing and Grinding CalculationspekanselandarBelum ada peringkat
- Chapter 6. Fabric FiltersDokumen51 halamanChapter 6. Fabric Filterspekanselandar100% (1)
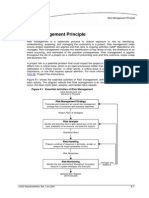
- Risk Management PrinciplesDokumen6 halamanRisk Management PrinciplespekanselandarBelum ada peringkat
- CBP 2005Dokumen11 halamanCBP 2005pekanselandarBelum ada peringkat
- Steam Turbine ConstructionDokumen14 halamanSteam Turbine ConstructionKamal Arab100% (4)
- MN 206 Market Survey CopperDokumen210 halamanMN 206 Market Survey CopperArjun MishraBelum ada peringkat
- Lecture notes on basic inorganic chemistry IIDokumen24 halamanLecture notes on basic inorganic chemistry IIRSLBelum ada peringkat
- Properties of WaterDokumen3 halamanProperties of WaterLupis HernándezBelum ada peringkat
- Kluebersynth GEM 4 N GB enDokumen6 halamanKluebersynth GEM 4 N GB enIvan MarijanovićBelum ada peringkat
- Technical-Vocational and Livelihood: (Automotive Servicing NC I)Dokumen35 halamanTechnical-Vocational and Livelihood: (Automotive Servicing NC I)Carina Tan100% (2)
- A STUDY ON THE ECOFRIENDLY DYES EXTRACTED FROM THREE DIFFERENT SPECIES OF Curcuma LDokumen3 halamanA STUDY ON THE ECOFRIENDLY DYES EXTRACTED FROM THREE DIFFERENT SPECIES OF Curcuma Lanon_285184956Belum ada peringkat
- Instruction and Technical Manual for CentrifugesDokumen56 halamanInstruction and Technical Manual for CentrifugesDiana RaieBelum ada peringkat
- Essco Product CatalogueDokumen23 halamanEssco Product CatalogueMohammedAasimUmairBelum ada peringkat
- Journal of Environmental ManagementDokumen12 halamanJournal of Environmental ManagementAjeng FadillahBelum ada peringkat
- Current Concepts in Orthopaedic Biomaterials and Implant FixationDokumen24 halamanCurrent Concepts in Orthopaedic Biomaterials and Implant FixationS.EBelum ada peringkat
- FINALSDokumen8 halamanFINALSSeenpai23Belum ada peringkat
- Ips e PR 850 PDFDokumen73 halamanIps e PR 850 PDFdeyanshu7Belum ada peringkat
- Thermodynamics Chapter OverviewDokumen40 halamanThermodynamics Chapter OverviewdeusleanBelum ada peringkat
- WHMIS Handbook PDFDokumen22 halamanWHMIS Handbook PDFNBelum ada peringkat
- Deal-Grove Model for Thermal Oxide GrowthDokumen13 halamanDeal-Grove Model for Thermal Oxide GrowthChithraParameswaranBelum ada peringkat
- Lubricant Properties CalculatorDokumen14 halamanLubricant Properties CalculatorzamijakaBelum ada peringkat
- PERCENT BY MASS OF HYDROGEN PEROXIDE (H2O2) IN AGUA OXIGENADA (A Post-Laboratory Report)Dokumen10 halamanPERCENT BY MASS OF HYDROGEN PEROXIDE (H2O2) IN AGUA OXIGENADA (A Post-Laboratory Report)Angel Ombid100% (1)
- 02-04800 Painting SafetyDokumen29 halaman02-04800 Painting SafetykumarBelum ada peringkat
- Food Preservatives and Their Harmful EffDokumen2 halamanFood Preservatives and Their Harmful EffJo ShuBelum ada peringkat
- The Best in the Long RunDokumen23 halamanThe Best in the Long RunSheikh ZakirBelum ada peringkat
- 2010 Drug AllergyDokumen78 halaman2010 Drug AllergyEve Methaw100% (1)
- Packed bed axial thermal conductivityDokumen7 halamanPacked bed axial thermal conductivityAdriano HenriqueBelum ada peringkat
- Ethanol Absolut (Ethyl Alcohol)Dokumen6 halamanEthanol Absolut (Ethyl Alcohol)Fitra Isni RositaBelum ada peringkat
- Pediatric Pinworm: Treatment & Education"TITLE"Adult Pinworm: Assessment & ManagementDokumen3 halamanPediatric Pinworm: Treatment & Education"TITLE"Adult Pinworm: Assessment & ManagementSaul0% (1)
- Biopolymers - Sustainability For The Automotive Value-Added ChainDokumen4 halamanBiopolymers - Sustainability For The Automotive Value-Added ChainDiana LondoñoBelum ada peringkat
- HP-PN4291A-5 - Dielectric Constant Measurement of Rough-Surfaced MaterialsDokumen4 halamanHP-PN4291A-5 - Dielectric Constant Measurement of Rough-Surfaced Materialssirjole7584Belum ada peringkat
- Appchem 1 1Dokumen18 halamanAppchem 1 1Fate SoteroBelum ada peringkat
- Qcs 2010 'Part 8.04 Pipeline InstallationDokumen29 halamanQcs 2010 'Part 8.04 Pipeline InstallationRotsapNayrb100% (2)