Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Final Iqbal Report On Gss 220kvDokumen50 halamanFinal Iqbal Report On Gss 220kvIqbal DeenBelum ada peringkat
- EEE F312 Power Systems 2014-15Dokumen3 halamanEEE F312 Power Systems 2014-15Harsha DuttaBelum ada peringkat
- Basic Sensors and PrinciplesDokumen46 halamanBasic Sensors and PrinciplesHasan AhmedBelum ada peringkat
- Solar Water Pumpimp PDFDokumen21 halamanSolar Water Pumpimp PDFArafath AmerBelum ada peringkat
- Aosense Laser Controller Spec Brief (2018/03/01) : PZT ModDokumen3 halamanAosense Laser Controller Spec Brief (2018/03/01) : PZT ModjamesBelum ada peringkat
- EkekeDokumen8 halamanEkekeJeanCarlosCletoVazquezBelum ada peringkat
- PhysicsDokumen18 halamanPhysicsHimanshu DidwaniaBelum ada peringkat
- Ece SyllabusDokumen124 halamanEce SyllabusVikas KumarBelum ada peringkat
- Comparing Transformer Derating Computed Using The Harmonic Loss Factor FHL and K-FactoDokumen4 halamanComparing Transformer Derating Computed Using The Harmonic Loss Factor FHL and K-FactoKhajaBurhanBelum ada peringkat
- CISE414 - Unit 04 AVR Atmega PortsDokumen30 halamanCISE414 - Unit 04 AVR Atmega Portsمحمد حمدBelum ada peringkat
- 27096d1192166774-cst Application Note Periodic Arrays Fss PBG 1052 PDFDokumen25 halaman27096d1192166774-cst Application Note Periodic Arrays Fss PBG 1052 PDFPhạm TuyểnBelum ada peringkat
- CSUN325-72P: Powerguard Insurance Global CoverageDokumen2 halamanCSUN325-72P: Powerguard Insurance Global CoverageFabiola RuizBelum ada peringkat
- Diyot, BJT Ve MOS Yapısı, SPICE Parametreleri, Kütüphane Kullanımı, MakromodelDokumen68 halamanDiyot, BJT Ve MOS Yapısı, SPICE Parametreleri, Kütüphane Kullanımı, MakromodelKerem YamanBelum ada peringkat
- ECT435 Module1 PCBDokumen21 halamanECT435 Module1 PCBmy mailBelum ada peringkat
- THe Surface Polarization Effects in High Efficiency Silicon Solar CellsDokumen4 halamanTHe Surface Polarization Effects in High Efficiency Silicon Solar Cellssaikrishna bethaBelum ada peringkat
- SeriesDokumen4 halamanSeriesNgoãn Nguyễn ĐứcBelum ada peringkat
- Understanding Electronic Component Uses and SymbolsDokumen5 halamanUnderstanding Electronic Component Uses and SymbolsGeoff Hampson100% (2)
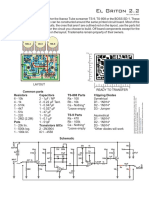
- Ibanez Tube Screamer PDFDokumen1 halamanIbanez Tube Screamer PDFEzequielBelum ada peringkat
- 55th BMA Special Course Priliminary Question - 14 - Aug - 2020 - Signal (EEE, ECE, EECE)Dokumen3 halaman55th BMA Special Course Priliminary Question - 14 - Aug - 2020 - Signal (EEE, ECE, EECE)Sohag KhanBelum ada peringkat
- To Study The Characteristics of A Common Emitter NPN (Or PNP) Transistor & To Find Out The Values of Current & Voltage GainsDokumen11 halamanTo Study The Characteristics of A Common Emitter NPN (Or PNP) Transistor & To Find Out The Values of Current & Voltage GainsAman AhamadBelum ada peringkat
- Assembly InstructionsDokumen4 halamanAssembly InstructionsAghzuiBelum ada peringkat
- Ingedrive Lv200 EngDokumen2 halamanIngedrive Lv200 EnginakigarateBelum ada peringkat
- PCB Layout NotesDokumen3 halamanPCB Layout NotesMehmet KibarBelum ada peringkat
- 2 M - Pre Amplifier - VHFDokumen15 halaman2 M - Pre Amplifier - VHFAnonymous Kti5jq5EJIBelum ada peringkat
- Chemical Engineering Magazine 2017.08Dokumen68 halamanChemical Engineering Magazine 2017.08anizBelum ada peringkat
- SumitomoDokumen8 halamanSumitomoedgar100% (1)
- MOCD207M, MOCD208M Dual-Channel Phototransistor Small Outline Surface Mount OptocouplersDokumen9 halamanMOCD207M, MOCD208M Dual-Channel Phototransistor Small Outline Surface Mount OptocouplerscurzBelum ada peringkat
- Practice Problems SolvedDokumen6 halamanPractice Problems SolvedSarfraz MoizBelum ada peringkat
- HolaaaaDokumen4 halamanHolaaaaLuis RodriguezBelum ada peringkat
- Silicon Ingot Production: Czochralski-And Float-Zone TechniqueDokumen2 halamanSilicon Ingot Production: Czochralski-And Float-Zone TechniqueKarajá PtahBelum ada peringkat