Anda mungkin juga menyukai
- G8D Process: A Methodical 8-Step Problem Solving ToolDokumen34 halamanG8D Process: A Methodical 8-Step Problem Solving Toolpkrganesh100% (1)
- Quality Management System Process A Complete Guide - 2020 EditionDari EverandQuality Management System Process A Complete Guide - 2020 EditionBelum ada peringkat
- Structured Problem Solving GuideDokumen27 halamanStructured Problem Solving GuideJaiveer YadavBelum ada peringkat
- 供应商培训资料 8D PDFDokumen77 halaman供应商培训资料 8D PDFFisher1987Belum ada peringkat
- Statistical Process Control QPSPDokumen166 halamanStatistical Process Control QPSPRAVISSAGARBelum ada peringkat
- Root - Cause - Corrective Action PDFDokumen31 halamanRoot - Cause - Corrective Action PDFBeste Ardıç Arslan100% (1)
- 8D's Process Worksheet: MDR/SCAR Number: Supplier: Response Due DateDokumen3 halaman8D's Process Worksheet: MDR/SCAR Number: Supplier: Response Due DateUlysses CarrascoBelum ada peringkat
- HA CEDAC Workshop INDO Kaizen PartDokumen16 halamanHA CEDAC Workshop INDO Kaizen PartHardi BanuareaBelum ada peringkat
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDokumen26 halamanCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SBelum ada peringkat
- Statistical Process Control: Quality Productivity Management Consultancy (QPMC)Dokumen15 halamanStatistical Process Control: Quality Productivity Management Consultancy (QPMC)Sumeet SainiBelum ada peringkat
- Attribute R&R analysisDokumen3 halamanAttribute R&R analysisChetan MetkarBelum ada peringkat
- The 5 Core ToolDokumen17 halamanThe 5 Core ToolRajesh GhoshBelum ada peringkat
- Black Belt Training - Module 2 - Day 1Dokumen89 halamanBlack Belt Training - Module 2 - Day 1haythemBelum ada peringkat
- Analyze Root Causes with 5 WhysDokumen2 halamanAnalyze Root Causes with 5 WhyspsathishthevanBelum ada peringkat
- Eight Disciplines (8Ds) Problem SolvingDokumen1 halamanEight Disciplines (8Ds) Problem SolvingpsathishthevanBelum ada peringkat
- Route Cause AnalysisDokumen18 halamanRoute Cause AnalysisDonichi BizzBelum ada peringkat
- Unblocking BottlenecksDokumen3 halamanUnblocking BottlenecksMaggie GonzalesBelum ada peringkat
- Root Cause Analysis Cause Mapping Investigation SheetDokumen1 halamanRoot Cause Analysis Cause Mapping Investigation SheetMickloSoberan100% (1)
- JH - Kaizen Training ModuleDokumen19 halamanJH - Kaizen Training Moduleshariq warsiBelum ada peringkat
- Leanmap FREE Quality Processes OverviewDokumen2 halamanLeanmap FREE Quality Processes OverviewWixi MundoBelum ada peringkat
- Quality Tools Guide Problem SolvingDokumen43 halamanQuality Tools Guide Problem SolvingvsganeshBelum ada peringkat
- 8D Form - LongDokumen6 halaman8D Form - LongmaofireBelum ada peringkat
- A3 Process Guide for Improving Patient TransportDokumen14 halamanA3 Process Guide for Improving Patient TransportJayantRKBelum ada peringkat
- Fmea Chart 70kb PDFDokumen1 halamanFmea Chart 70kb PDFmike gamerBelum ada peringkat
- 3 Analyze PhaseDokumen23 halaman3 Analyze PhaseJawad QureshiBelum ada peringkat
- Measurement Systems Analysis: Total Quality ManagementDokumen17 halamanMeasurement Systems Analysis: Total Quality ManagementkhamaludinBelum ada peringkat
- Kaizen Philosophy GuideDokumen16 halamanKaizen Philosophy GuideVashisht Agarwal100% (1)
- Design For Six Sigma Training BrochureDokumen1 halamanDesign For Six Sigma Training Brochureexamplecg100% (2)
- Analyze Phase Workbook - FinalDokumen151 halamanAnalyze Phase Workbook - FinalNicolaBelum ada peringkat
- Fast Response Process: Standardized Rapid Reaction To Quality IssuesDokumen162 halamanFast Response Process: Standardized Rapid Reaction To Quality IssuesSudhagarBelum ada peringkat
- Toyota QCC SampleDokumen24 halamanToyota QCC SamplejisungfizBelum ada peringkat
- GR&R Training DraftDokumen53 halamanGR&R Training DraftLOGANATHAN VBelum ada peringkat
- JIT - JidokaDokumen23 halamanJIT - JidokaViraj DhuriBelum ada peringkat
- Cost of Quality: Understanding Prevention & Failure CostsDokumen4 halamanCost of Quality: Understanding Prevention & Failure CostsnowsheenbdBelum ada peringkat
- 4.1 Introduction To SPCDokumen57 halaman4.1 Introduction To SPCVinith MoorthyBelum ada peringkat
- Lean Six Sigma Project CharterDokumen1 halamanLean Six Sigma Project CharterPedro KBelum ada peringkat
- Manage Quality With Total Quality Management PrinciplesDokumen80 halamanManage Quality With Total Quality Management PrinciplesMantasha AsadBelum ada peringkat
- 5 Why PDFDokumen14 halaman5 Why PDFjoni zulkarnainBelum ada peringkat
- SigmaXL Version 8 WorkbookDokumen541 halamanSigmaXL Version 8 WorkbookSunnyBelum ada peringkat
- Five S (5S) : The First Step Toward World Class ManagementDokumen27 halamanFive S (5S) : The First Step Toward World Class ManagementFirda BasbethBelum ada peringkat
- Final Session Guide Root CauseDokumen11 halamanFinal Session Guide Root CauseBagamel YlananBelum ada peringkat
- Understanding Quality Costs to Reduce ExpensesDokumen18 halamanUnderstanding Quality Costs to Reduce Expensessandeep_rana65Belum ada peringkat
- 8D & 7QC ToolsDokumen117 halaman8D & 7QC ToolsAshok Kumar100% (1)
- Webinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)Dokumen59 halamanWebinar-1. Understanding Japanese Management - A Tale of Three Gemba (Watson, 2021)taghavi1347Belum ada peringkat
- IC Simple Root Cause Analysis TemplateDokumen1 halamanIC Simple Root Cause Analysis TemplateAmin HafizBelum ada peringkat
- 7 QC ToolsDokumen21 halaman7 QC Toolsrakeshkumar20Belum ada peringkat
- Measurement System Analysis LabDokumen32 halamanMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- FMEA & Measurement Systems AnalysisDokumen23 halamanFMEA & Measurement Systems AnalysisViswanathan SrkBelum ada peringkat
- Server Backup Six Sigma Case StudyDokumen2 halamanServer Backup Six Sigma Case StudySteven BonacorsiBelum ada peringkat
- Mahindra Black Belt Project Template - NewDokumen66 halamanMahindra Black Belt Project Template - NewSharma MaheshBelum ada peringkat
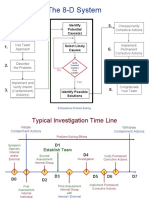
- The 8-D System: Awareness of Problem Choose/Verify Corrective ActionsDokumen3 halamanThe 8-D System: Awareness of Problem Choose/Verify Corrective ActionsAtul SharmaBelum ada peringkat
- Root Cause Analysis 27.3.19Dokumen43 halamanRoot Cause Analysis 27.3.19Musical CorruptionBelum ada peringkat
- Product Order Cycle Time Six Sigma Case StudyDokumen2 halamanProduct Order Cycle Time Six Sigma Case StudySteven BonacorsiBelum ada peringkat
- BP Mapping I WorkshopDokumen29 halamanBP Mapping I WorkshopJohn RockBelum ada peringkat
- 8D Problem Solving Process OverviewDokumen64 halaman8D Problem Solving Process OverviewidenbelleBelum ada peringkat
- Effective 8DDokumen21 halamanEffective 8DDATTA & QUALITY100% (2)
- Root Cause Corrective Action: SolveDokumen153 halamanRoot Cause Corrective Action: Solvehagh_mostafa2787Belum ada peringkat
- What Is CAPA? CAPA Tools CAPA Workflow: Slide 1Dokumen21 halamanWhat Is CAPA? CAPA Tools CAPA Workflow: Slide 1debendra naik50% (2)
- Deviation PresentationDokumen14 halamanDeviation PresentationyogendraBelum ada peringkat
- Fasteners - Stainless SteelDokumen10 halamanFasteners - Stainless Steeljamil voraBelum ada peringkat
- Astm D1894-14Dokumen7 halamanAstm D1894-14Huỳnh Phúc NguyễnBelum ada peringkat
- Design Manufacture and Simulation of BalDokumen82 halamanDesign Manufacture and Simulation of BalMEER MUSTAFA ALIBelum ada peringkat
- MOdule H RequirementDokumen8 halamanMOdule H Requirementjamil voraBelum ada peringkat
- Nuts and BoltsDokumen42 halamanNuts and Boltsjamil voraBelum ada peringkat
- Full Quality Assurance Certificate: L&T Valves LimitedDokumen5 halamanFull Quality Assurance Certificate: L&T Valves Limitedjamil voraBelum ada peringkat
- Annex Iv Eu Declaration of Conformity (No XXXX)Dokumen1 halamanAnnex Iv Eu Declaration of Conformity (No XXXX)jamil voraBelum ada peringkat
- M.S. and high tensile nuts bolts productionDokumen5 halamanM.S. and high tensile nuts bolts productionscribddaduBelum ada peringkat
- 2014 68 Eu PDFDokumen96 halaman2014 68 Eu PDFAlienshow100% (1)
- Guide to competent bodies for material quality certificationDokumen13 halamanGuide to competent bodies for material quality certificationJAFFERBelum ada peringkat
- New PED - tcm37-17564Dokumen3 halamanNew PED - tcm37-17564jamil voraBelum ada peringkat
- Food Safety Culture ExcellenceDokumen5 halamanFood Safety Culture Excellencejamil voraBelum ada peringkat
- Crawley Borough Council: Food ComplaintsDokumen5 halamanCrawley Borough Council: Food Complaintsjamil voraBelum ada peringkat
- Annex 1 Essential Safety RequirementDokumen12 halamanAnnex 1 Essential Safety Requirementjamil voraBelum ada peringkat
- Readme 1Dokumen1 halamanReadme 1Jogn DebBelum ada peringkat
- StdoutDokumen1 halamanStdoutMohammed NourBelum ada peringkat
- A Study of Microbial Air Sample by PAA As DisinfectantDokumen1 halamanA Study of Microbial Air Sample by PAA As Disinfectantjamil voraBelum ada peringkat
- Food Safety Culture Module BrochureDokumen8 halamanFood Safety Culture Module Brochurejamil voraBelum ada peringkat
- Guidelines For Certification of Grower Groups: 5.1 SCOPEDokumen27 halamanGuidelines For Certification of Grower Groups: 5.1 SCOPEjamil voraBelum ada peringkat
- Data - of Best KindDokumen4 halamanData - of Best Kindkt1996Belum ada peringkat
- OCA - 097 Product Flowinformation Sheet-Handler - 181119Dokumen2 halamanOCA - 097 Product Flowinformation Sheet-Handler - 181119jamil voraBelum ada peringkat
- ASME VIII Div 1 Thickness FormulaDokumen2 halamanASME VIII Div 1 Thickness Formulajamil voraBelum ada peringkat
- Accreditation of Certification Bodies: 4. Accreditation Criteria 4.1 Categories For AccreditationDokumen39 halamanAccreditation of Certification Bodies: 4. Accreditation Criteria 4.1 Categories For AccreditationdemiBelum ada peringkat
- StdoutDokumen1 halamanStdoutMohammed NourBelum ada peringkat
- Thick Walled Cylinders (Corrected)Dokumen17 halamanThick Walled Cylinders (Corrected)John Larry CorpuzBelum ada peringkat
- OCA - 115c - Initial Application (Processing & Trading) - 181119Dokumen4 halamanOCA - 115c - Initial Application (Processing & Trading) - 181119jamil voraBelum ada peringkat
- Product Launch Marketing PlanDokumen17 halamanProduct Launch Marketing Planjamil voraBelum ada peringkat
- Project Plan Template: Project Conception and InitiationDokumen5 halamanProject Plan Template: Project Conception and InitiationAnonymous 4eQB3WZBelum ada peringkat
- OCA - 095 Equipment Information Sheet-Handler - 181119Dokumen1 halamanOCA - 095 Equipment Information Sheet-Handler - 181119jamil voraBelum ada peringkat
- Project Plan Template: Project Conception and InitiationDokumen5 halamanProject Plan Template: Project Conception and InitiationAnonymous 4eQB3WZBelum ada peringkat
- Outdoor Site Extend Alarm Detail Design - v1.1Dokumen20 halamanOutdoor Site Extend Alarm Detail Design - v1.1vashishthanuragBelum ada peringkat
- Hacking - 201204Dokumen75 halamanHacking - 201204Danilo CarusoBelum ada peringkat
- Acoustic Pulsations in Reciprocating Machinery PDFDokumen2 halamanAcoustic Pulsations in Reciprocating Machinery PDFEdward JulianBelum ada peringkat
- 9th National Interschool Maths Olympiad Class 7 SolutionsDokumen11 halaman9th National Interschool Maths Olympiad Class 7 SolutionsChand JeeBelum ada peringkat
- Math Lesson 26 - Week 1Dokumen42 halamanMath Lesson 26 - Week 1Eubelle MalimbanBelum ada peringkat
- 12-LS6 DL Identify The Process of Inserting Symbols or Special CharactersDokumen14 halaman12-LS6 DL Identify The Process of Inserting Symbols or Special CharactersjosefadrilanBelum ada peringkat
- Impact of Advertisements On Consumer Buying Behaviour For Jewellery PurchaseDokumen8 halamanImpact of Advertisements On Consumer Buying Behaviour For Jewellery PurchaseAnantha KumarBelum ada peringkat
- Chapter-1 Introduction of Measurement: Response of Measuring SystemDokumen36 halamanChapter-1 Introduction of Measurement: Response of Measuring SystemYab TadBelum ada peringkat
- Covid-19 and Crises Management Strategies of Hospitality Industry: A Descriptive ResearchDokumen8 halamanCovid-19 and Crises Management Strategies of Hospitality Industry: A Descriptive ResearchIAEME PublicationBelum ada peringkat
- 2012 IMAS Second Round - MP - EngDokumen9 halaman2012 IMAS Second Round - MP - Engnewdragonvip06Belum ada peringkat
- 200A, 15 KV Class Loadbreak Rotatable Feed Thru Insert: 15-LFTI200Dokumen3 halaman200A, 15 KV Class Loadbreak Rotatable Feed Thru Insert: 15-LFTI200Diego AlvesBelum ada peringkat
- Design and Fabrication ofDokumen9 halamanDesign and Fabrication ofKarthi Keyan R KBelum ada peringkat
- Nlight Hardware ManualDokumen42 halamanNlight Hardware Manualtberg32Belum ada peringkat
- Ejercicios (001 100)Dokumen100 halamanEjercicios (001 100)josedaappBelum ada peringkat
- Ir-Ugc (Net) : Previous Year Solved Paper (PSP)Dokumen48 halamanIr-Ugc (Net) : Previous Year Solved Paper (PSP)COPA ITIBelum ada peringkat
- Grouting of The Annular Gap in Shield TunnellingDokumen9 halamanGrouting of The Annular Gap in Shield TunnellingJose David Garcia100% (1)
- Reaffirmed 2002Dokumen29 halamanReaffirmed 2002Manish Kumar Singh100% (1)
- Android Develop and DesignDokumen49 halamanAndroid Develop and DesignDennisFausz0% (1)
- Biochem 12th Sept Amino AcidDokumen4 halamanBiochem 12th Sept Amino AcidShreeraj BadgujarBelum ada peringkat
- The Brook - Poetic DevicesDokumen3 halamanThe Brook - Poetic Devicesraaj67% (12)
- Footing - Axially Loaded - NSCP by RGCEDokumen5 halamanFooting - Axially Loaded - NSCP by RGCEJet ToledoBelum ada peringkat
- EPC Control Wiring Applications 836269cDokumen110 halamanEPC Control Wiring Applications 836269cdylan_dearing@hotmail.comBelum ada peringkat
- Python Data Analysis For Newbies Numpypandasmatplotlibscikit LearnkerasDokumen95 halamanPython Data Analysis For Newbies Numpypandasmatplotlibscikit LearnkerasjpaskidzBelum ada peringkat
- Fatima Michael College of Engineering & TechnologyDokumen8 halamanFatima Michael College of Engineering & Technologysiva kumarBelum ada peringkat
- EPIDEMIOLOGICAL STUDIES Final (1) 1Dokumen41 halamanEPIDEMIOLOGICAL STUDIES Final (1) 1Tooba Nadeem100% (1)
- WebAccess - SCADA 8.2 - Final20161019111852Dokumen3 halamanWebAccess - SCADA 8.2 - Final20161019111852imadz853Belum ada peringkat
- SAE 660 Bronze - Technical InformationDokumen2 halamanSAE 660 Bronze - Technical Informationtanha56313955Belum ada peringkat
- Polishing Up On Finishing How To Stay Competitive Due To Optimized Surface FinishingDokumen33 halamanPolishing Up On Finishing How To Stay Competitive Due To Optimized Surface Finishingชนพัทธ์ คงพ่วงBelum ada peringkat
- Thermocouples - WikaDokumen13 halamanThermocouples - WikaJ BagienBelum ada peringkat
- Unesco Als Ls3 Math m05 SG (v1.3)Dokumen24 halamanUnesco Als Ls3 Math m05 SG (v1.3)als midsayap1100% (2)