Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- AES-W-016 welding filler metalsDokumen2 halamanAES-W-016 welding filler metalsmalika_00Belum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- PS-HT-11A Electric Resistance Heating PWHT ProcedureDokumen4 halamanPS-HT-11A Electric Resistance Heating PWHT Procedureshabbir62650% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Pressure Points Newsletter - July 2016 - FINAL PDFDokumen4 halamanPressure Points Newsletter - July 2016 - FINAL PDFshabbir626Belum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Welding Electrode Specification ChartDokumen2 halamanWelding Electrode Specification ChartMahesh Kumar100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Ultrasonic Testing of WeldsDokumen2 halamanUltrasonic Testing of Weldsshabbir626Belum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Literature On Boiler Tube Fitup by ExpandingDokumen17 halamanLiterature On Boiler Tube Fitup by Expandingakv030011Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hardness Conversion ChartDokumen1 halamanHardness Conversion ChartIrwan NugrahaBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Electric Arc WeldingDokumen23 halamanElectric Arc WeldingMubashar HassanBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Conformity Assessment PoliciesDokumen10 halamanConformity Assessment Policiesshabbir626Belum ada peringkat
- Set Theory Chapter 8 Concepts and ExamplesDokumen40 halamanSet Theory Chapter 8 Concepts and Examplesshabbir626100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
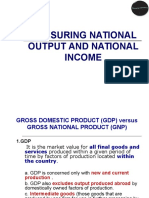
- Measuring National Output and Income: GDP, GNP, NNP ExplainedDokumen24 halamanMeasuring National Output and Income: GDP, GNP, NNP Explainedshabbir626Belum ada peringkat
- Chemistry Work Sheet 9th 1Dokumen15 halamanChemistry Work Sheet 9th 1shabbir626Belum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDokumen12 halaman02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsivanmatijevicBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Matrices and DeterminantsDokumen36 halamanMatrices and Determinantsshabbir626Belum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Figure 1 Joggled Joint DetailDokumen1 halamanFigure 1 Joggled Joint Detailshabbir626Belum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Calibration MethodsDokumen6 halamanCalibration Methodsshabbir626Belum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- 18 World Conference On Non Destructive Testing, 16-20 April 2012, Durban, South AfricaDokumen9 halaman18 World Conference On Non Destructive Testing, 16-20 April 2012, Durban, South AfricaArun KumarBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Upvc Pressure Pipe StandardDokumen4 halamanUpvc Pressure Pipe StandardTransgulf2013Belum ada peringkat
- Design of Pressure VesselDokumen137 halamanDesign of Pressure VesselCaptainToniesBelum ada peringkat
- ImmersionDokumen11 halamanImmersionshabbir626Belum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 37dl Plus - enDokumen4 halaman37dl Plus - enshabbir626Belum ada peringkat
- API 510 TestDokumen3 halamanAPI 510 Testshabbir626Belum ada peringkat
- X-Ray Safety PresentationDokumen87 halamanX-Ray Safety Presentationshabbir626100% (3)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Recommended Reading For Level IIIDokumen1 halamanRecommended Reading For Level IIIShankar Gurusamy50% (2)
- Testing With Success SeriesDokumen4 halamanTesting With Success Seriesshabbir626Belum ada peringkat
- Automatic Vs Manual Film ProcessingDokumen26 halamanAutomatic Vs Manual Film Processingshabbir62650% (2)
- PT-MT Kurs NotuDokumen300 halamanPT-MT Kurs NotuBahadir TekinBelum ada peringkat
- Vessel TestingDokumen1 halamanVessel Testingshabbir626Belum ada peringkat
- Norma ISA-7-0-01-1996Dokumen34 halamanNorma ISA-7-0-01-1996Ingrith Julieth Jerez SierraBelum ada peringkat
- Optical Multi Service Edge NortelDokumen172 halamanOptical Multi Service Edge NortelsijuicetBelum ada peringkat
- r22 BrochureDokumen4 halamanr22 BrochureLavern P. SipinBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Baleno ProjectDokumen3 halamanBaleno ProjectBhargesh PatelBelum ada peringkat
- Cover: Block Power Tree Schematics IndexDokumen8 halamanCover: Block Power Tree Schematics IndexgonzaloBelum ada peringkat
- Textile Warping NotesDokumen2 halamanTextile Warping NotesKali MuthuBelum ada peringkat
- D07be8 Com It Msys3Dokumen1 halamanD07be8 Com It Msys3Harsh MehtaBelum ada peringkat
- Boiler Room Hazards GuideDokumen24 halamanBoiler Room Hazards GuideajuhaseenBelum ada peringkat
- Project Cost ManagementDokumen28 halamanProject Cost ManagementMohanned Abd AlrahmanBelum ada peringkat
- Grease Fitting PDFDokumen20 halamanGrease Fitting PDFleonardsiregarBelum ada peringkat
- Virus Port MikrotikDokumen2 halamanVirus Port MikrotikMaulana KurniantoroBelum ada peringkat
- Interline 1012+ds+eng PDFDokumen4 halamanInterline 1012+ds+eng PDFSUBHOMOY100% (1)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Aws Direct Connect Deep Dive 1077328783 181128003427Dokumen126 halamanAws Direct Connect Deep Dive 1077328783 181128003427menghouBelum ada peringkat
- IGuard Connection DiagramsDokumen6 halamanIGuard Connection DiagramskhokholBelum ada peringkat
- Procedure of Testing Steering Gears On ShipDokumen1 halamanProcedure of Testing Steering Gears On Shipmavericksailor50% (2)
- System Configuration GuideDokumen18 halamanSystem Configuration GuidesankisBelum ada peringkat
- Astm C0317 - 1 (En)Dokumen2 halamanAstm C0317 - 1 (En)svvasin2013Belum ada peringkat
- Professional Engineer Summary StatementDokumen4 halamanProfessional Engineer Summary StatementfastwritenameBelum ada peringkat
- Astm A512 PDFDokumen7 halamanAstm A512 PDFRathi TwBelum ada peringkat
- Shipping Container Structural Components and TerminologyDokumen5 halamanShipping Container Structural Components and TerminologyJohn Rheynor MayoBelum ada peringkat
- Special Process: Casting System Assessment: 2nd EditionDokumen108 halamanSpecial Process: Casting System Assessment: 2nd EditionAlbert Garcia100% (2)
- Electrical Component LocatorDokumen20 halamanElectrical Component Locatorvixentd100% (1)
- Frog Song Arcade ManualDokumen47 halamanFrog Song Arcade Manualclxx1Belum ada peringkat
- NSN 5g White PaperDokumen16 halamanNSN 5g White PaperNah MárquezBelum ada peringkat
- 04 Samss 042Dokumen6 halaman04 Samss 042ShojikuriakoseTBelum ada peringkat
- ZX47-40Dokumen4 halamanZX47-40Raaz yousafzaiBelum ada peringkat
- Civil Construction ProcedureDokumen6 halamanCivil Construction Procedureคุณพ่อน้อง บิ๊กบอสBelum ada peringkat
- EMC VAPP Installation GUIDEDokumen56 halamanEMC VAPP Installation GUIDENoureddine OussouBelum ada peringkat
- Entry of Foreign ArchitectsDokumen26 halamanEntry of Foreign ArchitectsSajju ArunachalamBelum ada peringkat
- Ssrs Interview Questions and Answers PDF DownloadDokumen6 halamanSsrs Interview Questions and Answers PDF Downloadvinay712Belum ada peringkat
- Best Dives West Hemisphere ExcerptDari EverandBest Dives West Hemisphere ExcerptPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksDari EverandArizona, Utah & New Mexico: A Guide to the State & National ParksPenilaian: 4 dari 5 bintang4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoDari EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoPenilaian: 5 dari 5 bintang5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptDari EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptPenilaian: 5 dari 5 bintang5/5 (1)