Anda mungkin juga menyukai
- Aat Solutions - Ch12Dokumen46 halamanAat Solutions - Ch12Theodoros MaragakisBelum ada peringkat
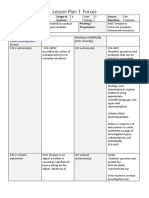
- Teacher's GuideDokumen3 halamanTeacher's GuideJamal Morelli0% (1)
- Aat Solutions - CH11 PDFDokumen25 halamanAat Solutions - CH11 PDFTheodoros MaragakisBelum ada peringkat
- Chemical Ideas Section 4 AnswersDokumen2 halamanChemical Ideas Section 4 AnswersvkrmmahalBelum ada peringkat
- Solutions Key: CirclesDokumen24 halamanSolutions Key: CirclesAemarie JacintoBelum ada peringkat
- Chapter 2 Answers PearsonDokumen5 halamanChapter 2 Answers PearsonKunakorn KunthamasBelum ada peringkat
- Aat Solutions - Ch05Dokumen73 halamanAat Solutions - Ch05Theodoros MaragakisBelum ada peringkat
- EAR2024Dokumen7 halamanEAR2024eunchan.hwang100% (1)
- QR Code Defuse The Bomb - Algebra 2Dokumen2 halamanQR Code Defuse The Bomb - Algebra 2Andy LutwycheBelum ada peringkat
- Predicting Reaction NotesDokumen4 halamanPredicting Reaction NotesCindy MoBelum ada peringkat
- Spe 49225 MSDokumen9 halamanSpe 49225 MSAmr HegazyBelum ada peringkat
- GCSE Physics Charge QuestionsDokumen20 halamanGCSE Physics Charge QuestionsNahid MerghaniBelum ada peringkat
- Calculus An Introductory ApproachDokumen181 halamanCalculus An Introductory ApproachsergecheshutBelum ada peringkat
- Radian Measure Arcs Sectors and SegmentsDokumen5 halamanRadian Measure Arcs Sectors and SegmentsTitser LaarniBelum ada peringkat
- Edexcel AS and A Level Modular Mathematics - Further Pure Mathematics 1 PDFDokumen177 halamanEdexcel AS and A Level Modular Mathematics - Further Pure Mathematics 1 PDFStudyHub DhakaBelum ada peringkat
- Practice Exercise 5.1Dokumen16 halamanPractice Exercise 5.1Chris RamosBelum ada peringkat
- Analysis ApproachesDokumen9 halamanAnalysis ApproachesJordy Van KollenburgBelum ada peringkat
- Ch4wbanswers PDFDokumen36 halamanCh4wbanswers PDFHanady Ghoneim100% (1)
- Menu Math ProjectDokumen2 halamanMenu Math Projectapi-3394620590% (1)
- 2023 Corr. Special - English - For - Computer - Science - VSZDokumen47 halaman2023 Corr. Special - English - For - Computer - Science - VSZAndrás MátyásBelum ada peringkat
- 2nd Grade MathDokumen6 halaman2nd Grade Mathapi-284814564Belum ada peringkat
- Empty Number LineDokumen0 halamanEmpty Number LinelpontonBelum ada peringkat
- 01 Algebra 1 Answers Easy PrintDokumen6 halaman01 Algebra 1 Answers Easy PrintyulaBelum ada peringkat
- Light Electro AnswersDokumen15 halamanLight Electro AnswersJason LeeBelum ada peringkat
- Compass Level 6 Reading Log Teacher's Guide 4-6Dokumen138 halamanCompass Level 6 Reading Log Teacher's Guide 4-6lin AndrewBelum ada peringkat
- Academic and Employability Skills - EditedDokumen13 halamanAcademic and Employability Skills - EditedGaurav ChauhanBelum ada peringkat
- Math 9 - Long Range PlansDokumen16 halamanMath 9 - Long Range Plansapi-300773127Belum ada peringkat
- WILLDokumen5 halamanWILLOwen Putra RaharjoBelum ada peringkat
- Modul Bahasa Inggris 2 - Unit 1 - 7th EditionDokumen13 halamanModul Bahasa Inggris 2 - Unit 1 - 7th EditionAhmad Farrel ZaidanBelum ada peringkat
- A Clil Guide 5 Activities For Every Clil Teacher PDFDokumen10 halamanA Clil Guide 5 Activities For Every Clil Teacher PDFClaudine74Belum ada peringkat
- Pupils' Misconceptions in Mathematics: Misconceptions 1 and 2: Algebra 3m + 6 9mDokumen13 halamanPupils' Misconceptions in Mathematics: Misconceptions 1 and 2: Algebra 3m + 6 9mAnonymous RQBZGYwBelum ada peringkat
- Churrasco: Brazilian barbecue dishDokumen59 halamanChurrasco: Brazilian barbecue dishsmswamy100% (1)
- Punctuation Marks in English GrammarDokumen6 halamanPunctuation Marks in English GrammarAbdul Nisar JilaniBelum ada peringkat
- IB Physics Unit 4 Oscillation and Waves Worked ExamplesDokumen6 halamanIB Physics Unit 4 Oscillation and Waves Worked ExampleskobeadjordanBelum ada peringkat
- P E E L: Use These Sentence Starters To Help You Write Your P.E.E.L. Paragraphs!Dokumen3 halamanP E E L: Use These Sentence Starters To Help You Write Your P.E.E.L. Paragraphs!api-285930731Belum ada peringkat
- Algebra II 14 JDokumen3 halamanAlgebra II 14 JrapsjadeBelum ada peringkat
- Rubric ChatDokumen1 halamanRubric ChatMaryBelum ada peringkat
- Translasi Fungsi LinearDokumen16 halamanTranslasi Fungsi LinearYanto HendraBelum ada peringkat
- PDE TextbookDokumen310 halamanPDE Textbookrashid khanBelum ada peringkat
- CalcII CompleteDokumen331 halamanCalcII CompleteRas AtubgaBelum ada peringkat
- AGM - Worked SolutionsDokumen418 halamanAGM - Worked SolutionsKirai MariaBelum ada peringkat
- Honors Poetry QuestionsDokumen6 halamanHonors Poetry QuestionsTerrierTrBelum ada peringkat
- Serway - Resource Integration GuideDokumen48 halamanSerway - Resource Integration GuideNelson Enrique BolivarBelum ada peringkat
- Algebra W AnswersDokumen15 halamanAlgebra W Answerszhouh19980% (1)
- Algebra 2 Systems ProjectDokumen2 halamanAlgebra 2 Systems Projectapi-262532023Belum ada peringkat
- How To Study PhysicsDokumen3 halamanHow To Study Physics2priBelum ada peringkat
- Bhcs Maths Roadmap 2019Dokumen1 halamanBhcs Maths Roadmap 2019Michael100% (1)
- MENTAL MATH AND ESTIMATIONDokumen8 halamanMENTAL MATH AND ESTIMATIONDanial AimanBelum ada peringkat
- Connected speech assimilationDokumen24 halamanConnected speech assimilationmandradeyBelum ada peringkat
- Similar Triangles Word ProblemsDokumen5 halamanSimilar Triangles Word ProblemsVictor BritoBelum ada peringkat
- Ch25 Runge Kutta Method0Dokumen25 halamanCh25 Runge Kutta Method0varunsingh214761Belum ada peringkat
- Algebra Review Guide: Linear Equations, Expressions, Fractions & MoreDokumen29 halamanAlgebra Review Guide: Linear Equations, Expressions, Fractions & MoreKim SmithBelum ada peringkat
- Paper 1 Global Politics Writing GuideDokumen8 halamanPaper 1 Global Politics Writing Guideminagoymen07Belum ada peringkat
- Science AssignmentDokumen62 halamanScience Assignmentapi-357692508Belum ada peringkat
- Compass Level 6 Reading Log Teacher's Guide 1-3Dokumen142 halamanCompass Level 6 Reading Log Teacher's Guide 1-3lin AndrewBelum ada peringkat
- Syllabus 7th Grade Life ScienceDokumen5 halamanSyllabus 7th Grade Life Scienceapi-200963737Belum ada peringkat
- AQA Higher Answers PDFDokumen71 halamanAQA Higher Answers PDFSindi Dallashi100% (1)
- C1.4 Crude Oil Booklet PDFDokumen23 halamanC1.4 Crude Oil Booklet PDFSteve Bishop100% (1)
- Process Analytics in ClausDokumen9 halamanProcess Analytics in ClausMorteza SepehranBelum ada peringkat
- Hermes Claus ProcessDokumen3 halamanHermes Claus ProcessShyam YadavBelum ada peringkat
- How To Design Tank Heating Coils - Parte1Dokumen2 halamanHow To Design Tank Heating Coils - Parte1Morteza SepehranBelum ada peringkat
- UOP 99-07 Pentane-Insoluble Matter in Petroleum Oils Using A Membrane FilterDokumen10 halamanUOP 99-07 Pentane-Insoluble Matter in Petroleum Oils Using A Membrane FilterMorteza SepehranBelum ada peringkat
- UOP 1006-14 Trace Silicon in Petroleum Liquids by ICP-MSDokumen11 halamanUOP 1006-14 Trace Silicon in Petroleum Liquids by ICP-MSMorteza Sepehran100% (1)
- UOP 212-05 - Hydrogen Sulfide, Mercaptan Sulfur, and Carbonyl Sulfide in Hydrocarbon Gases by Po PDFDokumen25 halamanUOP 212-05 - Hydrogen Sulfide, Mercaptan Sulfur, and Carbonyl Sulfide in Hydrocarbon Gases by Po PDFMorteza Sepehran100% (5)
- UOP 304-08 Bromine Number and Bromine Index of Hydrocarbons by Potentiometric TitrationDokumen13 halamanUOP 304-08 Bromine Number and Bromine Index of Hydrocarbons by Potentiometric TitrationMorteza SepehranBelum ada peringkat
- UOP79Dokumen18 halamanUOP79amishraiocBelum ada peringkat
- UOP 555-10 Trace Impurities in Benzene by GCDokumen11 halamanUOP 555-10 Trace Impurities in Benzene by GCMorteza SepehranBelum ada peringkat
- UOP 826-81 Carbon Dioxide in Ammine SolutionDokumen7 halamanUOP 826-81 Carbon Dioxide in Ammine SolutionMorteza Sepehran100% (1)
- UOP 989-14 Trace Sulfur in LPG and Gaseous Hydrocarbons by Oxidative Combustion With UltravioletDokumen7 halamanUOP 989-14 Trace Sulfur in LPG and Gaseous Hydrocarbons by Oxidative Combustion With UltravioletMorteza SepehranBelum ada peringkat
- UOP 1005-14 Trace Metals in Organics by ICP-MSDokumen11 halamanUOP 1005-14 Trace Metals in Organics by ICP-MSMorteza SepehranBelum ada peringkat
- UOP 603 Trace CO and CO2 in Hydrogen and Light Gases Hydrocarbon by GCDokumen6 halamanUOP 603 Trace CO and CO2 in Hydrogen and Light Gases Hydrocarbon by GCMorteza SepehranBelum ada peringkat
- UOP79Dokumen18 halamanUOP79amishraiocBelum ada peringkat
- The Cascade Control Architecture - Control GuruDokumen9 halamanThe Cascade Control Architecture - Control GuruMorteza SepehranBelum ada peringkat
- UOP79Dokumen18 halamanUOP79amishraiocBelum ada peringkat
- Process Analytics in ClausDokumen9 halamanProcess Analytics in ClausMorteza SepehranBelum ada peringkat
- Handout Jacobs CSS - Claus ProcessDokumen1 halamanHandout Jacobs CSS - Claus ProcessMorteza SepehranBelum ada peringkat
- MeroxDokumen1 halamanMeroxMorteza SepehranBelum ada peringkat
- Tetranex Solutions IncDokumen2 halamanTetranex Solutions IncMorteza SepehranBelum ada peringkat
- Elec Eng 4Cl4:: Control System DesignDokumen12 halamanElec Eng 4Cl4:: Control System DesignMorteza SepehranBelum ada peringkat
- Elec Eng 4Cl4:: Control System DesignDokumen20 halamanElec Eng 4Cl4:: Control System DesignMorteza SepehranBelum ada peringkat
- Metallurgy and Corrosion Control in Oil and Gas ProductionDokumen1 halamanMetallurgy and Corrosion Control in Oil and Gas ProductionMorteza SepehranBelum ada peringkat
- EE4CL4 Lecture31 PDFDokumen16 halamanEE4CL4 Lecture31 PDFMorteza SepehranBelum ada peringkat
- Pages From 08 - Condensate and LPG DehydrationDokumen1 halamanPages From 08 - Condensate and LPG DehydrationMorteza SepehranBelum ada peringkat
- Elec Eng 4Cl4:: Control System DesignDokumen31 halamanElec Eng 4Cl4:: Control System DesignMorteza SepehranBelum ada peringkat
- Refining Industry Solutions: Experience, Knowledge, and Technology... in RefiningDokumen44 halamanRefining Industry Solutions: Experience, Knowledge, and Technology... in RefiningMorteza SepehranBelum ada peringkat
- Basic Glycol Dehydrator System Process Diagram: Dry Sales GasDokumen1 halamanBasic Glycol Dehydrator System Process Diagram: Dry Sales GasMorteza SepehranBelum ada peringkat
- Acid 3 PDFDokumen1 halamanAcid 3 PDFMorteza SepehranBelum ada peringkat
- 8-Dehydrations 10 PDFDokumen1 halaman8-Dehydrations 10 PDFMorteza SepehranBelum ada peringkat
- 8-Dehydrations 9 PDFDokumen1 halaman8-Dehydrations 9 PDFMorteza SepehranBelum ada peringkat
- Conversion factors for energy statistics under 40 charactersDokumen5 halamanConversion factors for energy statistics under 40 charactersecs71Belum ada peringkat
- Underlying Symbol Lot SizeDokumen5 halamanUnderlying Symbol Lot SizeRam AgrawalBelum ada peringkat
- BP-Husky Refinery Investigation UpdateDokumen9 halamanBP-Husky Refinery Investigation UpdateJake PietraszBelum ada peringkat
- Experimental TCU As Built DataDokumen2 halamanExperimental TCU As Built DataRola PolaBelum ada peringkat
- 10 Social Science Geography Revision Notes Ch5Dokumen6 halaman10 Social Science Geography Revision Notes Ch5Vishrut ShahiBelum ada peringkat
- Miscible GasDokumen14 halamanMiscible GasadeelsnBelum ada peringkat
- MerDokumen244 halamanMerRossana CairaBelum ada peringkat
- Analisa ProksimatDokumen22 halamanAnalisa ProksimatnarareynehcBelum ada peringkat
- Petcoke Process - Foster Wheeler PDFDokumen66 halamanPetcoke Process - Foster Wheeler PDFSenthilkumar PragasamBelum ada peringkat
- Production Engg - Herriot Watt Series 1. Performance of Flowing WellsDokumen7 halamanProduction Engg - Herriot Watt Series 1. Performance of Flowing WellsNitin GandhareBelum ada peringkat
- HoribaDokumen17 halamanHoribaAzim YusoffBelum ada peringkat
- GSPL Strong Transmission Volumes Drive GrowthDokumen16 halamanGSPL Strong Transmission Volumes Drive GrowthdurgeshrpBelum ada peringkat
- Energy Scenario in IndiaDokumen14 halamanEnergy Scenario in IndiaAbhinav Kumar Yadav89% (9)
- Eriksson 2009Dokumen12 halamanEriksson 2009sxasxasxBelum ada peringkat
- Top 50 Offshore Wind Farms WorldwideDokumen5 halamanTop 50 Offshore Wind Farms WorldwideunikmyquestarBelum ada peringkat
- Chesapeake Current 041714Dokumen32 halamanChesapeake Current 041714Diane BurrBelum ada peringkat
- The Future of Geothermal Energy (MIT-2006)Dokumen24 halamanThe Future of Geothermal Energy (MIT-2006)myzeitgeist100% (5)
- EGB-NGOFG-001-001 Rev-2 Commercial Solar Nigeria Mar 2018Dokumen7 halamanEGB-NGOFG-001-001 Rev-2 Commercial Solar Nigeria Mar 2018SeidutecBelum ada peringkat
- LM2500 60Hz Fact Sheet 2016Dokumen2 halamanLM2500 60Hz Fact Sheet 2016IzzadAfif1990Belum ada peringkat
- Introduction To SSGC QaziDokumen25 halamanIntroduction To SSGC QaziAbdul Subhan QaziBelum ada peringkat
- Five Trends Reshaping European Power MarketsDokumen8 halamanFive Trends Reshaping European Power MarketsMurat ErkiletBelum ada peringkat
- Riding The LNG Wave: An Assessment of The Global LNG Market To 2025Dokumen22 halamanRiding The LNG Wave: An Assessment of The Global LNG Market To 2025Q b100% (1)
- China Economy Vs Australia EconomyDokumen15 halamanChina Economy Vs Australia EconomySina Hafezi MasoomiBelum ada peringkat
- E120Dokumen10 halamanE120back1949Belum ada peringkat
- Biogas: Purification of Biogas For Biomethane ProductionDokumen7 halamanBiogas: Purification of Biogas For Biomethane ProductionNicolaBelum ada peringkat
- 5.0 Technical Report Writing: Key Features of ReportsDokumen14 halaman5.0 Technical Report Writing: Key Features of ReportsFemi DeleBelum ada peringkat
- Hygrophil HCDT e Ebook BBDokumen4 halamanHygrophil HCDT e Ebook BBNicolae VisanBelum ada peringkat
- Conventional Sources of EnergyDokumen2 halamanConventional Sources of EnergyAlexis AlonsoBelum ada peringkat
- (PDF) Oil & Gas Sector of Pakistan and Sustainable DevelopmentDokumen49 halaman(PDF) Oil & Gas Sector of Pakistan and Sustainable Developmentmuhammad waqarBelum ada peringkat
- Books Final33 PDFDokumen4 halamanBooks Final33 PDFshuvo134Belum ada peringkat